





zero_divide
-
Posts
112 -
Joined
-
Last visited
-
Days Won
2
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by zero_divide
-
-
I have released the first HSMA hook for MasterCAM X9 earlier this month.
So far not all toolpath/tooling styles are supported. But to me application of it looks very promising. I have been using it at work for some time.
It has, of course, has ways to go but you can check it out right now
I am planning to keep the ToolPath Parameters Import/Export features free for all users, so there is something for everybody, not just my customers!
You can check out more info over here:
http://hsmadvisor.com/index.php?page=HSMAdvisor_for_MasterCAM
There is a list of supported features and a couple of videos to show how everything works.
As usual YOUR feedback is very welcome.
Update:
1. installer has been fixed.
2. .NET 4.0 required for the hook to work
-
 5
5
-
-
Ok
Another, however, related problem:
Can not find a way to get Width of Cut and Depth of cut from HSM operations.
I am using this code
Case 134 Dim oo As Mastercam.Operations.ChainBasedOperation = TryCast(Mastercam.Support.SearchManager.GetOperation(op.GetOperationID), Mastercam.Operations.ChainBasedOperation)
But that type does not contain any DOC or WOC values.....
Is it even possible?
-
Okay never mind.
I was too lazy to dig any deeper
Turns out i need to trycast according to the current operation type like such:
Select Case op.Type Case Mastercam.Database.Types.OperationType.Contour Dim oo As Mastercam.Operations.ContourOperation = TryCast(Mastercam.Support.SearchManager.GetOperation(op.GetOperationID), Mastercam.Operations.ContourOperation) cut.DOC = oo.DepthCuts.MaxRoughStep Case Mastercam.Database.Types.OperationType.Pocket Dim oo As Mastercam.Operations.PocketOperation = TryCast(Mastercam.Support.SearchManager.GetOperation(op.GetOperationID), Mastercam.Operations.PocketOperation) cut.DOC = oo.DepthCuts.MaxRoughStep Case Mastercam.Database.Types.OperationType.Drill End Select
Hope this helps someone else who might need it.
Cheers!
-
1
-
-
Hello,
I am trying to get DEPTH of Cut and Width of cut in my .net Hook.
i am using this to get selected operations:
Dim OpList() As Mastercam.Database.Operation = Mastercam.Support.SearchManager.GetOperations(True)
For now i only care about ONE operation.
Getting RPM and Feedrate values is easy.
But so far i am having trouble getting Cut parameters such as DEPTH, WIDTH, Ramp angle for milling and Peck for Drilling,
Would be glad for any help.
Thanks!
-
I wouldn't be interested in having to sort thru all the bogus speed & feeds but if you are proposing some way of recording valid analyzed data this may possibly interest me. pay for it hmmm?
I don't want to disclose too much, but i am trying to make it sift through garbage and output results that other people suxessfully use in similar (machine hp/size, material,cutter type,size,etc.)circumstance.
Unlike "Machining Cloud" thing it will not be based on manufacturer suggestions, but on real-world data.
It is still a couple of months away, though.
-
Ok cloud is bad.
But would you like an ability to compare your speeds and feeds, for example or machining techniques with hundreds of other machinists?
I am working right now on something like it.
So i need feedback:
Would you consider using this system at all?
Would it make you more inclined to use it if you could choose what to share?
Would you pay to be able to access this system, but not share your own data at all?
Think about it
.gif)
-
So how do I go about entering the SFM? Just pick and choose a material until I get the sfm I want?
I just want to enter SFM, tool diameter, # of cutting edges, chip load per cutting edge, and either engagement angle or radial engagement.
When I try to do this in fswizard, the sfm is dictated by my material selection, and my chip load is calculation based off of my axial and radial engagement, when all I need or want is it to calculate off of my radial engagement values.
No you can't do this in FSWizard. Only on the desktop calc.
-
I'm trying. Is there anyway I can just turn off all the recommended/override bullsh1t and just use the calculation part?
Just like i said. Without the "recommended bullxxxx" part there is nothing to calculate.
But you still can enter Manufacturer Recommended Speeds and Feeds and use them as a starting point.
This way it acts like your normal chip thinning/hsm calc.
-
I just downloaded and tried your HSM advisor and must say its very nice. I checked many of your base values for SFM and IPT and found them to be very close the values in the machinerys handbook therefore I'm satisified with your research and am comfortable that they were't just pull out of someones A**.
You also provide a very nice override box in which I can just put in any SFM and IPT value and your calculator will calculate chipthinning from my inputted values. All i all very well done and the best of both worlds.
Only question is if i purchase the permanent license with 1 year updates and decide to update a couple of years later, how much would that update cost.
I can't find that info on the site.
It actually is more than one year. Basically you get updates for AT LEAST one year PLUS whatever time it gets to reach a full new version.
IE if you buy version 1.143 now you get updates for at least a year and if by the time your maintainence is due you we already went to version 2+, you will get updates until version 3.0 comes out, othervise your last available update will be 1.999
This is done to make sure users with expired maintainence get the most stable version they can. So nobody gets stuck with an in-between update.
If you wish to receive updates after your maintainence expires, you will have to pay 50% of the license cost at that moment - Sorry i did not make that point clear on my web site (Will be fixed).
-
Using manufacturers parameters?
Not interested...

I see what you are doing though, that is kind of what I figured. I didn't think many people looking for chip thinning information would be wanting that though.
If you dont care about manufacturer numbers and go by experience or seat of your pants, then why do you even need to calculate chip thinning at all?
Not trying to to pick, just trying to understand what people need in real life.
-
We use a Sandvik calculator that does chip thinning for ballnose (including scallop height), facemills and endmills. Simple and easy to use.
I don't understand the fswizard and hsm advisor though. Why can't I just type in my values and hit calculate? That software drives me nuts.
Mapal used to have really awesome online calculators for chip thinning inside and outside profiles, MRR, ho and torque etc. They seem to be gone though. Those ones were the best, I wish I could have a desktop version of that one. Or an updated version of my Sandvik one that did MRR and chip thinning for inside or outside profiles.
Calculating HSM parameters only makes sense if you know manufacturer-recommended parameters.
And then it is basically nothing to calculate. Just pick 10% engagement and multiply chipload and speed by 2
The advantage of calculator like mine is that it will suggest both starting parameters AND apply compensation factors at the same time.
Also it compensates for the length of a tool and it is indispensible for me when machining with extra-long tools. I often machine with 10x - 15x long tools and i need to estimate what kind of deflection (and thus chatter) i will be getting on the actual part.
Maybe it is not as useful in large productin runs when you expect to adjust cutting parameters on the machine and then go back and modify your program for better efficiency, but for prototyping creating bulletproof programs is more important than makimg them super-efficient at runtime.
-
Thanks....HSMAdvisor is the only program that I have to set in Norton's Sonar exclude list....
For a program that does not require admin privileges to run, I find this odd.
The reason could be that i refuse to buy a digital certificate from certificate providers.
It costs money every year and is just a scam, in my opinion, to take money for nothing.
As a result windows complains that my program is "unsigned" and some AV take it more serioisly and outright block it.
I have not received enough complaints from my customers to do anything about it.
As number of downloads continues to go up i will likely purchase a certificate in the future.
Thanks for understanding.
-
When milling with a ball endmill, how do you factor in radial and axial chip thinning. say I'm running a .5 ball at .02 woc .05
Sorry for the delay. i dont check forums regularely enough.
Best way to get a quick response is to email me.
Anyway. Thinning is appled when WOC and/Or DOC is less than Radius of the tool.
Axail and Radial factors multiply when both values are small enough.

-
There are alot of people suggesting HSMadvisor so it must be a good one...guess I am going to have to smack Norton around a bit and force it to let me use it...
I just never had that happen before....ever....all of the sudden red everwhere and It forced a reboot...
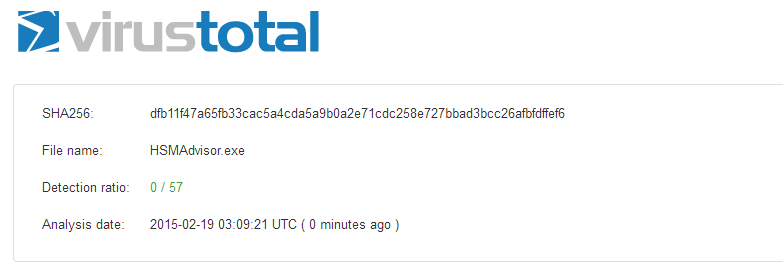
Hi, developer here, i always run my final .exe file though virustotal.com
It checks against about 50 different AV softweare tools. And sometimes one of them redflags it.
Nothing i can do about it.
Then after i do more work on it, that AV does not complain anymore.
Its a constant struggle for me and many other developers. Sometimes AV software just thinks it sees something it doesnt like....
edit: just re-checked it. The latest update is all green and is not red flagged anywhere.

-
1
-
-
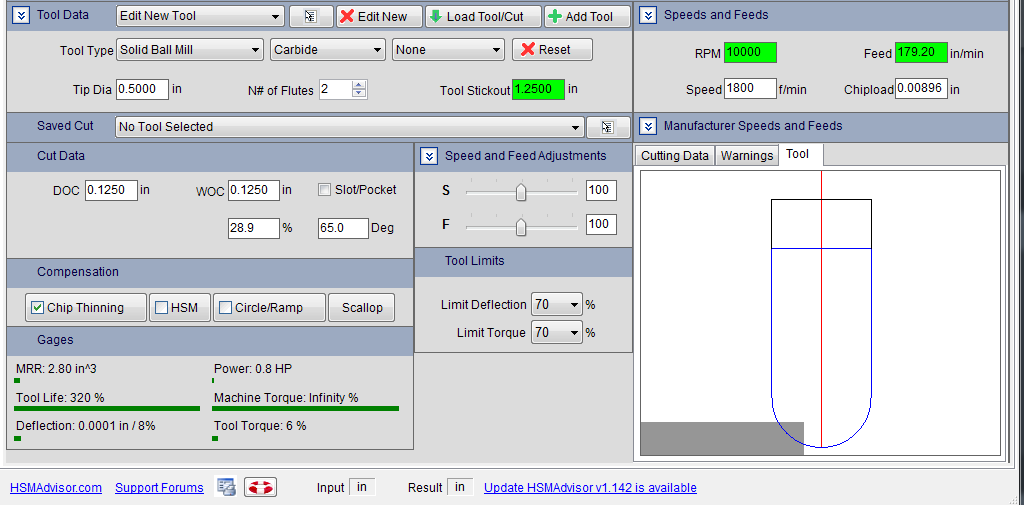
We are running 1045 at 800 sf and .0055 chip load with a .05 step over ,with .500 .03cr 5 flute imco end mill. Wondering if that's reasonable, we would like to go faster. How fast should you go?
This is what i am getting for 1045 Steel.
Run it dry with airblast.
Make sure work and toolholding are adequate.
Material: 1043, 1045, C45, Hot Rolled (162 HB) Tool: 0.500in 5FL Carbide TiAlN coated HP/Roughing End Mill Speed: 1160.0 SFM/ 8866.2 RPM Feed: 0.0064 ipt/ 0.0319 ipr/ 282.61 ipm Chip Thickness: 0.0038 in Engagement: DOC=1.000 in WOC=0.050 in Power: 7.0HP MRR: 14.13 in^3
Reduce the surface speed to improve the tool life.
This should give you at least 2 hours.
-
I knew it was something simple!
Gee, so many options. I wish there were pop-up notes telling what they were.
Thank you.
-
I do not know if this issue was present before x8.
But when i create a Toolpath Transform- Rotate, the posted offset number is different than that of the source operation.
Ie my source path is posting G55, but the rotated toolpath is posting with G54 regardless of the source operation's offset.
I am using offset number stored with custom WCS.
I am using transform by coordinate.
Tried to transform by tool/work plane, but while that one outputs proper offset number, the coordinates of the Gcode are all over the place.
Am i missing something obvious?
Right now i have to edit my Gcode by hand, which i never do and would like to avoid doing at all.
-
Nevermind tapatalk doublepost
-
Please do. I have lots of new goodies there.Zero, we have the full version in our shop but it's time for an update.MCM. -
IIRC Kenametal website had Power requirements for tapping in different materials.
Depth of the hole was not a parameter there.
Whats important is the diameter of the tap drill.
I also remember that tapping to 90% enagegemnt requires 3 times more torque than tapping to 70% thread engagement.
My HSMAdvisor can estimate tapping torque/power requirements, but it is not very precise. It tends to be more conservative than it really is. In other words if calculator says machine can handle it - it most probably will.
-
If you backplot and save as geo, you can analyze and see the user-entered stepover value is violated. Period. Not by a bit, but sometimes 40-50%.
After a few passes and the sharps are knocked off and the morphing gets going, and stepeover is NOT violated, and the toolpath becomes "correct".
Inside corners it stays at the programmed stepover, and rounding radius.
I just added to the post above that when cutter does an arc on the outside, its effective WOC WILL be smaller than the distance between the passes.
Google "circular interpolation effective with of cut"
-
Imo as the cutter rolls around the corner, its effective feedrate will be smaller than the programmed one and thus some over-engagement is acceptable.
ALSO when you cut outside arc, the effective width of cut will be smaller than the programmed offset! and the effective with of cut will be smaller than what you see on the screen.
Also CAM can not have CONSTANT engagement all over the part anyway. You still need to take light leadins, leadouts etc.
Also what you see on the screen sometimes is misleading.
Example: if cutter attacks pocket from both sides it may appear on the screen that in the center the cuts are extremely heavy. but in fact it is not true as there is no more material left from the previuous passes.
-
When i need to machine something from the outside i pick the stock shape as my Machining contour and i pick the finished profile as the material to avoid.
It does seem a bit counter-intuitive, but i quickly got a hand on machining all sorts of open pockets this way.
-
Most of the time i get no warnings at all.Yeah that would be great but....How is Mastercam supposed to know your plane is wrong? Maybe the plane is right and the geometry is wrong?
mind....blown!
There is probably an option somewhere deep in the guts of settings to show errors. So far have not found one.
Also when i bring tools from the library MC ignores coolant setting that i have saved with the tool. Anyone knows how to fix that?

HSMAdvisor Speed and Feed Calc Hook for MasterCAM
in Industrial Forum
Posted
I wonder if anyone else is having this problem.
I tested it on W7 and 8...
The only thing I can think of is an antivirus deleting one of the files.
Can you check detection logs and tell me if this is what happens?