westerfieldc
-
Posts
83 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by westerfieldc
-
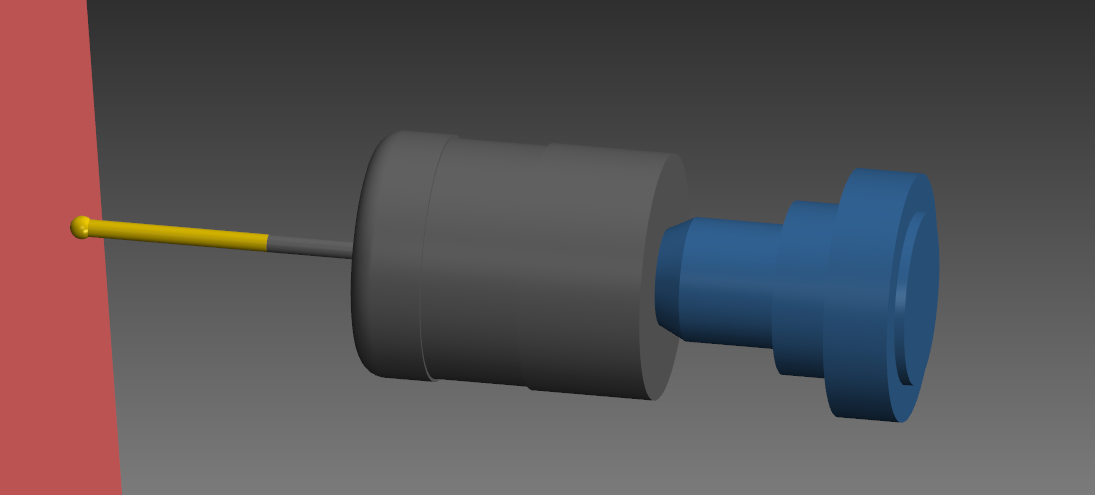
Hey All, I am trying something new to me in Mastercam Mill-Turn. I want to grab a long piece of stock with the sub spindle out of the main about half the total distance of the part. Do some turning work then again pull some material into the sub spindle do some more work between the two spindles before ultimately finishing with the last amount being sucked into the sub spindle to finish work on the end. I have looked around the web and on here and have not found anything, I know what I'm asking is hardly done but the first part where you hold material between two spindles is done a lot. Just have never done this myself. If you could point me in the right directions it would be greatly appreciated. Thanks.
-
Axis substitution on a table table vertical 5 axis
westerfieldc replied to westerfieldc's topic in Industrial Forum
Ahh, I get what your saying. I kind of think I was told before that it doesn't work, I was just hoping that things had changed since then. -
Axis substitution on a table table vertical 5 axis
westerfieldc replied to westerfieldc's topic in Industrial Forum
I appreciate that, but I'm just trying to get it to show me the correct tool path. Thanks, Chris -
Good morning all, I have asked his question and I think the answer was I couldn't do it, so I'm going to ask again to see if the file I upload nd my questions is easier to understand. I have a table table 5 axis vertical that the part is too big in relation to the travels to have the cuter travel around the part in X and Y axis. I want to use Axis Substitution to place the cutter somewhere in X and Y and have C axis rotate against the cutter. I have tried a number if things to try to make this work but so far have not been able to produce the tool path wanted. I have tried creating a straight line equal to the circumference of the diameter and the tool path comes out wanting to move the A and C . I'm hoping that my questions is clear enough and by providing a file you guys will be able to help. Thanks, Chris axis substitution.mcam
-
Vertical Mill 5 axis contour tool path using Y and C axis
westerfieldc replied to westerfieldc's topic in Industrial Forum
Hmm, I think my post my not be set then. -
Morning All, I'm trying to work out how I could take a standard 3 axis wire frame contour tool path and change it from using X axis and Y axis to using Y and C axis rotary?
-
Yup, no change.
-
Hello all, since updating my posts to 18 I'm noticing a issue with one of my posts. I have found that while debugging my current op is reading the Misc Values from the next op. Anybody have any ideas why this might be happening?
-
No sideways post request. Current customer has issues getting post from their reseller, so looking for a reseller that has a "proven post".
-
Just a easy question, is anyone using a good post for this machine and if you are who did you get it from?
-
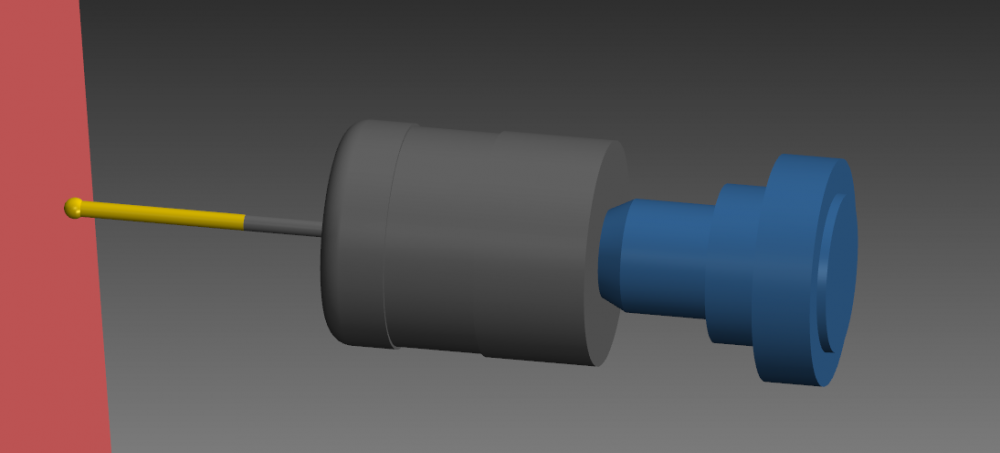
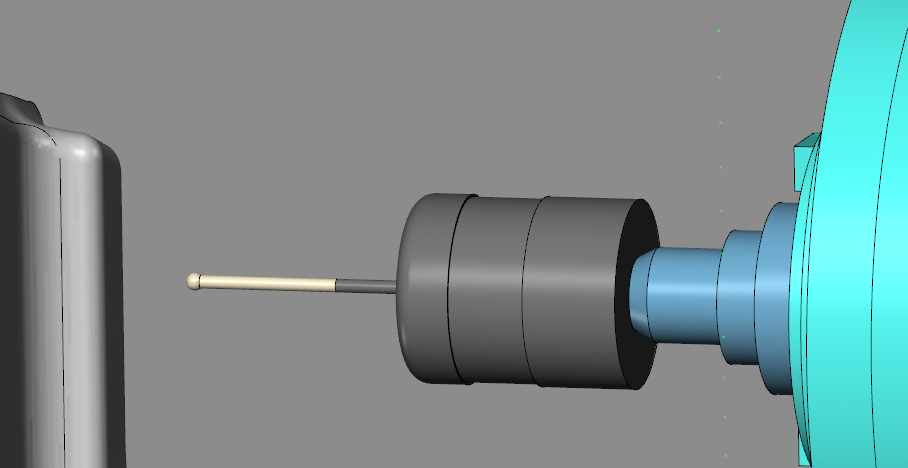
Hi all, giving Productivity Plus a try and have found something odd. I created a assembly with my custom probe and a holder and made it into a assembly. When I tie that assembly to the Productivity Plus operation, and use Backplot the tool shows as I created it in the assembly. When I look at it in Verify something happens and a different holder is attached to my custom probe. Same issue happens when I use it in simulation.

-
Pop up post question
westerfieldc replied to westerfieldc's topic in Post Processor Development Forum
Man I hate when the obvious bites me! Thanks! -
Afternoon all, I have a question about using questions in the post. I have the following but what I would like to do is have the question populated with a default value. I have tried a couple of things to no avail. What I would like to happen is if the programmer just presses enter when the question comes up the value would default to 30. sprogramend : "" # Question format statements # -------------------------------------------------------------------------- fq 1 stock_typ "Predator Stock [0=Box,1=Cylindrical]" fq 2 cyl_typ "Cylindrical Stock Axis [1=X,2=Y,3=Z]" fq 3 sprogramend "Program end [30=M30,99=M99]" q3 n$, "M", no_spc$, sprogramend, e$ Thanks
-
Sorry I have not responded to this sooner but I have gotten super busy. I did as Colin suggested and all seem good except the subs_before variable. I don't have it in my post any where and I'm not sure how to initialize it. This is supper close to what I need just need help over this last hurdle. Thanks Chris
-
Does it post out 2 programs with wait codes?
-
Hi All, I'm very curious about the Sync Manager that the whats new file lists. If some one is suing it and could tell me what they think and maybe a example I would greatly appreciate it. Thanks
-
Colin, you are exactly expressing what I'm looking for I look forward to your example! Thanks
-
I would prefer to have Mastercam just post out without me having to do work outside of it.
-
Morning All, I am trying to do something I have not ever tried doing before. I want to post a program that only has a manual entry in it. Currently when I try to do this I don't get any program header information i.e. Onumber and Program name. Any body have any ideas? Thanks Chris PROBE TEST PART HORIZONTAL.MCX-6
-
Thanks for the info I think thats all I needed to know. Thanks
-
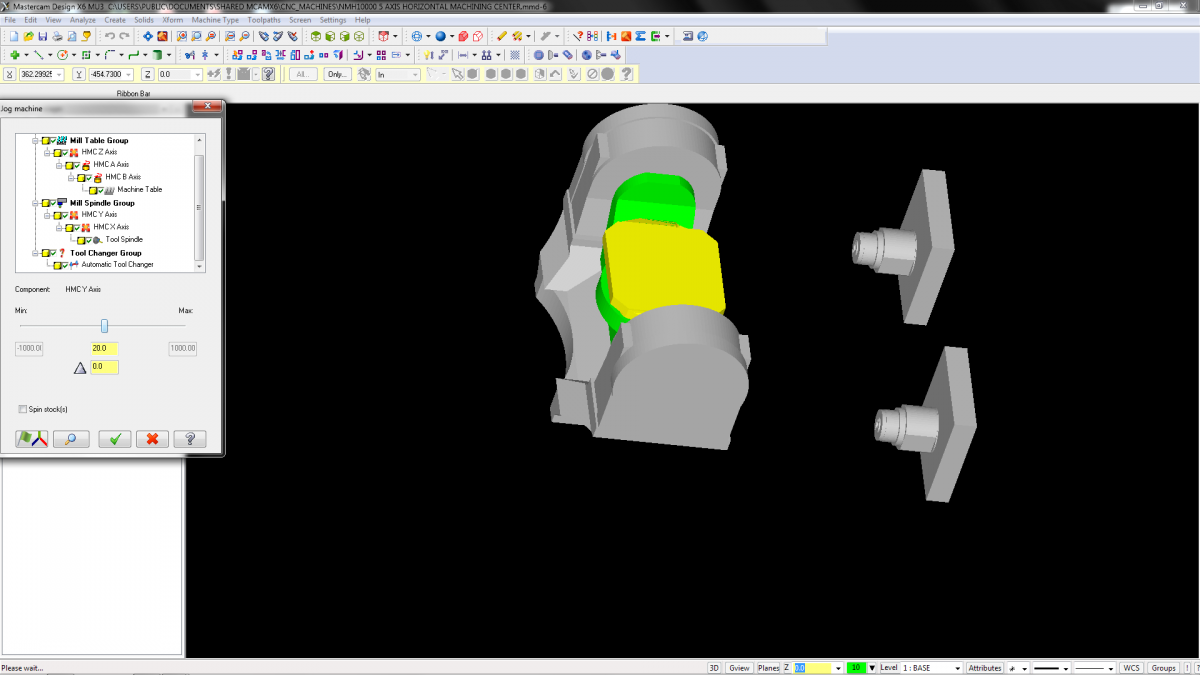
I have tried this a couple of diffrent ways with it all comming out the same. I did try starting out with the 5X HMC configuration and the same thing still happens. When I select the solid for the spindle on the two axis's under the spindle group the first axis moves the spindle in what ever axis I choose. When I choose the next axis down it moves a second spindle in the othe axis direction that I have set. It's just as the picture I attached before. I am starting to believe that this may be a bug because the machine base that I set up works as it shoud. Although I have missed things before. Thanks
-
NMH1000 Mori Seiki
-
Hey All, I'm trying to setup a 5 axis machine def and am running into problems with the spindle group. My issue is that when I move in X axis and Y axis I get two spindles instead of one moving in one axis. Any help is greatly appreciated. Thanks

-
Thanks for the responce I tried it and it didn't work. I should say that I'm using the Mastercam VTL post. Thanks
-
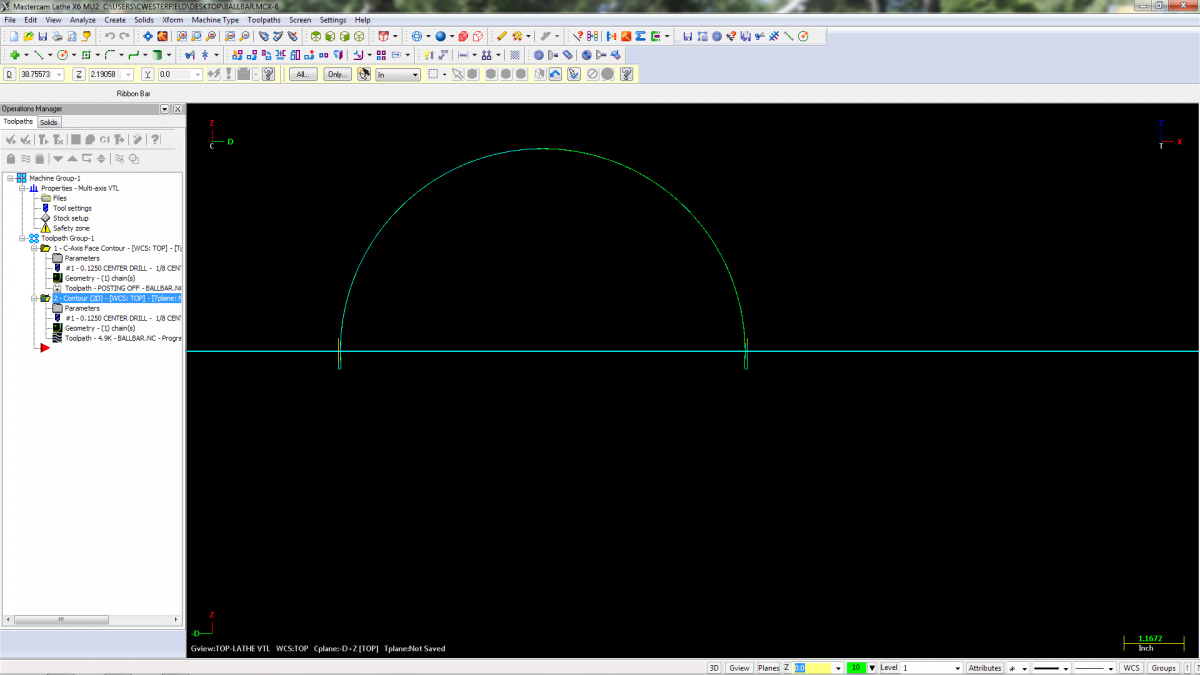
Hey all, I know I have seen this before but I cannot remember what the fix was. When I post the code for this I get a bunch of X and Z moves instead of G02 or G03 codes. It doesnt matter if I use Lathe C Axis Face Contour or just Milling Countour. Thanks