





Ben Wood
-
Posts
134 -
Joined
-
Last visited
-
Days Won
1
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Ben Wood
-
-
Our DNC computer still has a serial port so we haven't run into this yet. You can get PCI to serial port add on cards. I'd probably try one or two and see if that works. There might be issues getting some to work. Years ago I had trouble with a PCI to parallel card not working with Surfcams hardware key. Changed to a different brand and it worked.
-
I run a Kitamura with a Fanuc 16i control using G54.2 and can probe the part in X,Y,Z, and C axis. G54 is set to the machine center of rotation. I probe the part position into another offset and I have a macro program that does the math and transfers the correct values into the dynamic fixture offset. I have my post setup to call the macro program at each toolchange. On my machine I need to use G54.2 for 2 and 3 axis toolpaths but for full 5 axis I need to use TCP (G43.4). For G43.4 I can simply probe the value into a offset. I have my post setup to post out G54.2 or G43.4 depending on the toolpath being used. The way I'm setup I can probe the part position into any offset between G55 and G58 and run the program as posted out of Mastercam.
-
 2
2
-
-
A number of years ago with our nethasp we could not use Mastercam after it expired. Before we switched to the nethasp it didn't seem to matter. Maybe it has changed now.
-
If it is not the update you might have to register the SwDocumentMgr.dll file. I have to do this once or twice a year.
Instructions on how to do it are in the knowledgebase area of Mastercam's website.
https://kb.mastercam.com/KnowledgebaseArticle50231.aspx?Keywords=swdocumentmgr.dll
-
1
-
-
Are you trying to eliminate all lines that have a "D2"? If so I think it should be fairly easy.
-
It all depends on the post writer. One of our posts came with the drill section encrypted and one did not. I told our reseller I wanted to do some edits to the drilling and they were able to get the drilling section removed from the .psb file for me.
-
Just checked in 2020 and it is not there either.
-
Have you tried rebooting the computer. I have see a reboot fix some very weird behavior before.
-
I recently had a part were the lead in would work but the lead out would cause it to stop short of the edge. Playing with the sweep angle on the lead out would get it to work in some places and if I tried enough sweep angles it might have worked but simply turning off the lead out gave me what I needed. With lead out off it still did a 90 degree lead out. I'm at home right now so I can't look at your file to see if its the same problem I was having.
-
I think it looks ok on my verify. If yours doesn't look like mine it must be a setting in verify. In the verify options I have mine set to always use 5 axis engine which makes verify more accurate but a little slower.
-
The error message says you can't use block delete with cutter comp. Does the code that works without the transform also have a / at the beginning of each line?
-
1
-
-
I'm running a Kitamura 5 axis with a Fanuc 16i-MB control. I use dynamic fixture offsets for all 3 axis toolpaths and TCP for 5 axis paths. I've got the post outputting the correct one based on the toolpath type.
Code for 5 axis paths
T4 M06
G55 G17 G90 G40 G49 G80
G05.1 Q0
G990 Q0
G0 A0. C0.
G0 X-.74992 Y-3.28216 S6000 M03
G43.4 H4 Z6.Code for 3 axis paths
T42 M06
G17 G90 G40 G49 G80
G05.1 Q0
G990 Q0
M1154
G54
G54.2 P1
G0 A0. C0.
S8000 M03
G0 X9.26378 Y-2.16535 A0. C0.
G43 H42 Z2.98819
The M1154 is one of two custom M codes calling a program that does a G10 parameter write. We use one before drilling and the other before milling. It was created before I started running this machine so I don't really know what it is doing or if it has anything to do with dynamic fixture offset. I don't see it outputting in the 5 axis code making me think it has something to do with the dynamic fixture offset.
Code for custom M code used before drilling
G10 L50
N19600 R00100000
G11Code for custom M code used before drilling
G10 L50
N19600 R00100100
G11 -
Have you tried restarting the computer?
-
I use Cimco because it is faster to open and has file compare. I also think it is easier to read the code.
-
You could toggle it with a Misc value or have the post ask if it should continue or stop.
-
3
-
-
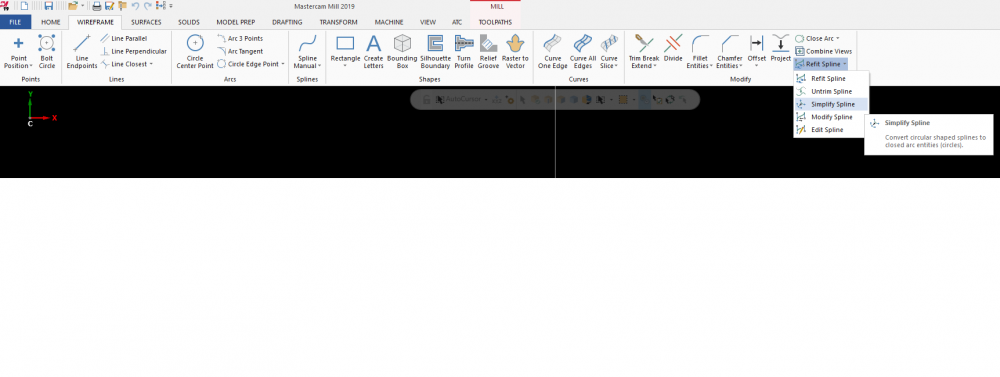
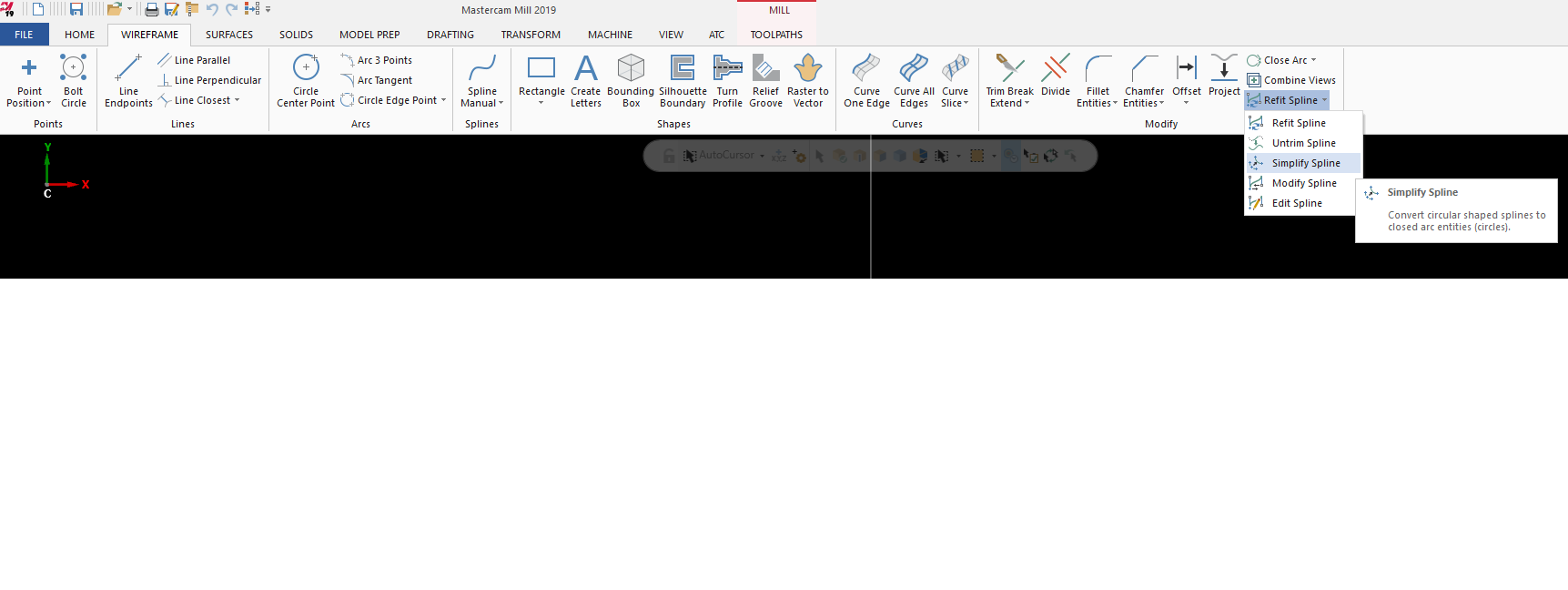
I believe you want to use simplify spline.
-
10 minutes ago, AWL304 said:
why are there two different swarf tool paths??
My guess is one is an old Mastercam created path and the other is the newer one made by ModuleWorks. Sometimes one works better and sometimes the other. There are even more surface project toolpaths. I've found three of them.
-
I would use the Multiaxis Roughing path to rough it out. I've attached a sample file of a similar feature. For finishing I would probably use a swarf for the side walls and a parallel for the floor.
-
Use the adjust start of contour and adjust end of contour to extend your slot along with a perpendicular entry and exit to turn the comp on correctly.

-
2
-
-
Another option to convert it to arcs would be to create a 2d contour with comp off and arc filtering on. Then use the save as geometry button in back plot.
-
I'm thinking something like the lines below instead of the line you had. At he beginning of the post set test to 0.
if test = 0 & next_tool$ = first_tool$, "T2"
test = 1 -
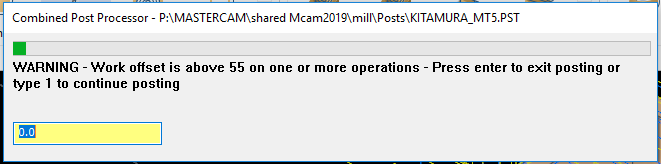
It is hitting a travel limit on a rotary axis and needs to spin it around to continue. I try to find a way to fix it if possible but I think I've run one a couple of times with that warning. It is likely going to spin the rotary at max speed when it gets to that point. Depending on the machine it might be ok. My machine has the TCP option and I don't think I would want to try it on a machine without it.
-
3 hours ago, seltz08 said:
What were the clock speeds and Ram specs? While Im leaning to this to be true, Being a ryzen guy myself... Im curious how Ram timings and speeds are in effect/different in your scenario ...
I9-7900X has 10 cores and a base speed of 3.30 GHz and a turbo of 4.30 GHz
I7-8086K has 6 cores and a base speed of 4.00 GHz and a turbo of 5.00 GHz
The ram in the I9 computer was 64 GB of Ballistix Sport LT - DDR4 2666 (PC4 21300) - Timing 16-18-18 - CAS Latency 16 - Voltage 1.2V
The ram in the I7 computer was 32 GB of Corsair Vengeance LPX -DDR4 3466 (PC4 27700) - Timing 16-18-18-36 - CAS Latency 16 - Voltage 1.35V
If i understand it correctly the faster speed of the ram in the I7 computer would only matter if it was overclocked.
-
We recently started having the company that manages our network do custom build for us. I prefer them over the Dell computers we used to buy. Dell will actually do more then what there workstation configuration tool on the website shows. On the last Dell's we ordered we were able to get I7 processors but had to call them.
Machine/Control Definitions & Posts on network location
in Industrial Forum
Posted
Unfortunately Roger passed away last year. Eric at Prototek and Mick from Mastercam teamed up to update his file for Mastercam 2021 though. It can be found here http://forum.mastercam.com/Topic27430.aspx
I've been using the Prototek tool for a few years but before that I did it without. I can't remember all the details but I think you can just move the shared folder to the network and then change the configuration file on each computer to its location. The Prototek tool is probably the safest way though.