





Odin
-
Posts
147 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Odin
-
-
Thanks Chris.
-
Can anyone direct me to a site that sells hardened lathe chuck jaws? TIA
-
Had something similar happen on our makino 1210 b-axis. ended up being the scale for the b-axis. replaced it and all is well.
-
Went to vote on the using X6 poll, and it wont let me vote. What gives?
-
You could use a scallop and leave stock. Go from outside in. use the largest tool that will fit in the pocket. a fluted flat endmill would work if the flutes are long enough.
-
Does anyone know of a good gerber file converter software? The IT guy came asking, and I couldnt find anything. He is wanting to convert a gerber file to something that can be used in MasterCam. TIA
-
Glad you got it figured out!
-
I still hate this crap...
-
 1
1
-
-
drillthreadmill with npt threadmillwhat's this tapered hole nonsense?

Mill Hole>Chamfer>multipass threadmill with a fine finish pass. Are you allowed to use coolant?
Mill hole then threadmill with npt thread mill 3 rough, 1 finish,1 spring pass. I do this everyday in all types of material from lexan, graphite, aluminum, and pre-hardened H13. Single point...blah. Iscar and Allied Machine and Engineering make some awesome threadmills. Solid carbide to indexable inserted style.
Use the same basic feeds and speeds as you would use with an Endmill and you will be fine.
-
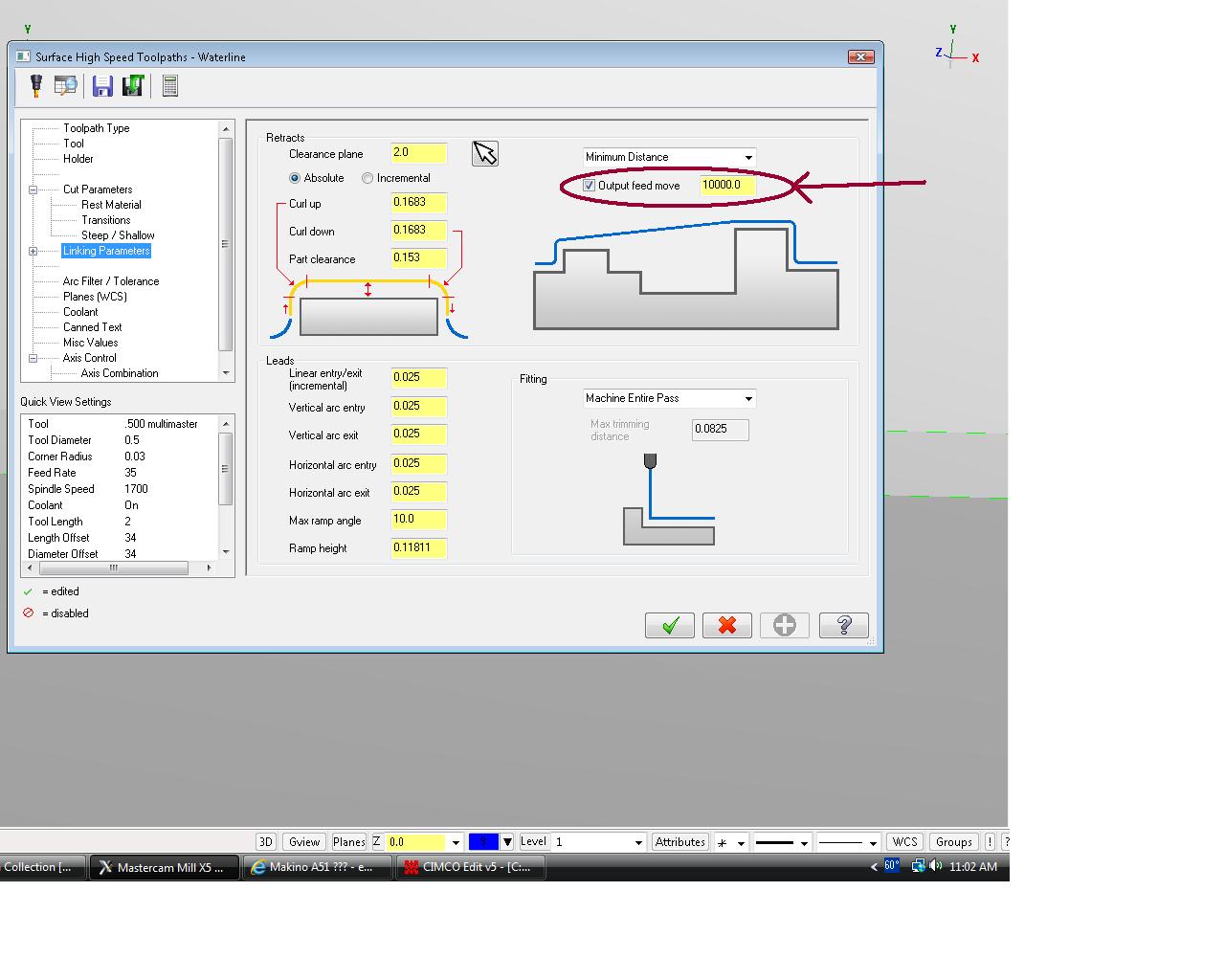
Check your output feed move in your program. If your using the high speed toolpaths it could affect your speeds.
We had a problem with that before when we was using HST on a slow machine.

-
Melmar,
Did you get everything lined out?
-
They left the FARO arm and laptop on the pallet while the machine was running and a shaving snagged the cable on the faro arm, wrapped it around the spindle, then it launched it. It was almost as impressive as a shuttle launch.
-
On our S56 with the Pro5 we use G05 P10000 for look ahead. Same as our Makino MCB1210 with Pro 3 we use The G05 P10000 and the end of the program we use G05P0 to end the look ahead. Something like this
O0000
G17G40G49G80
(T31 .250 DIE SINKER )
G0G90G40G54X5.7528Y2.1259S12500M3
G43H31Z2.
G05P10000
Z.0999
~
~
~
~
Z-.4903
G0Z2.
G05P0
G91G30Z0.M5
G53G49
M30
-
CHeck your machine dynamics, OP feedrate limits, and axis feed rate limits in your General machine parameters in mastercam's machine def. See if they are set to low for the makino. We had the same problem when we Used our post from our mori seiki for our Makino S56. Also check your output feedrate in your highspeed toolpath program parameter.
-
Allied machine has excellent threadmills(Accuthread 856)... i would check em out.Thats what we mostly use. They are located in Ohio, and have pretty good turn around .
-
We do some on-machine inspections with the FARO arm and FARO laser . Today the Qc guy thought it would be a good idea to leave the arm on the machine while it was cutting chips. Needless to say, we no longer have the FARO arm... along with the laptop... looked amazing flying through the air though... lol
-
I found a parlec tap extension... im gonna give it try. Thx tho!
-
Allied Machine and engineering has spade drill holders of different lengths. Here is a link to their Spade drill holders.Allied Machine
-
I am looking for a M12 X 1.75 tap that needs to be no shorter than 10-1/2" long. There isn't enough clearance to use an adaptor either. Can someone point me in the right direction. TIA
-
Not sure if they want to buy new tools for this project. if it was up to me I'd cut a couple of trodes and get to burning.Its kinda like cutting the nastiest stainless steel that you have ever laid eyes on . lol it's horrible. Finally got one block roughed out after 2 days of testing different tools and speeds, feeds. Now to the finishing...! cant wait!!
-
Thx Bill for the info... I went to a Mits AJX feed mill with inserts for stainless and hard to machine materials. I set the Feed at 78 IPM and the rpm @ 1900. We will see what that does. We had a Sumitomo Mill for testing but we sgave it back cause they couldnt give is the same deals as we get for our Iscar mills. I did like the Sumi though, it cot nice on hardened H13.
-
We have 2 pieces of W403 VMR material that we are machining. It is pre heat treated to 44-46 Rc. I have been using a Iscar 1" Heli-Do up feed, feed mill to rough out the pockets. Been all over the place trying to get the feeds and speeds right. i've tried 200 sfm ,.02 " IPT and 0.020" D.O.C... no good! Tried 150sfm .015" IPT at 0.018" D.O.C.and all the way up to 350 SFM .028"IPT .025" DOC, and so on. I am having no luck at all.... Drilling this crap took an act of god. Anyone cut this stuff before? I usually Machine and drill prehardened H13 up 65 Rc... (Love cutting it) oh and the machine center that i am using is a Makino MCB1210 w/15k spindle. Went to Bohler site to get starting speeds and feeds and blew the inserts within 10 minutes.i Have never had this much problems. Any help would be appreciated! TIA,
-
Look into Allied machine and engineering. they have special drill/c-bore and drill/chamfer drills.
-
I will vouch for the Allied REV drill. those things are awesome. we have a few in our shop and the work great. A couple of us actually went to Allied for 3 days and toured there facilties and got to push their tools to breaking point. We use their Gen 2 and Gensys drills for everything from hardened H13 (44-65 Rc)to Graphite. They are working on smaller version of the REV drill for the small applications also.
Renishaw MP-7 Optical Probe
in Machining, Tools, Cutting & Probing
Posted
The question I have is, will the probe programs from a Makino MCB1210 with a Pro 3 Control work on A Kuraki KBM-11A with a Fanuc 16m control? From my understanding, the Pro 3 is just a Fanuc 16m with the Makino interface.. Am I correct on that? There was a probe on the Kuraki at one time but some genius decided to cut the wires and remove all the hardware for the probe system. We got the probe and all the required hardware installed back in the machine. Now just need to install the macros and programs to get the probe measuring. TIA