




DUM1
-
Posts
165 -
Joined
-
Last visited
-
Days Won
4
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by DUM1
-
-
pointed this out to another programmer that USED to work here and told him basically the same thing that Mr. crazy mill man said .
He doesn't work here anymore so I get to fix the programs that he didn't when the operators come in and ask why so slow ?
I personally only use helix for roughing and that's pretty rare.
On 4/24/2021 at 6:59 AM, crazy^millman said:Make them all one operation per hole.
Or Use Contour Ramp like we did for years before we got Helix bore. Our you can really old school it and draw the Helix and 3D contour that. What I did for years to cut threads.
-
 1
1
-
-
40 minutes ago, bd41612 said:
I've had the same problem. I fixed it by getting a better job.
After the crash o matic boss that opted for esprit was let go I finally talked them into mastercam been all rosy since ...
-
1
-
-
No longer have the integrex , very cool but it was a troublesome machine had many issues . Some were operator enhanced, had a boss that thought he knew it all , crashed the thing , "catastrophic" crashes three times in the 2 years he was here .
Getting a good post from esprit proved impossible , we didn't have mastercam at the time , wish we did I would have probably gotten better faster results.
Ended up hand programming most of the time in mazatrol, which I call the liars software , because I always had to lie to it to get it to do what I wanted to do .
On the OD and ID I would get about .013" change throughout the day other axis a bit less. Had to set a timer to change comps every hour or so to hold print tolerances.
Had some huge runs of large parts , helicopter rotor housings , constant fight to hold tolerances on all features due to thermal movement of the machine.
Mazak support was the worst I've ever encountered , one day shortly after warranty time they came in and basically said we don't support these machines anymore , at all .
Now its a generic cnc service company which has proven to do a better job then Mazak did back when anyway.
We still rock mazak horizontal and vertical machines which I think are great machines .
I was pretty glad the day it "the integrex" got sold though , took a huge load off my plate .
I wish you the best of luck on the new Machine , they are really cool and very capable of making good parts with the right programmer/machinist running them . I would just leave the whole "operator" scenario off \away from it.
-
On 3/30/2021 at 9:53 AM, Metallic said:
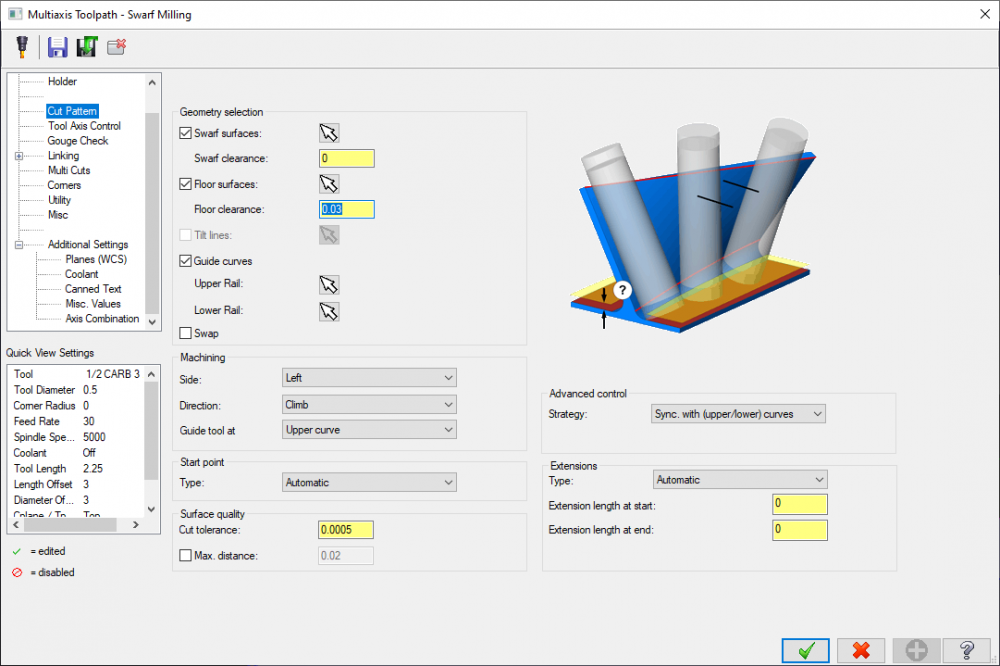
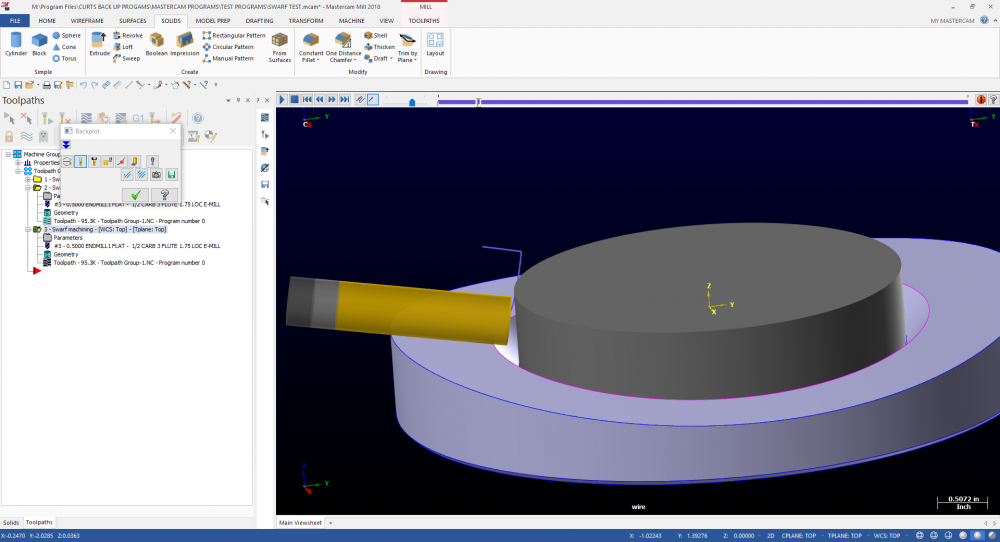
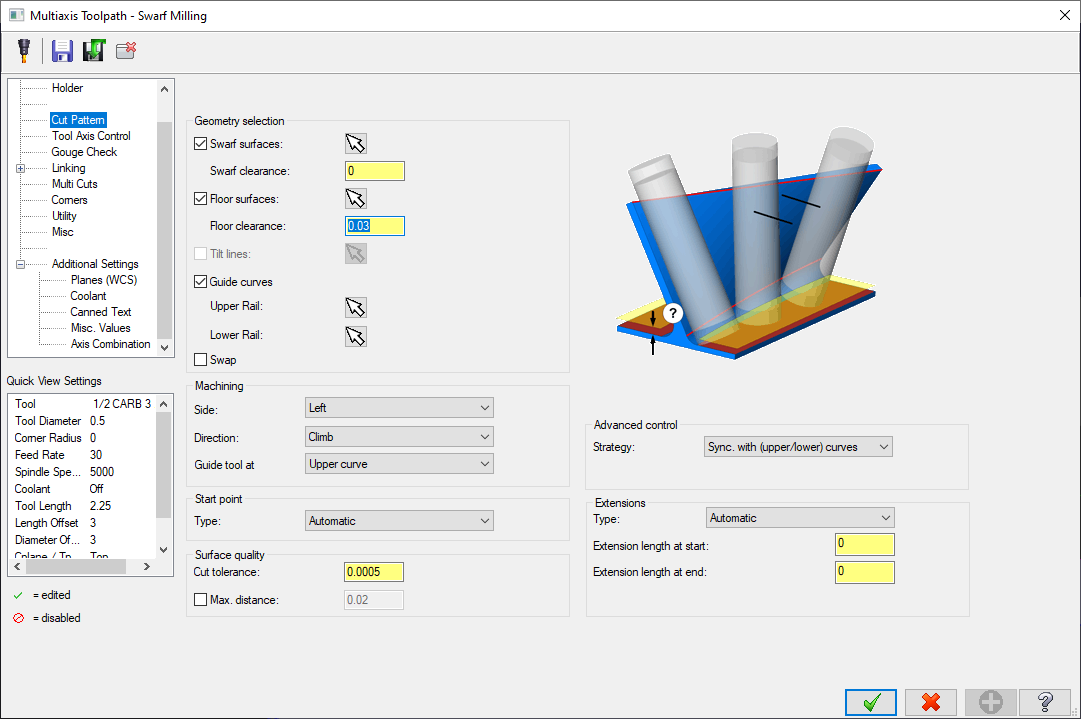
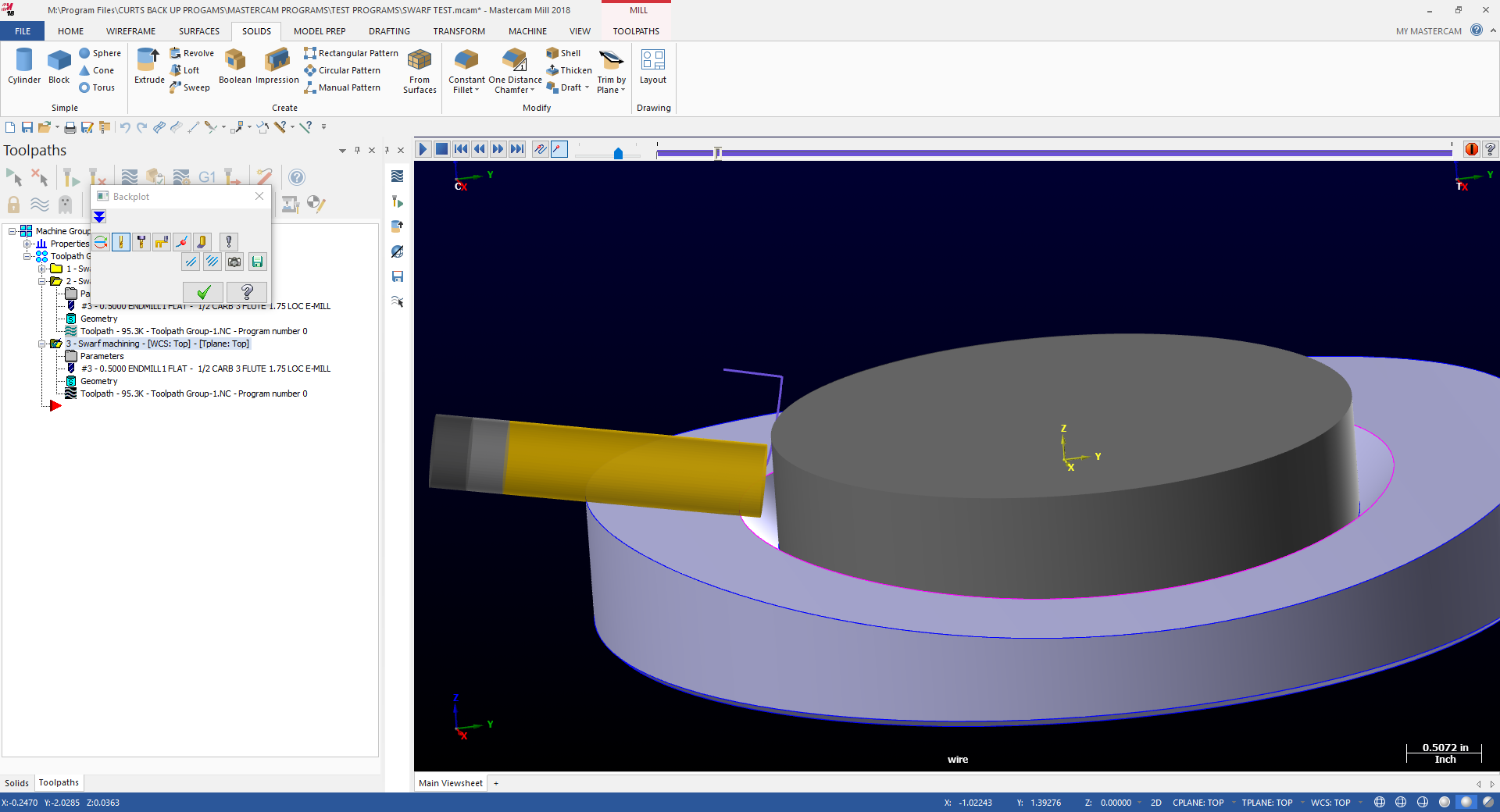
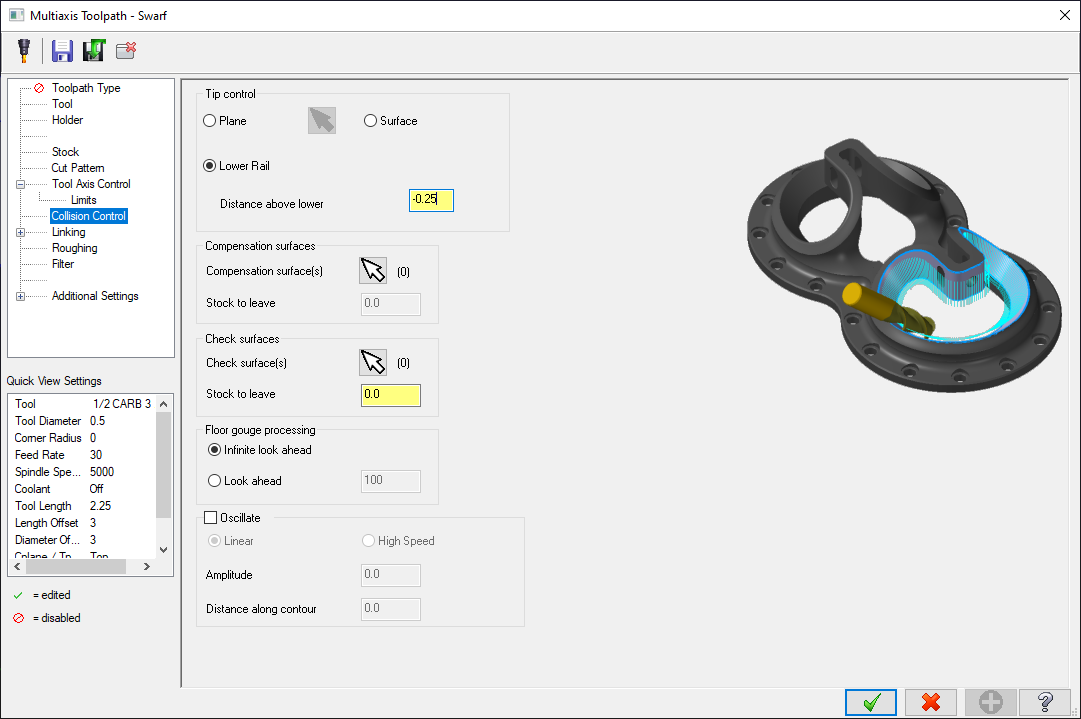
Also, as a side note. In this same toolpath, how does one lower the tool tip below the "lower rail" so that you make sure the bottom of the swarf'ed cut is all cleaned up? Like a Z offset?
got me thinking about how to do it on the regular swarf machining its different from the 5 axis swarf path
so I added a floor surface beyond what i deeded and went from there .
-
2
-
-
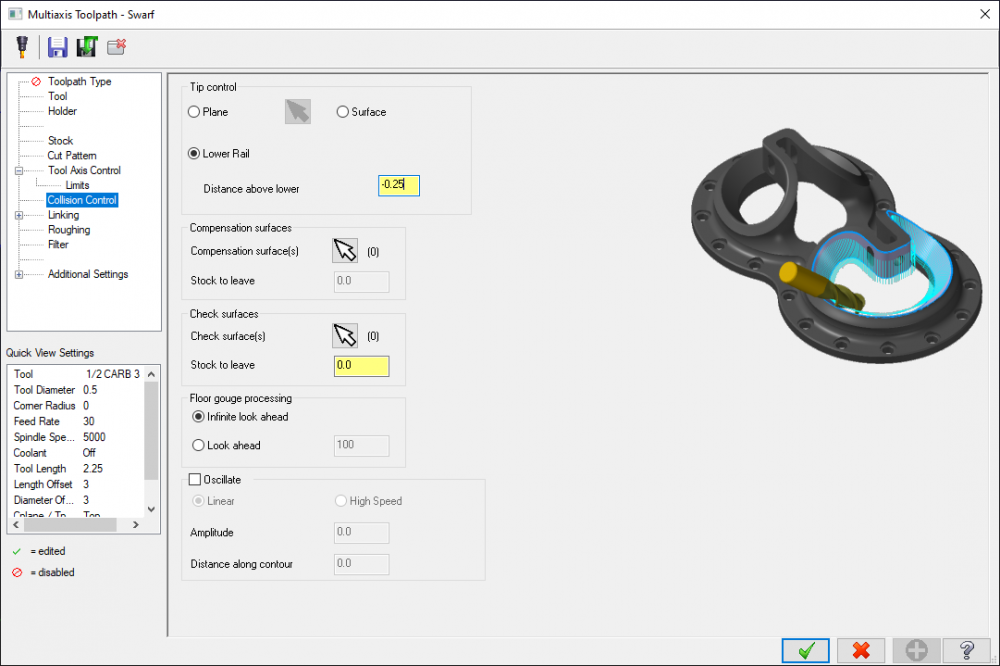
collision control page on the swarf 5 axis I believe, distance above lower rail as shown.
19 hours ago, Metallic said:how does one lower the tool tip below the "lower rail" so that you make sure the bottom of the swarf'ed cut is all cleaned up? Like a Z offset?
-
hmm ,, got me , good luck with that
-
58 minutes ago, crazy^millman said:
In 2020 yes all the time why I locked planes down in files. 2021 I have not seen the same issues. Need to make sure you are not using relative to for creating the planes. If the base plane is moves all planes relative to the original also get moved with no warning.
ahh , that would explain one of my padawanns had an effed up program and I was banging my head trying to get to the bottom of his trouble , pretty sure that's what happened.
had to go back and change all the planes and re set some of the depths to get him straightened out
-
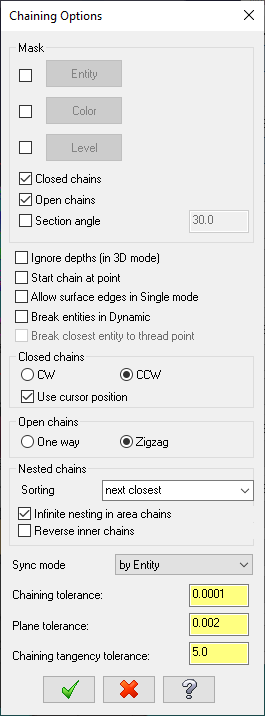
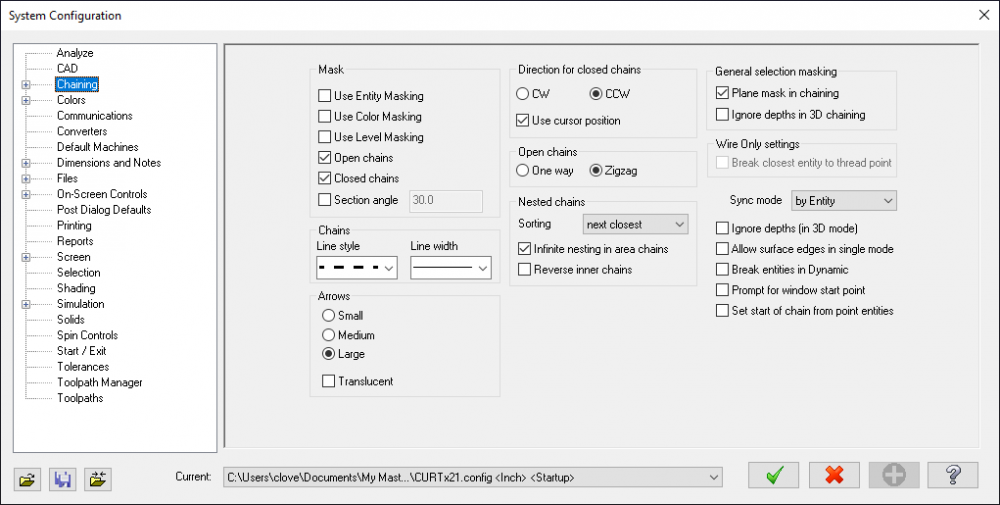
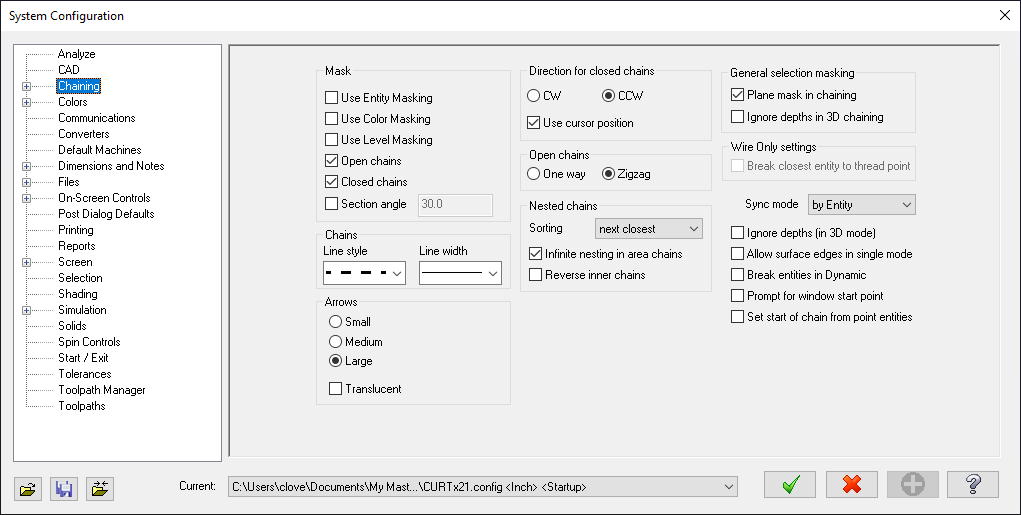
inside the chaining window there is a settings sprocket for chaining options got that all dappend up right?
-
hard to say , it works fine for me , check chaining settings in config make sure you don't have the reverse inner clicked?
-
2
-
-
So glad you and yours are ok , you keep on counting those blessings .
I have had a ton of them in my life and thank the maker every day for the time above ground .
sending some love , hope it all goes well
-
CONGRATS !
I too have recently entered the fifth axis world , and I would have agree that it is kind of tough , especially when you have no training or help .
So glad to have this forum to turn to when I get stumped , there are a lot of smart people here.
-
3
-
-
on the verify tab to the right there is a button save stock as stl , this will give you a mesh model to use on other ops if you want that kind of stock
or on the home tab to the far right is save as a presentation which allows others to view the presentation without mastercam , just as a visual
-
16 hours ago, crazy^millman said:
So you are trying to get the table to spin using the Axis of the Table? That is not set to do that. It is set to positioning not substitution. In CAMPLETE you have to enable this function to have it support it. Not to many 5 axis post support this very well either on these types of machines. I would control this with a 5 Axis toolpath set to 4 Axis verses trying what you are trying. Please let us know if this works, but unless you have a custom post that is being tricked into this from this method from my experience it is not going to work. CAMPLETE allows you to make it happen as I have only even been successful with Mastercam and CAMPLETE doing exactly what you're trying to accomplish without a cheat. How I have done it is make a 4 Axis Definition and use a 4 Axis Post to make code I then copied and pasted into my NC program even then I remember it being a fight to make it happen.
you are correct the original goal of this post was not achievable to mill the profile and chamfer it with the rotary of the table at cobo
I don't have camplete .
the closest I got was to mill the .015 step with it at 90 and to chamfer it at 90 , which isn't really what I wanted to do .
again thanks for trying to helping
-
thanks Colin and G code and everyone else who helped out !
-
1
-
-
UP DATE ! I think I got it now , think this will work ,?
cant wait to try it
-
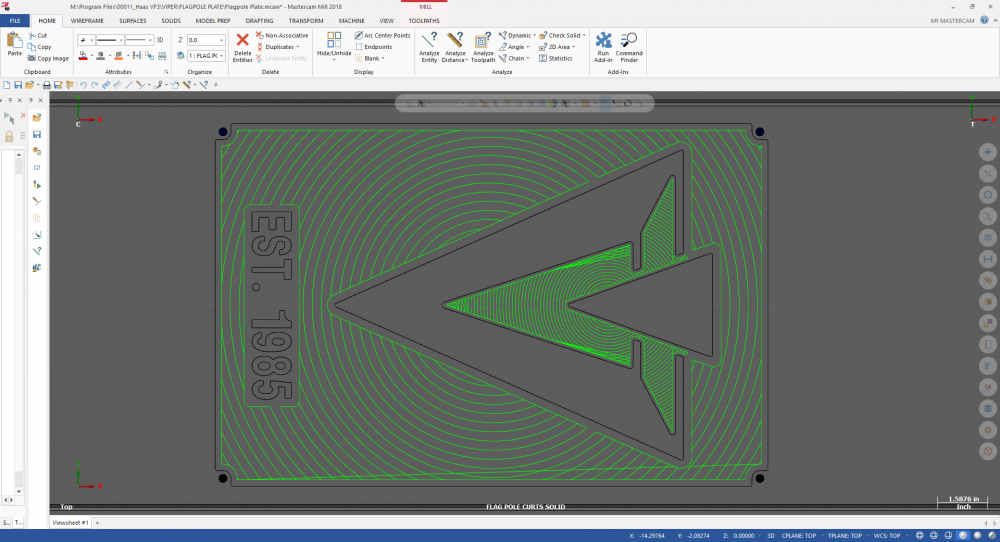
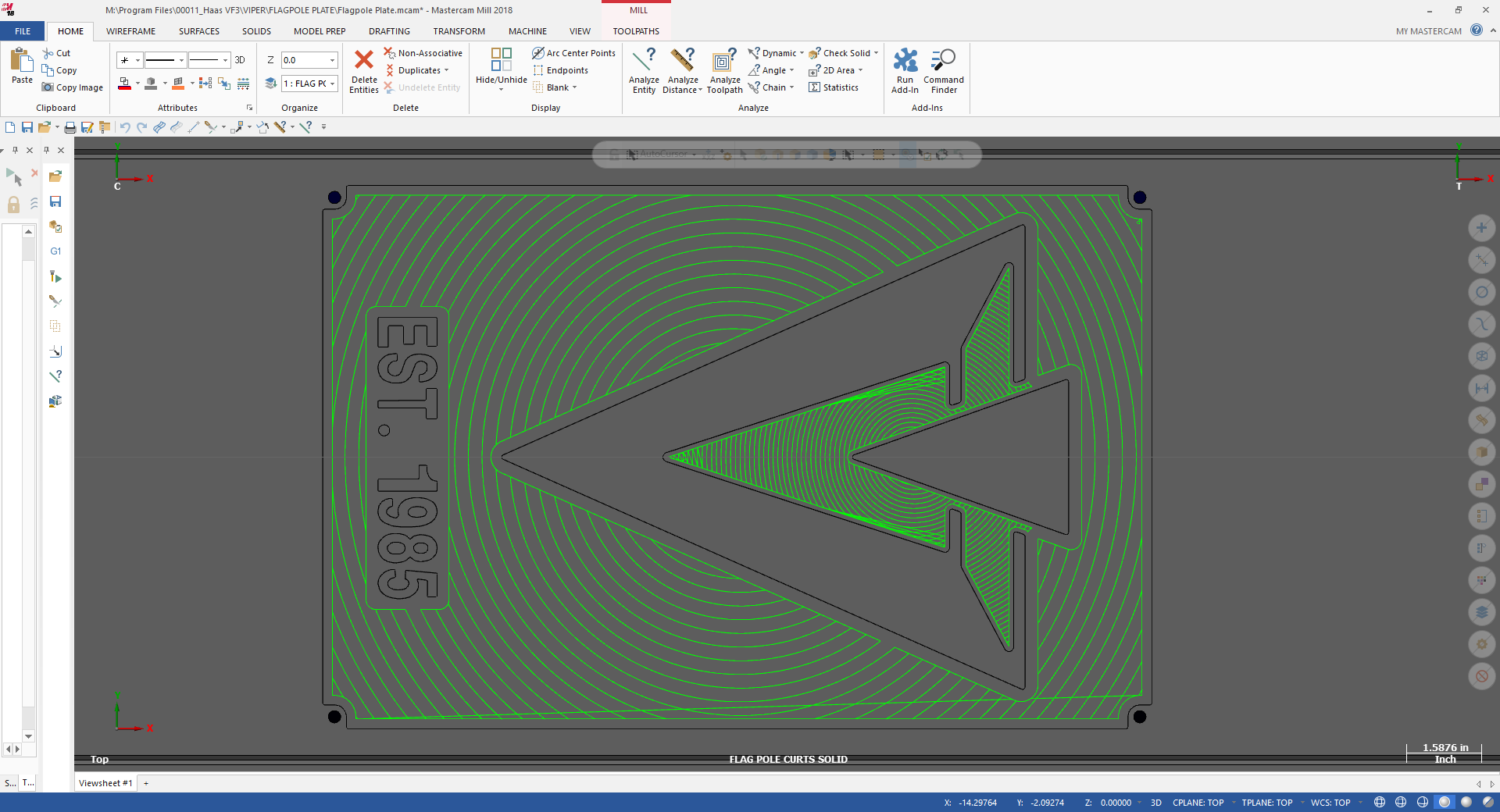
its the flag holder plaque , it does look pretty good with ole glory hanging above it on a bright clear winter morning
-
2
-
-
On 1/17/2021 at 5:46 AM, Bill H said:
DUM1: I like this! The few snail trails are fairly symmetrical and don't bother me. Are there any secrets to getting the toolpath to come out like this?
not really much more then I already said in the previous post , messing with the step over changes the results, as far as the un uniform traces go .
.thumb.jpg.035e1c83005358f4c4893d93099bd8d4.jpg)
-
4
-
-
there were a few "snail trails , as you can see the ones that aren't uniform but there were only a few and they too were kind of uniform and by playing around with it a bit i could have got it closer to complete uniform , but yes there are almost always some kind of darn its, that you just run out of time on and have to move on
-
2
-
-
when im after a pleasing look i go with true spiral from inside to out , start at center , there is a lot of "air time " but it comes out uniform, and aesthetically pleasing .
-
3
-
-
not a huge fan of the circle mill when its tricky I usually revert to pocket
-
thanks for the replies guys
no I don't have camplete , was lucky to get mastercam , was using ONE CNC for about five years here before I finally talked them in to getting mastercam
I'm glad it wasn't something stupid simple though since I spent about 4 hours banging my head.
the parts are done but I really need this for me
On 12/13/2020 at 5:40 AM, Colin Gilchrist said:or you can simply program your part with a 5-Axis Toolpath. The 5X paths are all linear (G11) moves in the NCI, with no arc output. You can use the Triangular Mesh path option. This particular 5X path has about 13 different 3X cut-type strategies contained within it. You've got a pocket style, waterline style, horizontal area style, Etc.
I've been trying the 5 axis paths and still cant get the effect COLIN,
I'll keep trying when I have time though ,
This really bugs me because I can program it at the machine but not on mastercam.
-
seems like it should be easy ,, I have a part that's outside my travel of course and want to rotary cut the profile and chamfer
i can get a rotary cut at a b 90 but cant get one at c0 b0
any help would be greatly appreciated
thanks in advance
-
run verify, save as stl file type, use file of stl for verify
-
HAAS 1500 DUO WISH LIST ,
https://www.haascnc.com/video/what-s-new-marketing-video/XANtrePfYxU.html
I did design a pretty slick sub plate but my shop never let me build it , it's on my downloads if you want to take a look .
We did end up going with fifth axis all though I gotta say some of there .0005 self centering vises were pretty loose and junky , after i contacted them they just kept shuffling me around , never got it rectified . out of 20 some vices though there were 3 that were bad . I do like their products though.
I love the ease of use of the 750 probably my favorite machine ever to run and to program for.
-
1
-
.jpg.71dcb97be2941b9d62706dc21c8a6bd2.jpg)
finding center point of circle that doesn't have one
in Industrial Forum
Posted
MASK ON ARC