





Ben Wood
-
Posts
142 -
Joined
-
Last visited
-
Days Won
2
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Ben Wood
-
-
I was already trying to set the defaults by renaming the file as a .mcam file. I can get it looking the way I want but it just won't save it that way. I might just add a warning message in the post to let me know if I forget to set it to "With". I was hoping to make life a little easier and avoid having to select it every time by setting the defaults but it doesn't look like it works that way.
-
On 6/7/2024 at 11:33 PM, bird2010 said:
Unopened projects cannot be saved... What is the purpose of this?
I never want to use "Before". If I can get it to default to "With" it will save me a click each time I turn one on and also eliminate the chance I forget to select it.
-
I am trying to set the coolant setting in my .mcam-defaults file to default to both "Ignore" and "With" on the second two coolant settings. If I select "On" or "Off" it lets me set it to "with". I've tried setting it to "On" and "With" and then setting it back to "Ignore" and saving it but it goes back to "Before". What I have in the picture is what I'm trying to get my defaults set to. Any tricks to get this setting to stick?

-
As for the machine going back to G54 when you hit reset I am guessing there is a parameter that could be changed to prevent that. I might look into it when I have some time. The machine I'm running is doing it also.
-
25 minutes ago, cncappsjames said:
3) You have to change the fixtures more than 10mm in any given direction?

I used to work there. Most parts aren't being probed for offset correction. Many have the finished side from the 1st op down against the fixture. Probe would have no access to the critical features that matter. If the fixture changes at all the work offset will need to be changed.
-
I've disabled all the tool tabs except the mill toolpaths. I then created my own custom ribbon that has most of the functions I often use. It was a pain to find and add everything to my custom ribbon but it was worth the effort. There is still a few tweaks I should make someday. I've added a few other to the RMB. With this setup I don't mind the ribbon bar too much. I avoid most of the jumping between ribbons. When it first came out I hated it until I realized I could do all this customization.

-
18 hours ago, dp25 said:
I actually can't find that file at all. I also mentioned in earlier messages that I am unable to find the file path provided.
I believe the Mastercam.Workspace file is created when you first run Mastercam. If Mastercam has never successfully started the file might not exist yet. I think you should have a CONFIG folder though.
-
 1
1
-
 1
1
-
-
If I understand what is happing either way will get the job done but adjusting the WO common is risky if he forgets to set it back. I've made that mistake more then once. I think a program stop before and after the toolpath and then using the TLO to make the adjustment would be the best way.
-
The control is a Fanuc 31i-Model B5 and the machine is a 2019 model. I couldn't figure out how to message the parameters so I tried to attach them here instead.
-
14 minutes ago, cncappsjames said:
Have you tried
G91
G43.4H?
G90Z...
Just tried that and it didn't work either.
-
1 hour ago, cncappsjames said:
What is #1301.7 ?
1301.7 is turned on. I tried turning it off but it didn't help. It is physically trying to move. I can see it move up .026 before it alarms. I'll have to keep this setting in mind if I'm ever getting other false overtravels.
I'm going to look into this a bit more when I have some time. For now I'm going to set my Z0 off the bottom of the part instead of the top. Setting the Z0 lower solves the problem.
-
3 hours ago, rgrin said:
Here is some code that is running on a Yasda H40i
I already tried some sample code output from Camplete for Joas's YBM and got the same Z overtravel when I set the Z offset high enough. I think Colin's idea of using a regular G43 first and then turning on G43.4 afterwards might be the way to go. My new shop is like my old shop and I'm trying to run parts that barely fit into the machine.
-
3
-
-
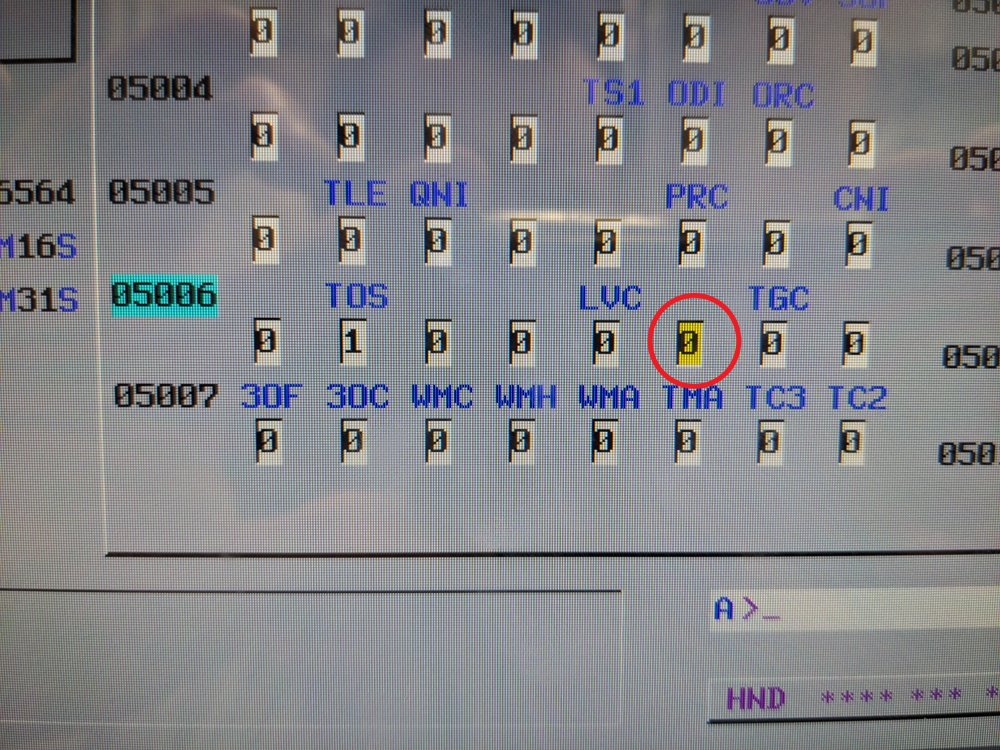
On 4/26/2024 at 10:23 AM, TFarrell9 said:
That's bit #2. Bit count moves from right to left, starting with zero. "TOS" is bit #6.
Thanks for clearing that up. Its been a while since I've had to mess with this stuff and I was vaguely remembering there being something weird about counting bits.
-
1
-
-
I tried adding all three values (XY & Z) on the G43.4 line but got weird undesired motion. I tried your second suggestion of using G43 inside the G68.2 call and that seemed to work. I tried it without changing the 5006 parameter and didn't get any Z motion with the G49. Is this the parameter I should change?
-
1
-
-
Occasionally I'm getting Z+ overtravel alarms when activating TCP (G43.4) on a Yasda YBMVi40 table-table 5 axis. The post is pre positioning using tilted work plane (G68.2) and then turning it off (G69) and activating G43.4 which normally works well. On large parts when my Z0 is set near the upper limits of my z travel I sometimes get overtravel alarms. When it reads the G43.4 line the machine is still treating the Z value as if the part wasn't tilting even though it is. In the couple of experiments I've done it seems like simply eliminating the Z value from the G43.4 line will solve the problem. Before I request a post edit I want to get some advice on whether this is a good idea. Is anyone using G43.4 without a Z value on the same line? Does anyone know of a reason why I shouldn't do this? I have workarounds to the problem but if this works I could quit fighting this issue.
Sample code that is giving me a Z+ overtravel alarm. It works correctly after removing the Z value.
G54 G17 G90
G00 B-90. C-180.
G68.2 X0. Y0. Z0. I90. J90. K0.
G53.1
X-1.8735 Y3. S1000 M03
G69
G05 P10000
G43.4 H10 Z6.7 <----------------- Can I eliminate this Z value ??
X6.7 Y-1.8735 Z3. <----------------- X6.7 on this line is actually a Z move. Machine moves to correct Z value even without Z on line above.
Z-.99445
X6.1
G01 X5.7 F25. -
17 minutes ago, TacoMachinist said:
Ah, I had the exact same problem. The autodesk installer is broken and doesn't put any files in the mastercam chook folder.
So the way I fixed it was going into the C:>Autodesk>CAMplete_Truepath_2024_2024_1_02882_win_64bit_dlm > x64 > Plugins > Mastercam > Mastercam 2024
Then uninstall then reinstall using the .msi program in there.
Autodesk support kept asking me to uninstall and reinstall 100 times thinking it was a registry issue.
Thanks, That fixed it for me also.
-
1
-
-
Now when I use the CAMplete plugin out of Mastercam 2023 it takes me to CAMplete 2024. Not what I wanted. Life was much simpler back when I used a post processor.
-
4 hours ago, TacoMachinist said:
Did you get CAMplete 2024 plugin to install correctly?
I just installed CAMplete 2024 and selected the 2024 Mastercam plugin. It didn't work for me. I checked in add/remove programs and the installer says the plugin is installed. I'll mess around a bit more to see if I can get it working. Just came here to check here to see if anyone else was having trouble.
-
If there are certain areas of the post you want to edit the post writer may be willing to remove that section from the .psb file. Our Okuma post had the drilling section in the .psb file and I ask our reseller if we could possibly get the drill section in the .pst file. They were able to get it removed for me so I can now edit our drilling section.
-
1
-
-
If you can get away with a 1/16" radius you can buy cutters with that profile. https://www.harveytool.com/products/runner-cutters
I would think someone would sell metric ones but in a quick google search I didn't find any.
-
I'm seeing the same problem.
-
1
-
-
It is a 2021 file.
-
I think I have it the way you want on a sample file. Take a look at the file I've attached and see if it is what your looking for.
-
1
-
-
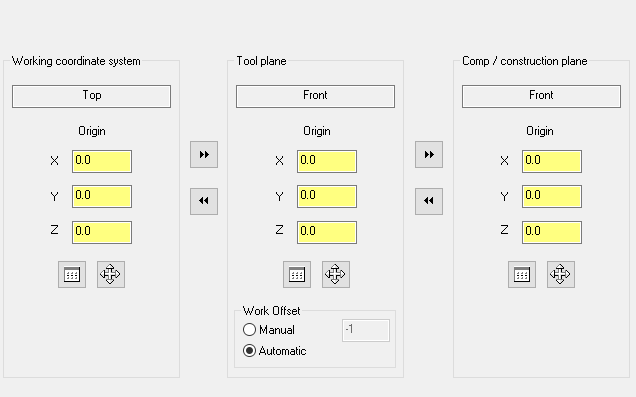
Set your WCS to top and your toolplane to front.


Machine Definition Menu Management Not Showing Machines
in Industrial Forum
Posted
Possibly a corrupted mcamx.config file. You could try deleting it and it will recreate a new one with the default settings when you start Mastercam. It is usually in the C:\Users\****\Documents\My Mastercam 2024\Mastercam\CONFIG folder.