





Henk
-
Posts
429 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Henk
-
-
To be really sure that the tool stay inside the boundry:
- move/project the boundry above the part.
- create draft surfaces from that boundry.
- add those surfaces to the operation.
-
You can be a member of the mastercam site, all you need is a valid HASP number.
AND you have to be on maintenance.!!
Our maintenace expired, and now that forum is blocked, exept the useless 'Non-maintenance Customer Forum'.
-
-
I guess you can use a stock model instead? How does that work?
Stock Model is just an operation.
So add that operation to your toolpaths, and fill the parameters.
No Verify and save as.
-
3-ax toolpaths:
- Create an surface from that arc.
- Then project the lines and arcs on that surface.
OR:
- Create an 2D toolpath
- Then an 'Surface Finish Project' toolpath
-
Purchase the Catia add-on.
Or get your supplier to translate the file into step/parasolid and then you can import it.
Or purchase the "MoldPlus Catia add-on" through your supplier
-
John,
Nice video,but....................
I like the Holder CHook from Gunther thats enclosed in the X+ much more.
.gif)
-
Hi Colin,
Thanks
That was step one, fixed the errors
-
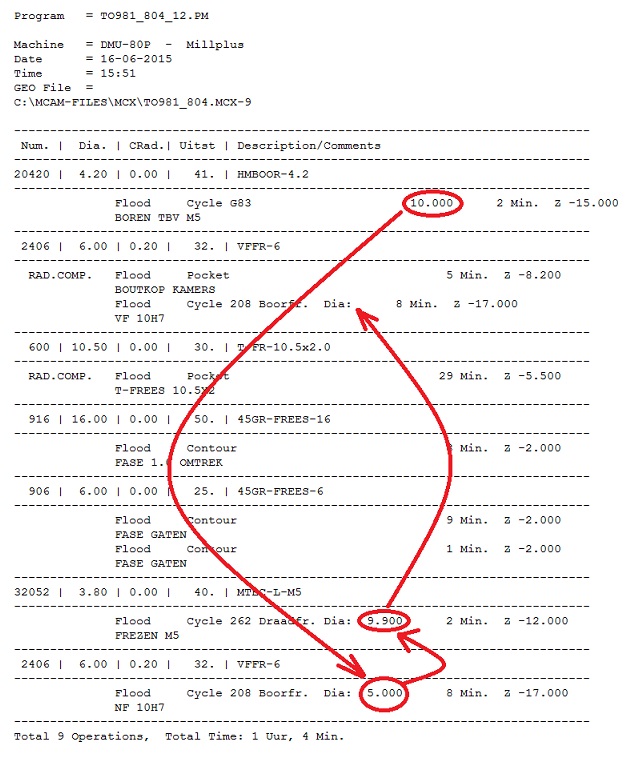
I have changed an mill.set for my setup sheet, now it's nearly what i want.
Need some hel with the finishing touch.
- I added an diameter output for an helixbore and an threading cycle.
Line 973 - 990
The values come at the wrong places, see attached .jpg

- The header tells: # This post supports output for 3 and 4 axis milling.
In my 5 axis pgm's the output is OK, but i get errors:
09 Jul 2015 02:33:55 PM - RUN TIME -OPID(51)- Only single-axis rotation is allowed! Angles may be incorrect.
09 Jul 2015 02:33:55 PM - RUN TIME -OPID(51)- Only single-axis rotation is allowed! Angles may be incorrect.How to avoid these errors?
BTW the X-style coolant you see in not yet working, but that's an next step
-
I already delete the lines related with that problem, it works.
Yes, the other way is to use '#" to make that line be a comment.
You didn't make a copy before editing ??
 :rolleyes:
:rolleyes: -
I don't like the 'Lock Feedrates', to much times i forget to push the 'Re-initialise Speed&Feed'
I would prefer to lock individual 'data entry boxes', requested here : http://forum.masterc.../Topic5593.aspx
- Right click in an yellow 'data entry box'.
- Have an Lock / Unlock option.
- Turn the locked entry boxes Red.
-
G10 lines as POSITIVE TOOL LENGTH OFFSET
???
-
Not an Chook, but the "SnapShot" from X+ wil do
-
Hi Daniel,
Sorry for not being too communicative lately... I´ve working a lot and not spending much time to be online....I saw you don't even have the time to update your exellent blog...
 http://camzone.org/
http://camzone.org/ -
sholder_name : "" #Toolholder name
if prmcode$ = 12727, sholder_name = ucase(sparameter$) #Toolholder name
-
Erni, THANKS!!!!
I missed this in the (public)Beta's
-
-
eVo is not made in China, the ECO's are..
The control:
- Siemens, i've never touched...
- Heidenhain iTNC 530, rock solid IMHO
-
Yes, Verisurf X9 tools will be ready very soon.
Hi Ernie,
I miss the X9 verisurf WCS-arrows..!!
Günther beated you with the X+ ;-)
I'm very happy with those free addon's

-
 2
2
-
-
-
I wish there is a way that I can purchase the post without LOCKED file. Thanks.
In that LOCKED file is the link to you hasp.
So that locked zone is self defence for the resellers.
There is a lot of knowledge (and $$$) in the 5-axis posts.
I can imagine they don't throw that out on the (digital) street.
-
-
-
I use them sometimes.
When a file comes back after a couple of months, i'm thinking why did i lock that operation???
I would prefer to lock individual 'data entry boxes', requested here : http://forum.mastercam.com/Topic5593.aspx
But now locking the ops does nothing...they will still go dirty so it is a useless function.
They will go dirty..........., BUT the toolpath data is still there, and you can post them.
Changing MoriSeiki NT 5400 rotary behavior (Fanuc 31iA5)
in Machining, Tools, Cutting & Probing
Posted
The machine or the boss ??