





Allan
-
Posts
893 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Allan
-
-
I can perform tool change cycles, however when I do, the Z goes up and then ATC comes in as if it knows there is no tool in spindle and then Z drops onto supposed tool ( there are no tools in ATC, cuz can't figure out how to load it ) then ATC goes back home.
Now load the tool in the spindle do a M6 and call another tool, it will put that one back and get another empty pocket, repeat.
Allan
-
Here you go second on the results page.
It says:
ShopTurn is available on the following
CNCs
• SINUMERIK 810D/840D
• SINUMERIK 840D sl/840Di sl
HTH
Allan
-
Just need to install the HASP drivers; you can get them here: http://www.mastercam.com/Support/Downloads/Misc/files/drivers_x.exe
Allan
-
Most likely a copy of the top WCS with a new origin in the +X (world cs) direction.
Changing WCS only becomes problematic when rotating since the post is expecting the toolpath (NCI) values to come from the (world CS).
Just open up the WCS create a copy of the top, rename it sub spindle set the workofs number and select the new origin (or just type in the offset in the +X direction) of the part in the subspindle.
When toolpathing for the sub select that plane in the T/C box then your code for the subspindle will come out correctly relative to Z0.
HTH
Allan
-
Silencers are illeagal here in Canada so I have no clue what thread they take.
-
Might want to check the pich again never heard of 1/2-28 should be 1/2-20 I think.
Could be why you are having trouble finding ready rod in that size.
-
I can speek as to why "someone" thought it was a good idea.
The Fusion control will not take rapids in G61.1 the Matrix will, so look in your post for:
convert_rpd$ = one #Mazak Fusion requires high feed motion only, comment out for Matrix
and make it look like this:
#convert_rpd$ = one #Mazak Fusion requires high feed motion only, comment out for Matrix
HTH
Allan
-
35K chipper is suggesting the best way IMHO; on the Bridgeport at least you'll have some feel as too if it is cutting or not.
If your set on using the Haas flood cool and feed real slow, on the haas you can always overide up to %1000 i think.
Allan
-
For 9 pin on the PC to 25 Pin on the Machine:
9 Pin 25 Pin
2 ---------- 2
3 ---------- 3
|--4
|--5
5 ---------- 7
|--6
|--8
|--20
Join pins 4 and 5 on on the 25 pin end
Join pins 6 8 and 20 on the 25 pin end
There is a document here as well: http://www.cimco.com/support_cables.php3
-
Feed faster like .01 at least.
What is your nose rad, depth of cut?
Surface speed seems good.
You'll most likely have dificulty on finish cuts breaking the chip but when roughing feed till the chip breaks for sure.
Allan
-
-
My first thought is wow 400RPM is that ever slow for a .201 drill. That is like 21SFM, what kind of feed rate? I think I can hear the sound of the cut from here. While I've never cut that particular brand of wear plate, I do not recall cutting speeds that slow. I would get a better drill. If the flood coolant is half decient get a solid carbide and do not peck.
I believe you will need to thread mill for sure, but you will have a hard time with finding a thread mill 3/16-20 with .75" LOC.
Allan
-
Have you set a rotary diameter in the parameter pages?
Cause if it is set to 0 then the feed rate would be lightspeed, hence the error.
Allan
-
The crashing issue is not because of the OS, most likely hardware/driver related.
You can find a comparison of the Windows 7 editions here:
http://windows.microsoft.com/en-CA/windows7/products/compare
Allan
-
You can reset the dialog positions in the Mastercam Control panel applet.
That may do it.
-
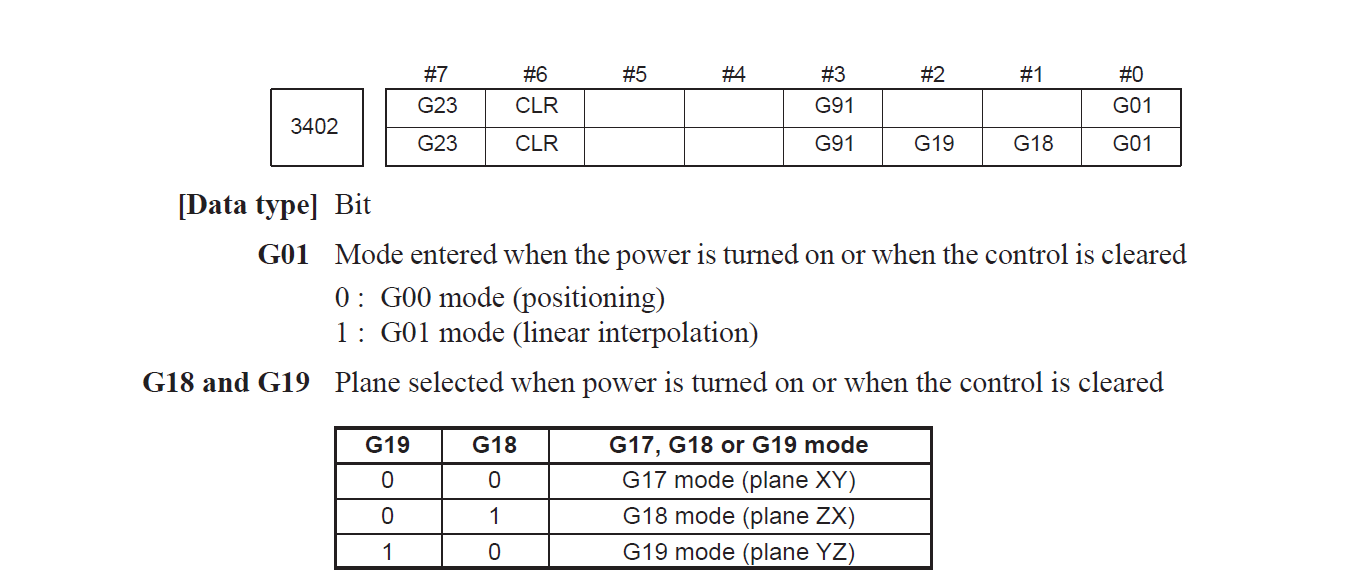
Parameter #3402 bit number 2 is a one now and should be zero.
HTH
Allan

-
-
Here is a picture of a trunion on a Fadal for reference:
In-House has a great post for this BTW.
Allan

-
There is an optional Board avaiable for this machine JANCD-FC251 DTN1018O I NC program analysis (with high-performance INTEXB2 CPU)
So if you have that board in the control the GON GOF stuff will work.
I found a good manual here http://www.yaskawa.com/site/dmcontrol.nsf/link2/TKUR-5EKMBT/$file/TOE-C843-11.2E.PDF
Allan
-
The i-80 control has the standard 3 line look ahead (always on), or exact stop (G09), take your pick.
Allan
-
AFAIK The "swiss expert", is outside of Mastercam it is its own standalone product.
It is not MMT, it is application specific for swiss style (CNC Screw Machines) machines.
Allan
-
-
I think you are expecting too much with the DNCing, if it is not starving for code then the jerkiness is coming from the accell/decell parameters.
The oiler can normally be adjusted by the plunger screw in the thumb screw = more flow. However on a machine that old I would bet that you have plugged metering units (small brass fittings on the oiler manifold(s). You can try to clean them, (it never works IMHO), or just buy new ones, they have numbers on them for the flow check the numbers and order new ones.
Allan
-
Have you tried to set the properties to "Run as Administrator"
The regular Mastercam does not require this, but it is worth trying.
.gif)

Cincinatti Milacron Acramatic 850 SX
in Industrial Forum
Posted
Have you tried T0M6?
Need the manuals fo sho