





opcode
-
Posts
56 -
Joined
-
Last visited





opcode's Achievements
")





-
How to creat matrix? WCS,Tplane and Cplane are top.
-
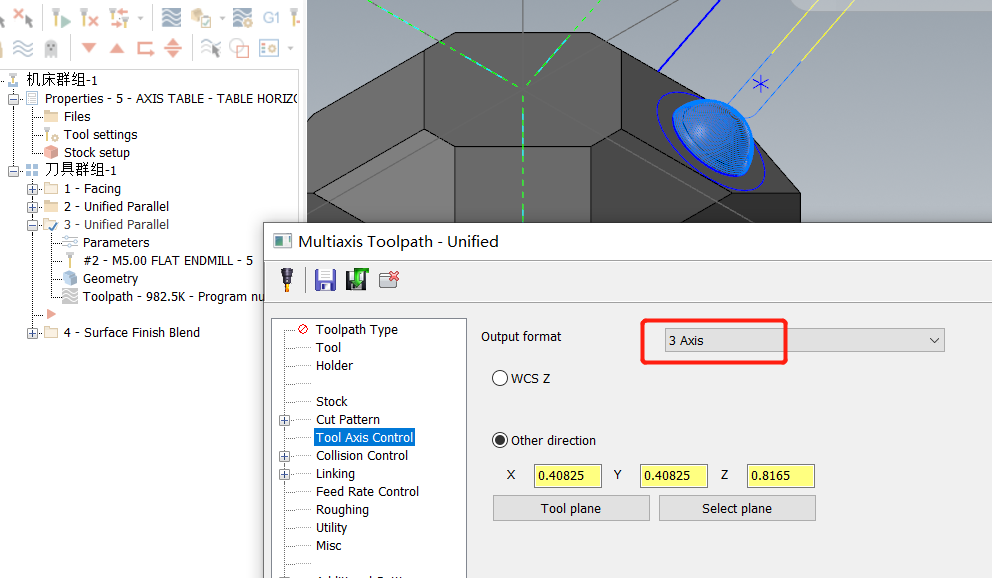
Yes,they can't answer it.I am just find the code for pclamp. I want to output clamp code when it is 3 axis format for advanced mulitaxis toolpath.
-
I want to get NCI code .Please give me a hand. Thanks!
-
Hello, I can't connect mastercam FTP. Would you please tell me how to open it ? ftp://mastercam:[email protected]/
-
I want to get the value of cut tolerance about advanced swarf toolpath. The function is at surface quality, How to get it when I post swarf toolpath? Thanks!
-
I find a bug for Generic Fanuc 5X Mill.pst
opcode replied to opcode's topic in Post Processor Development Forum
Yes, They can't solve the Problem either,so I post for help. -
I find a bug for Generic Fanuc 5X Mill.pst
opcode posted a topic in Post Processor Development Forum
Hello, I modify top_map to 1 for Generic Fanuc 5X Mill.pst when I use mulitaxis toolpath , I find that mi10$ can't change angle + or - of misc when I post Have you get the problem? How to solve it ? Thanks! -
Vertical Mill 5 axis contour tool path using Y and C axis
opcode replied to westerfieldc's topic in Industrial Forum
Hi, Generic Fanuc 5X mill .pst support this functionality ? -
Hello,Everybody, Use the Multiaxis morph toolpath to create 3 axis toolpath for 4 planes, I found it was wrong Clamp code when the tool plane was changed , How to output the right Clamp code? Thanks! G0 G28 G91 Z0. (12 BALL|TOOL - 1|DIA. OFF. - 1|LEN. - 1| DIA. - 12.) M11 <<<<<<<< M13 <<<<<<<< T1 M6 G0 G54 G90 X-17.471 Y-150. B-90. A90. S1000 M3 G43 H1 Z69.528 Y-40.391 Z59.528 G1 Z49.528 F600. X-17.47 Y-23.588 Z49.537 F120. X-17.34 Y-60.473 Z49.757 X-17.432 Y-59.829 Z49.673 X-17.466 Y-59.198 Z49.587 X-17.471 Y-57.195 Z49.529 Y-40.391 Z49.528 Z59.528 F1200. G0 Z69.528 Y-150. <<<<<<<<<< B0. <<<<<<<<< Y-40.391 Z59.528 G1 Z49.528 F600. T000.mcam
-
Hello,Jeff.D When I edit it , I find it is difficut to me for completing the "M01", I get some err. How to get it ,I want to get the result. Thank you for helping!
-
Thanks for your reply ! I'll try it .
-
Thanks for your reply ! I'll try it .
-
How do I insert M01 for postprocessor? optional stop after every operation for the SAME tool, without keying it into the code? (Manual Entry)
-
Thanks!
-
Thanks! But my software is not display that.