





Darin
-
Posts
285 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Darin
-
-
Thanks guys for the honest feed back on this... I think I am going to start with a new post and go from there... Here is a picture of the gouge ... The You-Ji's have Fanuc 18i-TB and Oi-TC controls...
-
Hello,
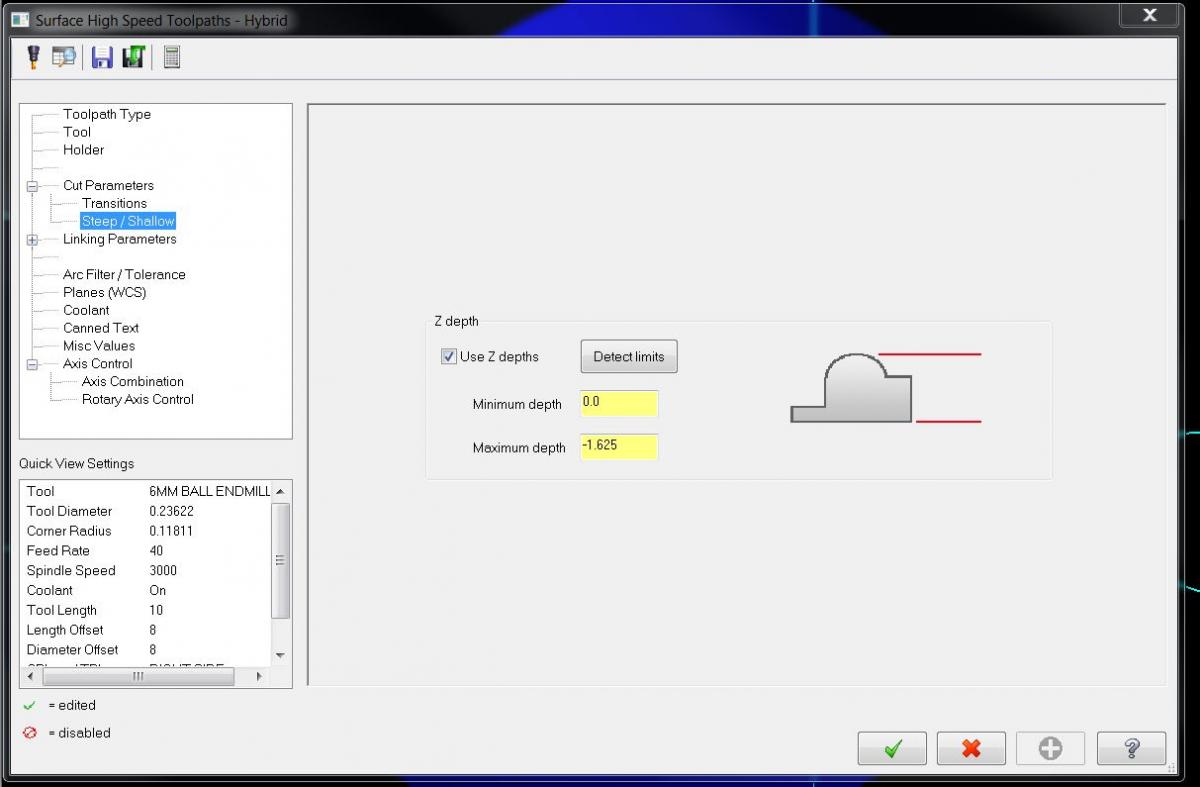
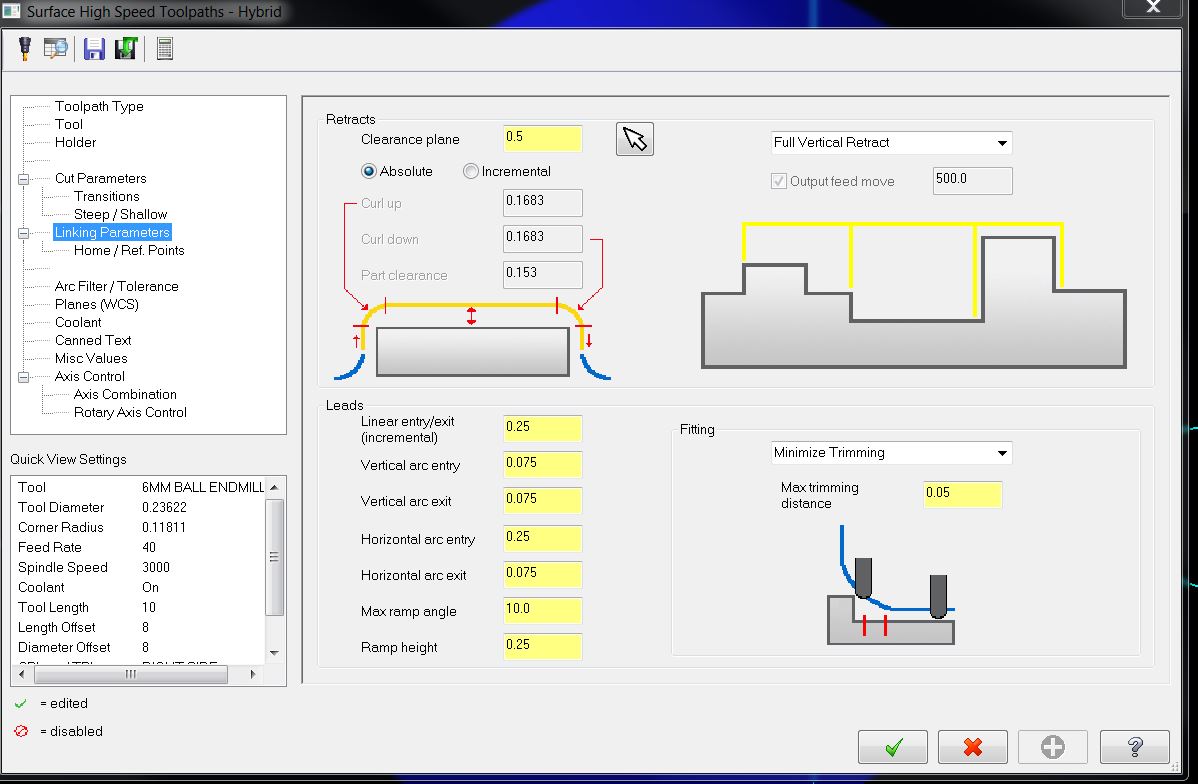
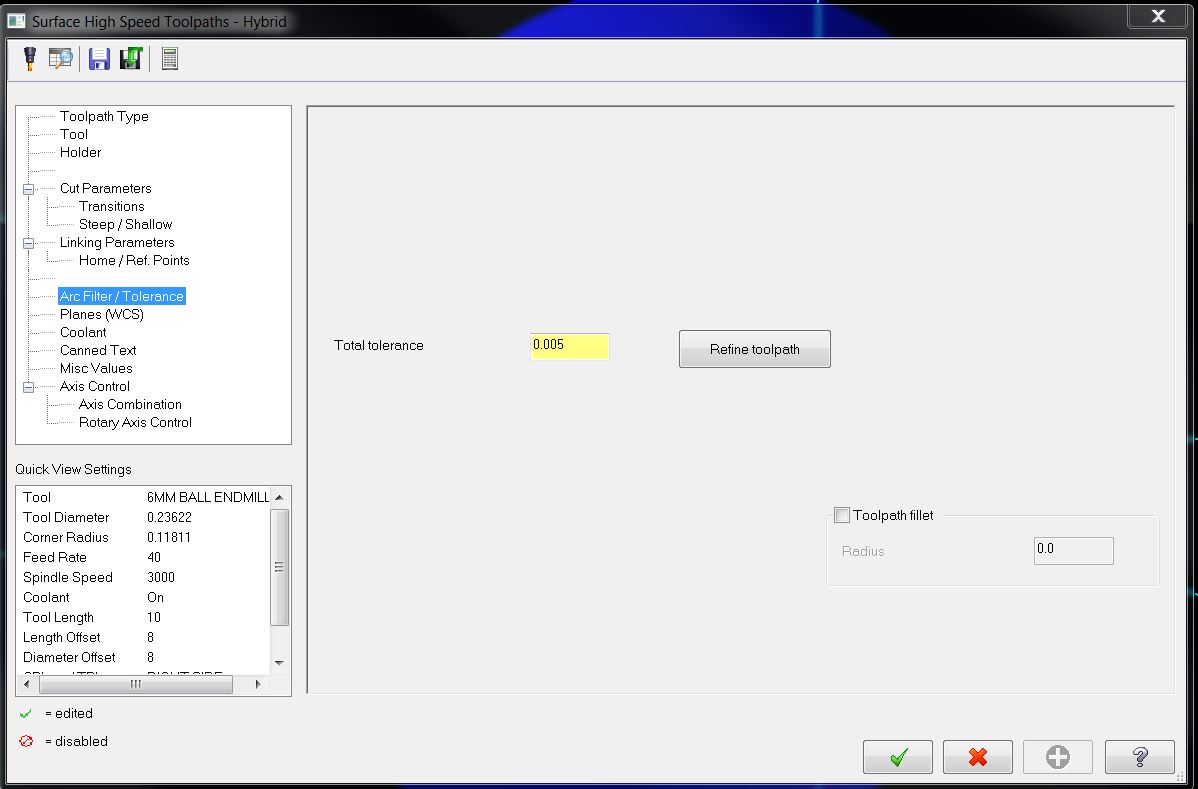
Lately I have been having bad issues with surface high speed .. I have scrapped three parts now ($20,000).. The more and more I look into the gouging issues the more and more I find that most people I talk to have stop using this because of these issues.. Why? Here are my settings .. The crash never comes up in backplot or verify.. We don't have Vericut or G code software .. But I sent the NC code to a friend who had Vericut and couldn't find it... How many people here have these issues? How many people here use high speed surface toolpaths? The main programmer here at one of the places I program for told me that there Mastercam dealer told him to only use old school flow line if you don't want to gouge part... I can send the nc code or file for people to test or look at.. I like the surface high speed because it makes programming easier.. I don't have to make 1000 separate surfaces for every feature so old school flow line will work.. Also I was told not to use solids for geometry that surfaces are safer... Is this all true? My boss wants to change to another cam software or program the old way with flow line.... I can't scrap another part here.. The crashes have been on a You-Ji VTL lathe with live tooling and Niigata horizontal machine.. The post are 8 to 10 years old.. But I was told this isn't the issue...
Thanks








-
 1
1
-
-
It looks like what your after is simply to post whatever is in the text file, forgive me if im missing something.. but why not just use the text file as your .nc file and skip mastercam.. I mean sounds like you already have the output you wanted..
Maybe a little more information would clarify what you are trying to do..
That is what we do already... They do thousands of programs here every year and most are all just cut a paste and hand write the code. I ask why do we have Mastercam then..
That is the one problem /question and it is why they brought me in here.. For instance when a program needs a rev change or something more.. and you go back to the 5 year old Mastercam program it really show you nothing about how the original MC code was produced...
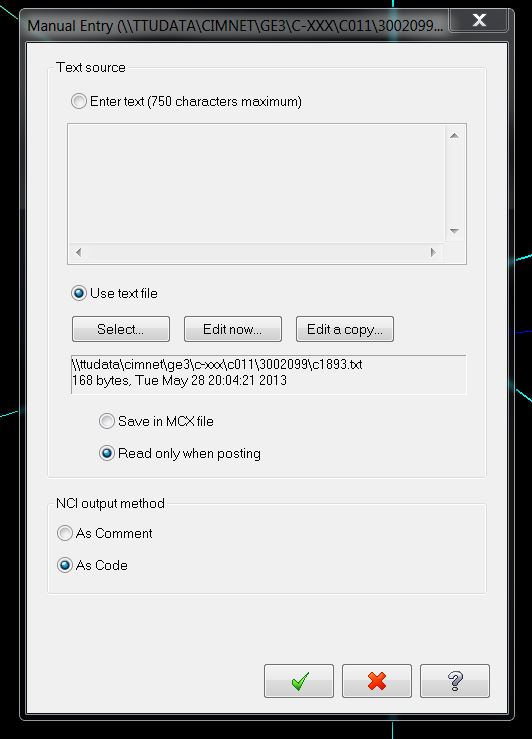
So what I am trying to do is to have manual entry's and text file linked to Mastercam so when they do post it is all there for the most part..
Most of the stuff is special drill stop go cycles and z depth moves on special arcs at certain points.. And sub programs with only certain code.. Things that are really hard for Mastercam to do in the post so that is where text files and manual entry come in... At least they are in the Mastercam operation tree...
I spent 3 days trying to figure out how they did one program from 4 years ago because the guy who did was gone... It was just add z moves at a certain point on the arcs in many places... It would have been easy to make a manual entry or text file for this.... Even a note in the operation tree would work...
Posts are there biggest issues because the ones they are using now are 5 to 10 years old or older.. They have over 20 different types of machine that is a huge $ problem for posts... So I am working to get this fixed.. I have most posts ready but need to test...
Thanks
-
Hi,
Where in this post is the text output code controlled? I want to remove some lines that it posts when I use a text file for code.. Basically I want it to only post what is in the text... I know I can just put the code in the manual entry area but what about when it is longer then 750 characters and then I want to use text file. Where... or can I change this in the post... ? We have X6 W7..
This is what it post like now...
N10 G91 G28 Z0. M05 < -------------------- This line needs to be gone ---------------------->
N20 G28 X0. Y0. A0. < -------------------- This line needs to be gone ---------------------->
%
O1893(C1893.NC)
(OP1SUB3)
G00X-2.3128Y-.374
G01Z10.225F100.
M00(GUIDE-TOOL-IN-HOLE)
G01Z9.625F8.
M68
S1100M03
G01Z2.0715F10.
M05
M69
G00Z11.0
M99
%
N30 M30 < -------------------- This line needs to be gone ---------------------->
% < -------------------- This line needs to be gone ---------------------->
Here is the post
[post_VERSION] #DO NOT MOVE OR ALTER THIS LINE# V15.00 P0 E1 W15.00 T1337895754 M15.00 I0 O0
# Post Name : Fanuc 4X Mill.pst
# Product : Mill
# Machine Name : NIIGATA
# Control Name : Fanuc
# Description : Generic 4 Axis Mill Post
# 4-axis/Axis subs. : Yes
# 5-axis : No
# Subprograms : Yes
# Executable : MP 14.0
#
# WARNING: THIS POST IS GENERIC AND IS INTENDED FOR MODIFICATION TO
# THE MACHINE TOOL REQUIREMENTS AND PERSONAL PREFERENCE.
#
# THIS POST REQUIRES A VALID 3 OR 4 AXIS MACHINE DEFINITION.
# YOU WILL RECEIVE AN ERROR MESSAGE IF MORE THAN ONE ROTARY AXIS IS DETECTED IN
# THE ACTIVE AXIS COMBINATION WITH READ_MD SET TO YES.
#
# Associated File List$
#
# GENERIC FANUC 4X MILL.control-5
#
# Associated File List$
#
# --------------------------------------------------------------------------
# Revision log:
# --------------------------------------------------------------------------
# CNC 06/09/05 - Initial post setup for Mastercam X
# CNC 10/06/05 - Changed parameter read for min_speed, modified pspindle, pprep$ and pset_mach
# - Modified pset_rot_label to use srot_y for horizontal machines
# - Added call to pset_mach in pq$ to set rotaxtyp$
# CNC 11/18/05 - Added psynclath with call to pset_mach to set rotaxtyp$, removed call from pq$
# CNC 02/03/06 - Added logic for high-speed toolpath tool inspection (see prapidout & plinout)
# CNC 06/26/06 - Initial post setup for Mastercam X2
# CNC 12/15/06 - Modified pset_mach for horizontal rotation when rotating about world Z axis.
# CNC 02/26/07 - Modified pwcs
# CNC 11/02/07 - Added prv_shftdrl$ = zero
# CNC 04/08/08 - X3 release - Removed check for write_ops
# CNC 01/26/09 - Initial post update for Mastercam X4
# CNC 04/15/09 - Added read_md switch to enable or disable setting rotary axis from Machine Definition
# CNC 05/06/09 - Modified pindxcalc to omit ctable check when rotary is not indexer
# CNC 06/09/09 - Updated MD parameters
# CNC 08/31/09 - Added check for read_md in pset_mach
# CNC 02/03/10 - Initial post update for Mastercam X5
# CNC 04/21/10 - Added Toolpath Transform Enhancements
# CNC 08/17/10 - Added fix for canned drill cycle incremental mode code output and Z output in incremental mode
# - Added fix for X coolant output
# - Added fix for MP line break pattern
# - Added fix for stock to leave output in tool table
# - Removed CD_VAR variables
# - Added axis sub direction logic
# CNC 08/23/10 - Added logic to handle axis sub with signed or shortest direction and rotation >= 360 degrees
# CNC 02/17/11 - Added three arctype$ initialization variables that are used for
# full arc and helix arc output, when CD is set to R or signed R
#
# --------------------------------------------------------------------------
# Features:
# --------------------------------------------------------------------------
# This post supports Generic Fanuc code for 3 and 4 axis milling.
# It is designed to support the features of Mastercam X Mill.
#
# NEW FEATURES FOR X:
# - Machine definition, control definition and toolpath group parameter read sections added.
# - Post sets rotary "switches" from MD and CD settings. Also sets min/max spindle speed,
# max feed rates and type of feed for rotary motion from MD and CD. Includes option for
# units/min and units/sec for inverse time feed rate.
# - Variable initialization with SET_BY_MD or SET_BY_CD are overwritten in this post by parameter or
# variable settings from MD or CD.
# - Support for rotary axis lock/unlock codes when in index mode (see rot_lock)
# - Support for signed rotary axis direction and M-code specified axis direction (see use_rotmcode)
# - Switch to force rotary output to index mode when tool plane positioning with a full rotary (see force_index)
# - Enhanced tool information - Added switch for tool comments only, tooltable in header with no tool
# comments at tool change or tooltable in header with tool comments at tool change (see tool_info)
# Tooltable output includes cutter compensation type and stock to leave information
# - Enhanced tool staging options - enable or disable in CD. Set stagetltype in post for output type:
# Do not stage 1st tool, stage 1st tool at last tool change or stage 1st tool at end of file (peof)
# - Supports X comments including machine name, group name and group comment output (see pcomment2)
# - Additional date, time and data path output options (see pheader)
# - Additional rigid tapping cycle (separate from original tapping cycle) and initial custom drill
# cycle support (see pmisc2$ and pdrlcst$)
# - Support for 10 additional canned text options for X
# - Decimal support for sequence number output (set "Increment sequence number" in CD to a decimal value
# for output. I.E. "Increment sequence number" = .5, "Start sequence number" = 10 : N10, N10.5, N1
Thanks

-
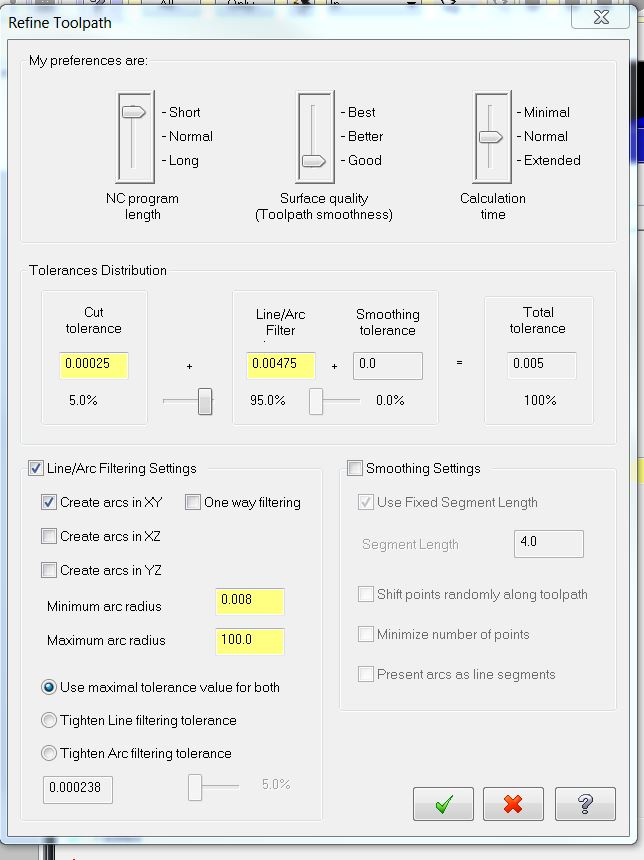
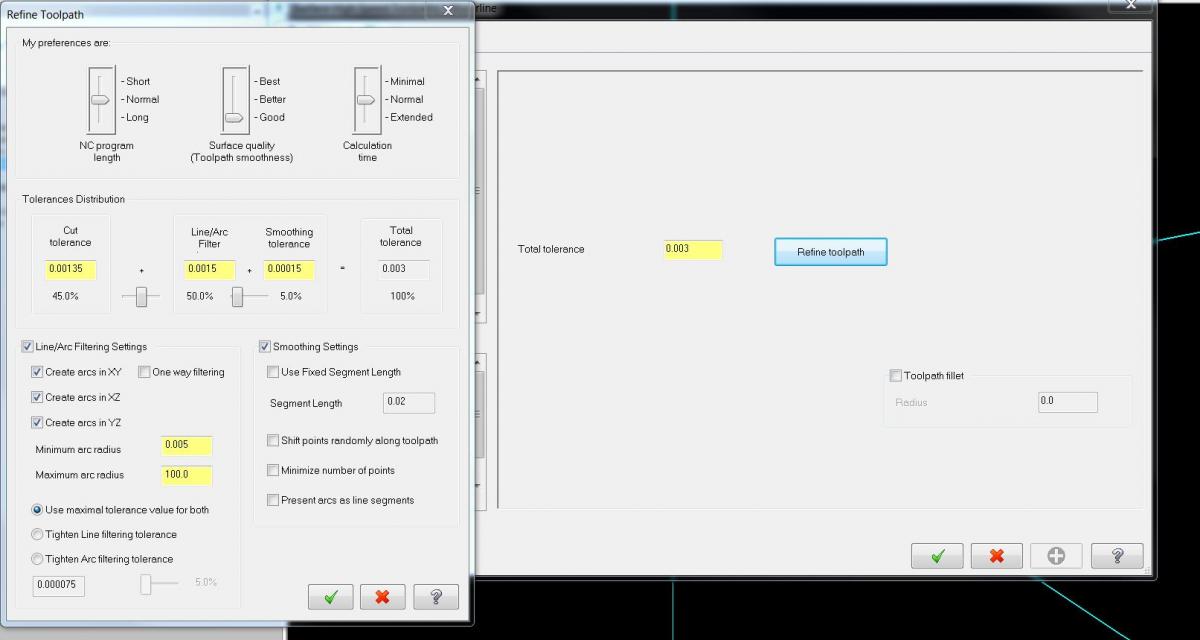
Looks like a opti area to ruff this to me.On the gouging try setting the refinement params to normal,better, and turn on smoothing.
Tried those setting same thing.. If I use old school surface contour it looks fine but the code is huge and take for ever... I would think I could use the new high speed stuff...


-
It is definitely the finishing 1/2 ball endmill... I just ran that tool only and it has some gouging..


-
Hi,
I have this part that I am using surface high speed waterline to rough and finish it... I wanted to use opticore to rough but it was taking way to long to regenerate.. I left it for 2 hours and it was still going... We have a $5000 HP Z800 pc... I am getting what looks like gouging with the finish 1/2 ball endmill waterline .015 step downs... I see it on the verify (Look at pics). Is there a setting that I need to change? It is running on a horizontal Niigata.. The material is Graphite.. You can see what the part looks like after the lathe on one pic...
-
make sure you disable gouge checking (2 places in MC) to be able to get under the part.
programmed a couple 5 axis holes on a 3ax knee mill for a vendor last week. thanks to Harvey tool, it worked like a charm.
When you say gouge setting you mean here? In the gap setting?
-
Have you tried a flowline toolpath? With that tool it should be no problem. Or as Bob said a contour will work as well.
Great thanks those worked... I was trying to use surface high speed tool paths..
-
Maybe this tool from Harvey:
http://www.harveytoo...utters_134.aspx
I'd get this tool and use a surface finish contour toolpath or similar. Of course 5-axis would make it easy with standard ball mills.
Great thanks that tool should work.. But the problem is to get Mastercam to work with that tool... I have had no luck yet.. It just acts like the under cut part is straight 90....
-
Hi,
Is there a way to use a full radius slotting mill to surface this part? It has a under cut radius.. Or would it have to be 5 axis or 4 axis positioning to make this? The part is small only 1 1/4" long and the radius are .020 and 1 mm.... I know I can have a special form tool made but it is $500 and they don't want to spend that...
-
ptlchg_com #Tool change common blocks if force_output | sof, [ result = force(ipr_type,ipr_type) result = force(absinc$,absinc$) result = force(plane$,plane$) ] pcom_moveb pcheckaxis #Check for valid rotary axis c_mmlt$ #Multiple tool subprogram call #ptoolcomment if sof & scomm_sav <> snull, [ spaces$ = 0 n$, pspc, scomm_str, *scomm_sav, scomm_end, e$ spaces$ = sav_spc ] if sof = 0, scomm_sav = snull comment$ pcomment3 pmisccheck pcan pbld, n$, *sgcode, *sgplane, *smetric, "G40 G80 G49", *sgabsinc, e$ #<<<<<<<<<<<<<<<<<<<<<<<<< if stagetool >= zero, [ if omitseq$ = 1 & tseqno > 0, [ if tseqno = 2, n$ = t$ pbld, *n$, *t$, "M06", ptoolcomm, e$ ] else, pbld, n$, *t$, "M06", ptoolcomm, e$ ]
Perfect thanks...

-
Hi,
We has a Haas and I am using MPmaster post.. I need to add this safety line before every tool change G00 G17 G20 G40 G80 G49 G90.. Where is the safest place to add this in the post?
(OVERALL MAX - Z1.)
(OVERALL MIN - Z-4.375)
N110 G00 G17 G20 G40 G80 G49 G90 <----------------------------- Need this line posted on very tool change --------------------->
N120 G91 G28 Z0.
N130 (ROUGH MILLS EXTRA MATERIAL WITH 1 1/2 ROUGHING ENDMILL)
N140 (COMPENSATION TYPE - WEAR COMP)
N150 T2 M06 (1 1/2 HSS ROUGHING ENDMILL)
N160 (MAX - Z1.)
N170 (MIN - Z-4.375)
N180 M08
N190 G00 G17 G90 G54 X10.9625 Y2.9855 S800 M03
N200 G43 H2 Z1. T3
N210 Z.25
N220 G94 G01 Z-4.375 F50.
N230 G41 D2 Y2.1105 F15.
N240 Y-2.1105
N250 G40 Y-2.9855
N260 G00 Z1.
N270 X10.4 Y2.9855
N280 Z.25
N290 G01 Z-4.375 F50.
N300 G41 D2 Y2.1105 F15.
N310 Y-2.1105
N320 G40 Y-2.9855
N330 G00 Z1.
N340 M09
N350 M05
N360 G91 G28 Z0.
N370 M01
N380 (FINISH MILLS PART TO 9.610 LENGTH WITH 1 1/4 ENDMILL)
N390 (COMPENSATION TYPE - WEAR COMP)
N391 <------------------------------------------------------------------------------------- need it to post here -------------------------------->
N400 T3 M06 (1 1/4 HSS ENDMILL)
N410 (MAX - Z1.)
N420 (MIN - Z-4.375)
N430 M08
N440 G00 G17 G90 G54 X10.241 Y2.8397 S900 M03
Thanks
-
I live in Portland Oregon area and high end programmers can make $35 to $45... I have been in manufacturing since I was 10 in my dads shop.. The problem today is everyone just wants to program and use cad/cam and make as much as possible sitting at a desk... Companies are finding out that you can be the best Mastercam and other Cad/Cam programmer and not understand how to correctly make the part or hold the part.. Maximum material removal comes to mind it is lost in most new programmers and machinists today.. I get paid very well and I mostly just teach new programmers and machinists about how make and hold the parts.. And make the Cam system work like the shop wants... In the next 10 to 20 years manual machinist are going to be very hard to come by and will be a dyeing trade.. One of the companies I contract program for has the manual machinists making the most money out of all CNC operators and programmers.. Every new programmer and machinist should learn how to run a old worn out manual lathe and old manual mill and understand things like climb and conventional cutting and understanding and feeling how it cuts.. I was so surprised at how many new programmer's and so call machinists didn't know the difference between climb and conventional cutting...
-
4
-
-
Hi,
I have a older horizontal post for a Niigata machine. I know where the use pitch for taping is on the MPmaster posts but how or is it controlled on these older posts? Can it be added to these older posts? Or is it best to start over with MPmaster? We have X6..
[post_VERSION] #DO NOT MOVE OR ALTER THIS LINE# V15.00 P0 E1 W15.00 T1337895754 M15.00 I0 O0
# Post Name : Fanuc 4X Mill.pst
# Product : Mill
# Machine Name : NIIGATA
# Control Name : Fanuc
# Description : Generic 4 Axis Mill Post
# 4-axis/Axis subs. : Yes
# 5-axis : No
# Subprograms : Yes
# Executable : MP 14.0
#
# WARNING: THIS POST IS GENERIC AND IS INTENDED FOR MODIFICATION TO
# THE MACHINE TOOL REQUIREMENTS AND PERSONAL PREFERENCE.
#
# THIS POST REQUIRES A VALID 3 OR 4 AXIS MACHINE DEFINITION.
# YOU WILL RECEIVE AN ERROR MESSAGE IF MORE THAN ONE ROTARY AXIS IS DETECTED IN
# THE ACTIVE AXIS COMBINATION WITH READ_MD SET TO YES.
#
# Associated File List$
#
# GENERIC FANUC 4X MILL.control-5
#
# Associated File List$
#
# --------------------------------------------------------------------------
# Revision log:
# --------------------------------------------------------------------------
# CNC 06/09/05 - Initial post setup for Mastercam X
# CNC 10/06/05 - Changed parameter read for min_speed, modified pspindle, pprep$ and pset_mach
# - Modified pset_rot_label to use srot_y for horizontal machines
# - Added call to pset_mach in pq$ to set rotaxtyp$
# CNC 11/18/05 - Added psynclath with call to pset_mach to set rotaxtyp$, removed call from pq$
# CNC 02/03/06 - Added logic for high-speed toolpath tool inspection (see prapidout & plinout)
# CNC 06/26/06 - Initial post setup for Mastercam X2
# CNC 12/15/06 - Modified pset_mach for horizontal rotation when rotating about world Z axis.
# CNC 02/26/07 - Modified pwcs
# CNC 11/02/07 - Added prv_shftdrl$ = zero
# CNC 04/08/08 - X3 release - Removed check for write_ops
# CNC 01/26/09 - Initial post update for Mastercam X4
# CNC 04/15/09 - Added read_md switch to enable or disable setting rotary axis from Machine Definition
# CNC 05/06/09 - Modified pindxcalc to omit ctable check when rotary is not indexer
# CNC 06/09/09 - Updated MD parameters
Thanks
-
Yes.. set misc 9 to 1
It only has to be set in the first op, but I set it in every op for safety
If I'm doing a patch months later, and I post something in the middle of the tree, I'll get bad workoffsets output
and a really pissed off operator.
So I set it in every op and forget about it.
Thanks.. In the misc values great.. How hard would it be to add this to a old post? Probably be better just to make my MPmaster post work with my Niigata's..
-
I thought I knew how to lock the WCS on that post.. but they've stripped a bunch of things out of it.
You know how to fix this with the MPmaster post?
-
I thought I knew how to lock the WCS on that post.. but they've stripped a bunch of things out of it.
Ok thanks.. I am finding out from other sources that these older MPfan posts are a lot harder to fix this issue then the MPmaster... I might start over and use MPmaster...
-
what post are you using
It is a post that came with machine I guess... I just started here.. It looks like this on top... We use X6
[post_VERSION] #DO NOT MOVE OR ALTER THIS LINE# V15.00 P0 E1 W15.00 T1337895754 M15.00 I0 O0
# Post Name : Fanuc 4X Mill.pst
# Product : Mill
# Machine Name : NIIGATA
# Control Name : Fanuc
# Description : Generic 4 Axis Mill Post
# 4-axis/Axis subs. : Yes
# 5-axis : No
# Subprograms : Yes
# Executable : MP 14.0
#
# WARNING: THIS POST IS GENERIC AND IS INTENDED FOR MODIFICATION TO
# THE MACHINE TOOL REQUIREMENTS AND PERSONAL PREFERENCE.
#
# THIS POST REQUIRES A VALID 3 OR 4 AXIS MACHINE DEFINITION.
# YOU WILL RECEIVE AN ERROR MESSAGE IF MORE THAN ONE ROTARY AXIS IS DETECTED IN
# THE ACTIVE AXIS COMBINATION WITH READ_MD SET TO YES.
#
# Associated File List$
#
# GENERIC FANUC 4X MILL.control-5
#
# Associated File List$
#
# --------------------------------------------------------------------------
# Revision log:
# --------------------------------------------------------------------------
# CNC 06/09/05 - Initial post setup for Mastercam X
# CNC 10/06/05 - Changed parameter read for min_speed, modified pspindle, pprep$ and pset_mach
# - Modified pset_rot_label to use srot_y for horizontal machines
# - Added call to pset_mach in pq$ to set rotaxtyp$
# CNC 11/18/05 - Added psynclath with call to pset_mach to set rotaxtyp$, removed call from pq$
# CNC 02/03/06 - Added logic for high-speed toolpath tool inspection (see prapidout & plinout)
# CNC 06/26/06 - Initial post setup for Mastercam X2
# CNC 12/15/06 - Modified pset_mach for horizontal rotation when rotating about world Z axis.
# CNC 02/26/07 - Modified pwcs
# CNC 11/02/07 - Added prv_shftdrl$ = zero
# CNC 04/08/08 - X3 release - Removed check for write_ops
# CNC 01/26/09 - Initial post update for Mastercam X4
# CNC 04/15/09 - Added read_md switch to enable or disable setting rotary axis from Machine Definition
# CNC 05/06/09 - Modified pindxcalc to omit ctable check when rotary is not indexer
# CNC 06/09/09 - Updated MD parameters
# CNC 08/31/09 - Added check for read_md in pset_mach
# CNC 02/03/10 - Initial post update for Mastercam X5
# CNC 04/21/10 - Added Toolpath Transform Enhancements
# CNC 08/17/10 - Added fix for canned drill cycle incremental mode code output and Z output in incremental mode
# - Added fix for X coolant output
# - Added fix for MP line break pattern
# - Added fix for stock to leave output in tool table
# - Removed CD_VAR variables
# - Added axis sub direction logic
# CNC 08/23/10 - Added logic to handle axis sub with signed or shortest direction and rotation >= 360 degrees
-
Hi,
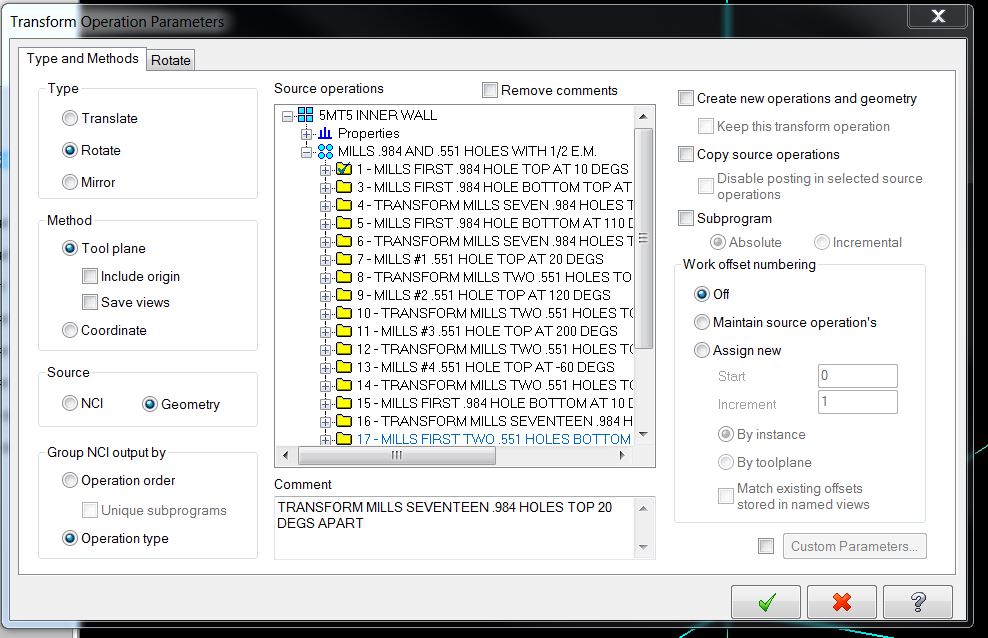
We have a Niigata horizontal mill.. When we use transform translate or even on any B move it will post a new WCS (G54).. I though this was controlled in the transform translate page.. But not matter what I change to it still posts a new WSC for each B move... Where can I change this? is this control def or post controlled?
G90 G10 L2 P1 X0 Y0 Z0 B0 (G54)
G90 G10 L2 P2 X0 Y0 Z0 B0 (G55)
G90 G10 L2 P3 X0 Y0 Z0 B0 (G56)
G90 G10 L2 P4 X0 Y0 Z0 B0 (G57)
G90 G10 L2 P5 X0 Y0 Z0 B0 (G58)
G90 G10 L2 P6 X0 Y0 Z0 B0 (G59)
N100 G20
N110 G91 G28 Z0.
N120 G91 G28 X0. Y0. B0.
N130 G00 G17 G40 G49 G80 G90
N5 M01 ( 1/8 FLAT ENDMILL )
( MILLS FIRST .984 HOLE TOP AT 10 DEGS )
N140 T05 M06
N150 G00 G90 G54 X0. Y9.8425 B10. S6500 M03
N160 G43 H05 Z9.93
N170 M08
N180 X-.2946
N190 Z9.78
N200 G01 Z9.55 F25.
N210 G41 D05 X-.4196
N220 G03 X0. Y9.4229 I.4196 J0.
N230 X.4196 Y9.8425 I0. J.4196
N240 X0. Y10.2621 I-.4196 J0.
N250 X-.4196 Y9.8425 I0. J-.4196
N260 G01 G40 X-.2946
N270 X-.3046
N280 G41 D05 X-.4296
N290 G03 X0. Y9.4129 I.4296 J0.
N300 X.4296 Y9.8425 I0. J.4296
N310 X0. Y10.2721 I-.4296 J0.
N320 X-.4296 Y9.8425 I0. J-.4296
N330 G01 G40 X-.3046
N340 G00 Z9.93
( TRANSFORM MILLS SEVENTEEN .984 HOLES TOP 20 DEGS APART )
( MILLS FIRST .984 HOLE TOP AT 10 DEGS )
N350 G00 G90 G55 B30. <---------------------------------------------------------- Need to all be G54 ------------------------->
N360 X0. Y9.8425
N370 Z9.93
N380 X-.2946
N390 Z9.78
N400 G01 Z9.55
N410 G41 D05 X-.4196
N420 G03 X0. Y9.4229 I.4196 J0.
N430 X.4196 Y9.8425 I0. J.4196
N440 X0. Y10.2621 I-.4196 J0.
N450 X-.4196 Y9.8425 I0. J-.4196
N460 G01 G40 X-.2946
N470 X-.3046
N480 G41 D05 X-.4296
N490 G03 X0. Y9.4129 I.4296 J0.
N500 X.4296 Y9.8425 I0. J.4296
N510 X0. Y10.2721 I-.4296 J0.
N520 X-.4296 Y9.8425 I0. J-.4296
N530 G01 G40 X-.3046
N540 G00 Z9.93
( MILLS FIRST .984 HOLE TOP AT 10 DEGS )
N550 G00 G90 G56 B50.
N560 X0. Y9.8425
N570 Z9.93
N580 X-.2946

-
Hi Darin,
You need to change the Format Assignment line for the 'peck1$' variable. First, search the post for 'peck1$'. There is usually a 'fmt' line that looks like this:
# -------------------------------------------------------------------------- fmt "Q" 2 peck1$ #First peck increment (positive) fmt "W" 2 peck2$ #Subsequent Peck value (positive) fmt "D" 2 peckclr$ #Pecking clearance (from top of hole) fmt "Q" 2 shftdrl$ #Fine bore tool shift fmt "R" 2 refht_a #Reference height fmt "R" 2 refht_i #Reference height # --------------------------------------------
The number specified after the "Q" string is '2', which is normal 4/3 place decimal output. You need to create a new 'Format Statement' that will format the numeric portion of the variable. For now, change that '2' to an unused number, let's use '40'. so your new line would look like so:
# -------------------------------------------------------------------------- fmt "Q" 40 peck1$ #First peck increment (positive) fmt "W" 2 peck2$ #Subsequent Peck value (positive) fmt "D" 2 peckclr$ #Pecking clearance (from top of hole) fmt "Q" 2 shftdrl$ #Fine bore tool shift fmt "R" 2 refht_a #Reference height fmt "R" 2 refht_i #Reference height # --------------------------------------------
Now, search up in the post for the 'fs2' lines. after the last one (before the 'Toolchange NC output formats' section), create a new line, starting in the first column, something like so:
# This format statement is used for sequence number output # Number of places output is determined by value for "Increment Sequence Number" in CD # Max depth to the right of the decimal point is set in the fs statement below fs2 21 0^7 0^7 #Decimal, 7 place, omit decimal if integer value fs2 22 0^3 0^3 #Decimal, 3 place, omit decimal if integer value fs 40 0 4t #Omit Decimal, force 4 place trailing (Q parameter) # -------------------------------------------------------------------------- # Toolchange / NC output Variable Formats # --------------------------------------------------------------------------
I just added the 'fs 40 0 4t' line in the sample above. That Format Statement (type1) tells MP to omit the decimal point, and force 4 trailing zeros in the output. So your 'Q.1' should now output 'Q1000'.
Hope that helps,
Colin
Thanks again Colin you have been very helpful... That worked perfect.. You wouldn't happen to know how to change the R in a canned cycle to post R.0 always? The VTL's use a weird canned cycle where the R can't be bigger or the same as the Z before it.. So they just put a R.0 and it works every time...
-
Hi Darin,
First, make a backup copy of your post. Then, try replacing your 'mpeck_2$' post block with the following post block code:
mpeck_2$ #Canned peck drill cycle repeat, mill pdrlcommonb pcan1, pbld, n$, pxout, pyout, pzout, pcout, prdrlout, *peck1$, dwell$, pfr, strcantext, e$ pcom_movea
Hope that helps,
Colin
I just found out the Q needs to be Q1000 not Q .1... Where do I change this at?
Thanks
-
Hi,
We have a You-Ji vertical lathe and for some reason all of it's canned cycles G83, G81 and so on use a incremental R value.. So the R has to be smaller then the Z retract height before it.. But they said the R can be 0 and it will work fine and it just read the Z retract before it... So basically I just need to change the post to always post 0 on the R values with all canned cycles... Where in the post do I change this...?
This is how it post now..
N1 M01(17/32 DRILL)
G00 G18 G40 G80
( DRILLS WITH 17/32 DRILL )
G00 T1010 M06
M69
M22
M41
M66
G00 G54 X9.
Z.1
C90.
M08
G97 S1000 M33
G98 G83 Z-1.475 R.1 Q.1 F5. < ------------------ Need the R to always be 0 -------------------->
C135. Q.1
X0. C90. Q.1
X9. C315. Q.1
C270. Q.1
G80
M09
G00 Z2.0
Thanks
M35
M21
G28 W0. U0.
H0.
T0000
-
Hi Darin,
First, make a backup copy of your post. Then, try replacing your 'mpeck_2$' post block with the following post block code:
mpeck_2$ #Canned peck drill cycle repeat, mill pdrlcommonb pcan1, pbld, n$, pxout, pyout, pzout, pcout, prdrlout, *peck1$, dwell$, pfr, strcantext, e$ pcom_movea
Hope that helps,
Colin
Perfect thanks that was it..




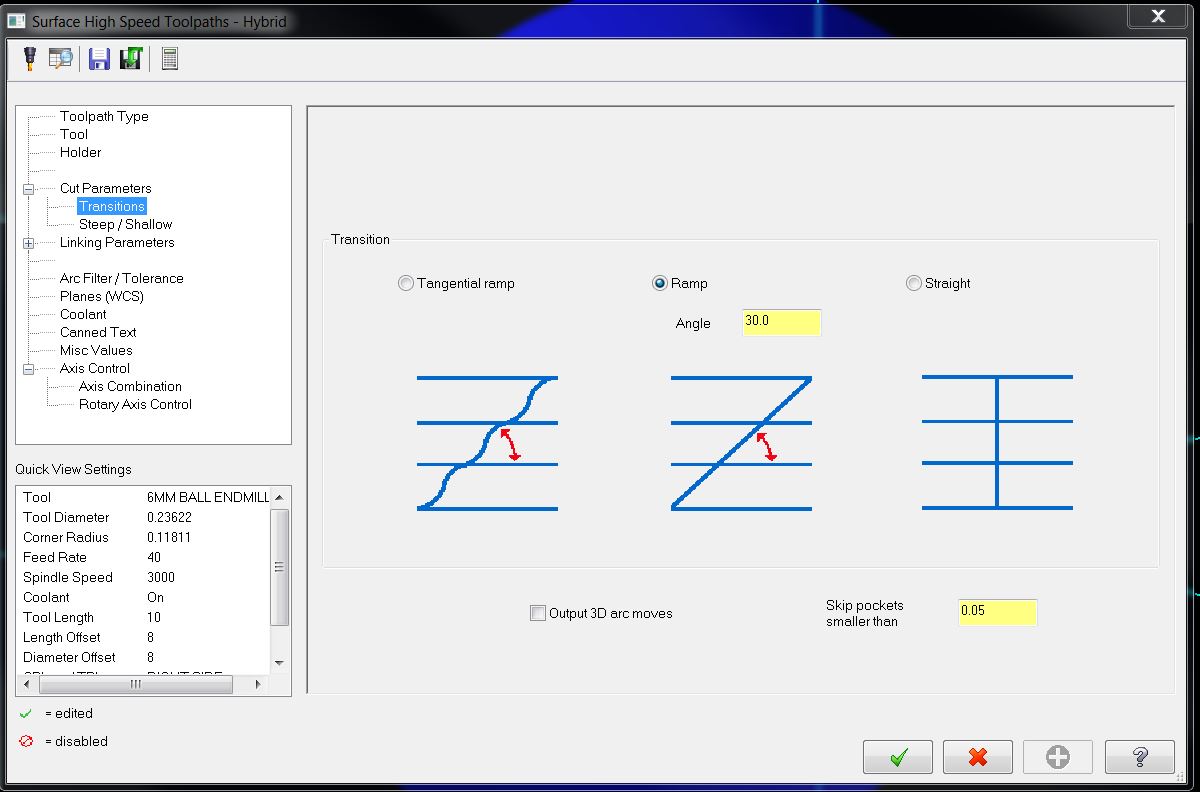



Surface high speed use?
in Industrial Forum
Posted
When you say Horz arc on lead in/off you mean this page and put 0 to turn off? I don't see an off...