





Odin
-
Posts
147 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Odin
-
-
Thank Leon that works!
-
Good morning,
I am trying to move the program below the program number in my post. where at in my actual post do I change this? I can't remember for the life of me. I know it in the pheader somewhere , just can't remember which line, I have attached a snippet of the post and program .TIA
-
In Mastercam 2022 you omit the commas- i.e 15d23'45" , which MC 2022 converts to the decimal, 15.39583 Deg
-
 1
1
-
 4
4
-
-
For external use minor diameter, and for internal use major diameter
-
Thanks Ron. Ill see what I can figure out!
-
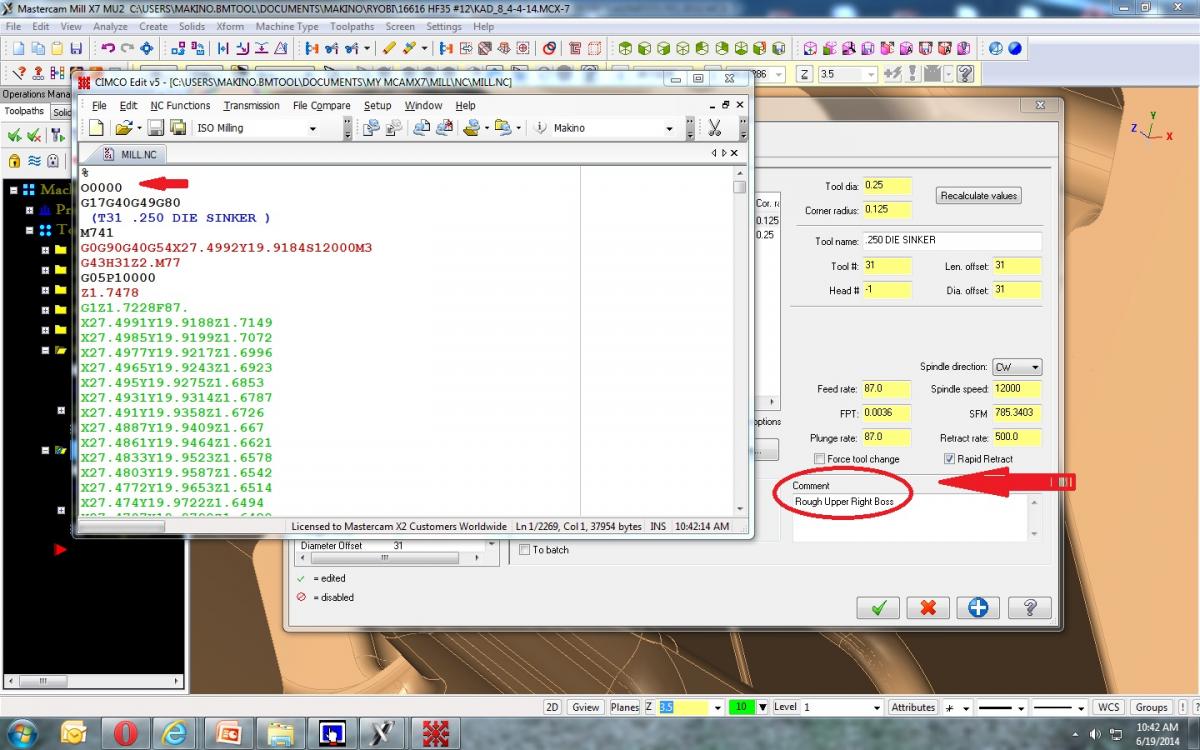
I want to have the comment on the tool selection page in MaterCAM to appear nxt to the Program Number in the post.

-
How do I get the comment in mastercam to post next to the program number?
TIA
-
Milman , I sent you an email.
-
Thanks again Millman. The company wont send me to classes. they handed me a book and said figure it out. ill see what I can figure out!
-
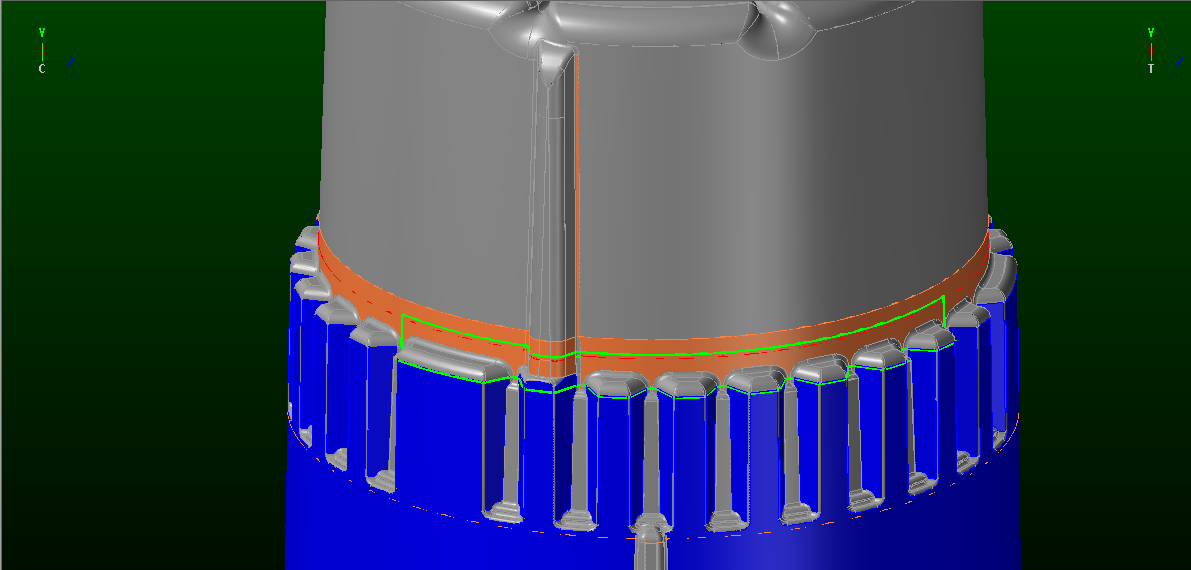
Ok, I got the mach. def, control, and post setup that works, now I need help with multiaxis toolpaths. I have to cut the teeth on the spline in the picture. I have to 2.5mm off of the upper edge of the ones with the green curve/wireframe around them. what would be the best way to go about this? I am stumped. it is set up on a 4 -axis Horizontal machine. TIA
-
thanks, I will start over and see if I can do it right lol. Thanks again for all of your help!
-
Thanks a lot Millman. Ill get in touch with them today and see what they can come up with. I appreciate your help!
-
They are the ones that edited my post. I think its something I am doing wrong in the toolpaths. I just started messing with 4-axis stuff Monday. its all new to me. I have the multiaxis tutorial books, but those lean toward vertical machining. I think im just getting my axis rotations mixed up.
-
Thanks Millman, BTW both machines have full rotary b-axis.
-
ok I have the file on the ftp site . It is in the X7 directory and the name is spline.z2g
TIA
-
Yeah we have X7 mill level 3, multiaxis. I will try to get the file on the FTP. thanks MillMan
-
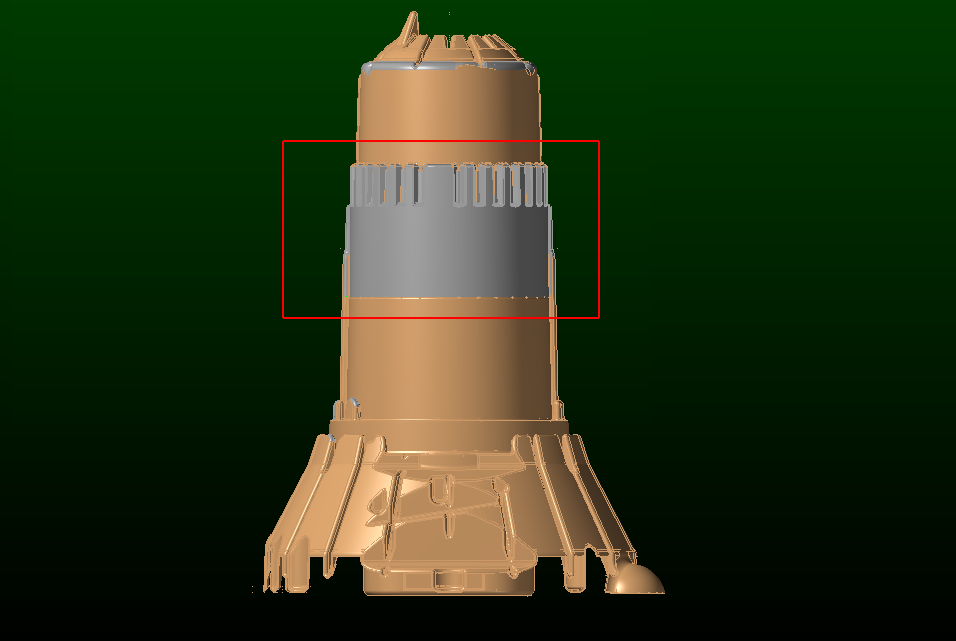
I am going to be milling a transmission die spline that needs to be machined all the way around it. For the life of me I can not get the multi-axis toolpaths figured out. I am using the classic rotary toolpath. it backplots fine and the verify looks good but I just cant get it to post right. I am using X7mill 3, and the piece is going to be machined on a Makino A99 HMC or on a Makino MCB 1210 HMC. Our reseller tweaked our post and mmd. for us. I haven't messed with multi-axis toolpaths at all until today. Any help would be appreciated. I tried to upload zip2go file but its to large. the gray area around the spline is what needs to be machined.

-
I got it. on the high speed waterline program, the machine didn't like the 4 digit feed output move, I changed it to 200.0 on MasterCam and it worked just fine.
Thanks for all the help fellas!!
-
The machine is alarming out when it goes to do the output feed move (in highspeed waterline) , I unchecked the box in mastercam and it works, it just slow .
-
There is no fmt "C" P9990_C in the post anywhere, this is thefmt lines in the post,
# Toolchange / NC output Variable Formats
# --------------------------------------------------------------------------
fmt "T" 4 t$ #Tool Number
fmt "T" 4 first_tool$ #First Tool Used
fmt "T" 4 next_tool$ #Next Tool Used
fmt "D" 4 tloffno$ #Diameter Offset Number
fmt "H" 4 tlngno$ #Length Offset Number
fmt "G" 4 g_wcs #WCS G address
fmt "P" 4 p_wcs #WCS P address
fmt "S" 4 speed #Spindle Speed
fmt "M" 4 gear #Gear range
# --------------------------------------------------------------------------
fmt "N" 4 n$ #Sequence number
fmt "X" 2 xabs #X position output
fmt "Y" 2 yabs #Y position output
fmt "Z" 2 zabs #Z position output
fmt "X" 3 xinc #X position output
fmt "Y" 3 yinc #Y position output
fmt "Z" 3 zinc #Z position output
fmt "B" 11 cabs #C axis position
fmt "B" 14 cinc #C axis position
fmt "B" 4 indx_out #Index position
fmt "R" 14 rt_cinc #C axis position, G68
fmt "I" 3 i$ #Arc center description in X
fmt "J" 3 j$ #Arc center description in Y
fmt "K" 3 k$ #Arc center description in Z
fmt "R" 2 arcrad$ #Arc Radius
fmt "F" 15 feed #Feedrate
fmt "P" 11 dwell$ #Dwell
fmt "M" 5 cantext$ #Canned text
fmt "P" 4 dtloffno
fmt "R" 1 mr1$
#CNC<<MSG-ERROR(498)>> The format statement number is not defined (default to 1)
#CNC<<MSG-ERROR(497)>> The format statement number is not defined (default to 1)
# --------------------------------------------------------------------------
#Move comment (pound) to output colon with program numbers
fmt "O" 7 progno$ #Program number
#fmt ":" 7 progno$ #Program number
fmt "O" 7 main_prg_no$ #Program number
#fmt ":" 7 main_prg_no$ #Program number
fmt "O" 7 sub_prg_no$ #Program number
#fmt ":" 7 sub_prg_no$ #Program number
fmt "X" 2 sub_trnsx$ #Rotation point
fmt "Y" 2 sub_trnsy$ #Rotation point
fmt "Z" 2 sub_trnsz$ #Rotation point
# --------------------------------------------------------------------------
fmt "Q" 2 peck1$ #First peck increment (positive)
fmt "I" 2 peck2$
fmt "Q" 2 shftdrl$ #Fine bore tool shift
fmt "R" 2 refht_a #Reference height
fmt "R" 2 refht_i #Reference height
# --------------------------------------------------------------------------
fmt "T" 4 tnote # Note format
fmt " DIA. OFF. - " 4 toffnote # Note format
fmt " LEN. - " 4 tlngnote # Note format
fmt " DIA. - " 1 tldia$ # Note format
-
Yeah, are sister company failed to tell us that the sent us the wrong machine, the machine we got doesn't have the SGI. they are pulling the board out as I'm typing. I also have another program error. it is 003 too many digits. I cant figure that one out,. in the post under the format statements it has this...
# Format statements - n=nonmodal, l=leading, t=trailing, i=inc, d=delta
# --------------------------------------------------------------------------
#Default english/metric position format statements
fs2 1 0.7 0.6 #Decimal, absolute, 7 place, default for initialize (
.gif)
fs2 2 0.4 0.3 #Decimal, absolute, 4/3 place
fs2 3 0.4 0.3d #Decimal, delta, 4/3 place
#Common format statements
fs2 4 1 0 1 0 #Integer, not leading
fs2 5 2 0 2 0l #Integer, force two leading
fs2 6 3 0 3 0l #Integer, force three leading
fs2 7 4 0 4 0l #Integer, force four leading
fs2 9 0.1 0.1 #Decimal, absolute, 1 place
fs2 10 0.2 0.2 #Decimal, absolute, 2 place
fs2 11 0.3 0.3 #Decimal, absolute, 3 place
fs2 12 0.4 0.4 #Decimal, absolute, 4 place
fs2 13 0.5 0.5 #Decimal, absolute, 5 place
fs2 14 0.3 0.3d #Decimal, delta, 3 place
fs2 15 0.2 0.1 #Decimal, absolute, 2/1 place (feedrate)
fs2 16 1 0 1 0n #Integer, forced output
fs2 17 0.2 0.3 #Decimal, absolute, 2/3 place (tapping feedrate)
I'm not sure what to do! is it a post problem or a machine parameter issue?
TIA
-
That worked,
Thanks
-
ill give that a try, but im pretty sure that we have look ahead.
-
I think its G43. here is the first ten lines of the program.
%
O0000(SC4 HELPER)
G17G40G49G80
(T37 2.0 HELIMILL .063 CR )
M741(CONVEYOR ON)
G0G90G40G54X-7.3568Y-.5108S955M3
G43H37Z2.
G05P10000
Z.1
G1Z.065F100.
The machine alarms out on the highlighted line.
Thanks
HAAS Workoffset #G110 to G129
in Post Processor Development Forum
Posted
Hello,
where in the post do I change how the offsets are numbered after G59? I need the program to post out G110-G129 instead of G54.1 p2 and so forth.
Here is the MPM HAAS VMC Post...... TIA