





geirsj
-
Posts
118 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by geirsj
-
-
4 minutes ago, jeff.D said:
Sorry, but based on the parameter dump I did this morning, I don't believe that data is available.
And in searching in the NCI reference guides no luck of finding other info either, anyway thanks Jeff!, you also learned me something of groupinfo with your guidance by replying too!
-
Hi!
1 minute ago, PcRobotic said:I would like it shows in ISO GROUP as selected like N- ALUMINUM, COPPER AND NON-METALLIC. Please see detailed images.
Hi!
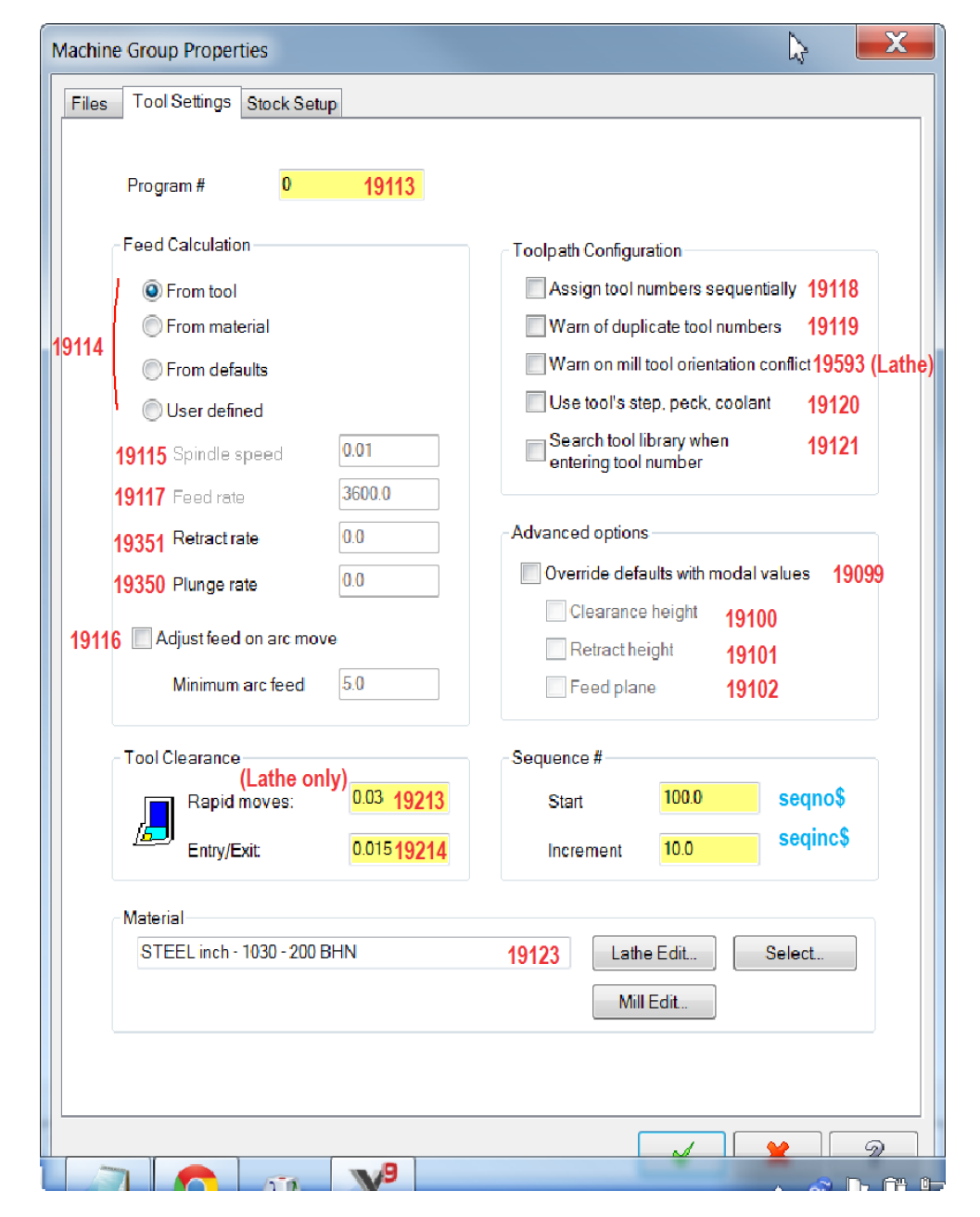
Jeff pointed out that the info of the combo box was not available for any parameter, as what I too has found out during search this weekend in the nci reference,
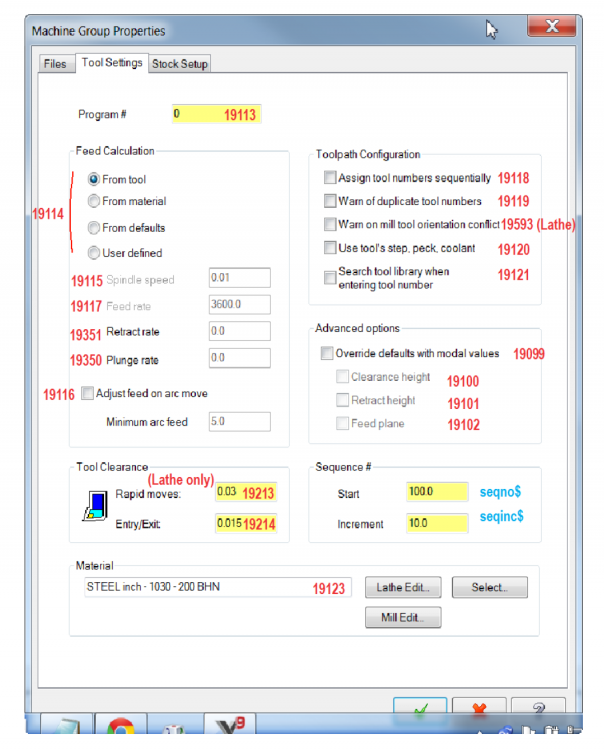
the only parameter available seems to be 19123.
So, the question is why you want that information?
As a workaround you could name your Material Name the same as ISO Group if you just want to grab the information. then you could use nr 19123
If you want to be sure the information on material name match up with the iso group for further comparing values it seems you are not being able to do so, since
the combo drop down box does not have any parameter available for us to grab.
-
Hi!
Can you use parameter 19123 for your task?
see picture
G
-
Hi, thanks for reply!
My reseller told me it need to be opened for maintenance and the lead time for support was some weeks on replying ( as my reseller also have lol), I am willing to pay for the service anyway, and i also want to build a new post for learning more so both options are considered. Do I need to contact IHS trough reseller to get help if its under maintenance?
-
Our company has a Doosan PUMA 240 MSB with C axis , live tooling, sub spindle and Fanuc 18i-tb control
We have a Post from Inhouse I have some trouble of getting to work correctly with live milling in c axis mode.
i have trouble with M88 and M90 clamping when face milling, it is in wrong place, it activates M88 in G0 and
the machine errors out.
When manually edit the program we get it to work, but it would be nice to get the code right for the machine and
do other stuff instead of hand edit.
I have received a suggestion for solution from my reseller, but it did not put the M88 right where i wanted it and since our current post is from Inhouse and have a locked psb
file we suspect it is something inside there we need to change, i got a code snippet that inserts as a sub
mtlchg
subout$ = 1
pbld, n$, pclampbrake, e$
subout$ = 0
and some more code to use as a workaround, but it did not place the M88 and M90 where it supposed too.
M88 can not be active in G0 Mode.
So,
My reseller suggested I start over with a new post file, and suggested mplmaster instead of using the Inhouse encrypted post file.
What i wonder in all this is:
If starting again from X2018, would you recommend MPLMASTER or MPLFAN as your choice?
this is not a post request, just hoping for guidance to choose right from the start, hopefully.
Regards, G
-
3 hours ago, nickbe10 said:
Been caught by this one a few times. my money is here.....
Mine too, Fanuc control does not like double pharentesis either!
-
From MasterCam 2017, switch on the button "Show Tool Manager option for text file import/export" in Advanced Config.
so: go into the advanced config menu in your mastercam folder, find the option and enable it.
this should then show the text file import/export option, not on the pc here now otherwise i would have left a picture of how here.
HTH
G
-
if prmcode$ = 12188, Threadteeth = rpar(sparameter$, 1) # Capture THREAD ACTIVE THEET VALUE FOR THREADMILL OPERATION
if prmcode$ = 12194, Threadpitch = rpar(sparameter$, 1) # Capture THREAD PITCH VALUE FOR THREADMILL OPERATION
if prmcode$ = 12203, Threaddiameter = rpar(sparameter$, 1) # Capture THREAD DIAMETER VALUE FOR THREADMILL OPERATION
if prmcode$ = 12205, Threaddirection = rpar(sparameter$, 1)# Capture THREAD DIRECTION FOR THREADMILL OPERATION
hth
G
-
 1
1
-
-
Sometimes i also have reinstalled the nethasp and chosen run as server and not as service.
and make sure the settings are correct on nehasp local or network
-
Maybe also right click mastercam icon and choose run as administrator
-
4 minutes ago, C^Millman said:
Hit the space bar and remember to do it the really old school way of XXXX,YYYY,ZZZZ now how that works in a localized version with Commas I can't tell you.
Thanks for answer
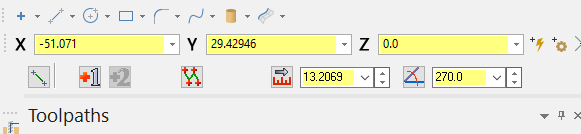
Yes, that is working, but i wondered if the old box input as in the picture still is something as an option or available in x2018.
-
Hi!
Is it still possible to input the coordinates and dimension like you used to do in X9 and earlier in X2018? - see picture
It is the last thing i miss to be comfortable with before migration to the new look.
I feel it was easier to have control with input in these boxes and can not understand why they moved away from it, maybe some other
can share some light on why it was changed?
We are on metric system, comma , and point . are different for us in localized version to our language, therefore
was this boxes more useful for me to control what I input.
TIA
G
-
Hi!
The free verisurf tools package has this i guess, used it a long time ago i X9 once, look in the download section
-
1
-
-
Agree with Mr Gilchrist on this, It is better to install a font yourself and adjust the reports to reflect your special need.
It is different bar codes standards, and different scanner types used, so if it ever should be available
i hope QR codes at least are to be standard, so you can get as much information you want into a small area.
I made an QR labelreport with the Matrix CTMS system once that had all the tooling information on a small label in the tool room, and
had a really great wireless bluetooth scanner just with option of getting the regular barcodes and not the QR codes, put you into the situation of the
disappointment of not being able to get the big picture on the label because you just had the standard barcodes readable by the scanner!
My phone got the label perfect that time, so in this year we are in now we can just use our phones to get all kinds of barcodes read, so
if it ever will be a barcode font I hope they instead develop an option for QR codes, instead of a regular standard Barcode, or both.
-
1
-
-
Hi!
When i used the Matrix CTMS system we used code39 for scanning of the bar code sheets. the reports was also made using activereports, therefore
I did a little test and search for this today, as it will also gain my ongoing project with my setup sheet.
I used the Code39 font for this.
it is a free one on this page
http://www.squaregear.net/fonts/free3of9.shtml
Download, viruscheck as a general precaution and install as a font.
When you use it in the field You have to add a * in front an end of your text, otherwise most barcode scanner will not read the outputted field,
that is how Code 39 usually work, and it worked this way on this font when i tried this free3of9 barcode font .
On this page you can read a little more about the code39 format:
http://www.makebarcode.com/specs/code_39.html
So:
1 Install the font in the font Directory. EDIT: Do this on all computers you will have the barcode printed out from.
You may also have to unblock the file if you get a Message that it is not a true type font
2 make your textbox and use the font free30f9 or other code39 font you find.
3 Remember to have * in front and end of the text you want to show.
Here below is an example If you want to show the article number on the tool in textbox with art number 3202473.
then you have to input *3204273* - * in front and end of the value you would like to get output.
I think you will see what I mean in the attached pictures.
-----------------------------------------
Example for Input in field tool code of article number *3202473*
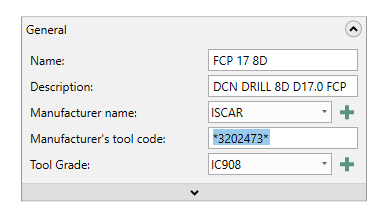
Will give You
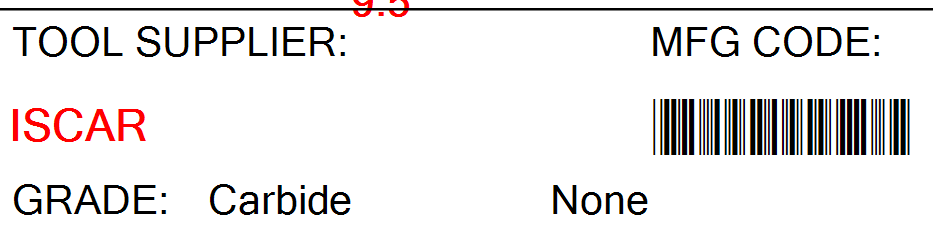
Input of the texbox:
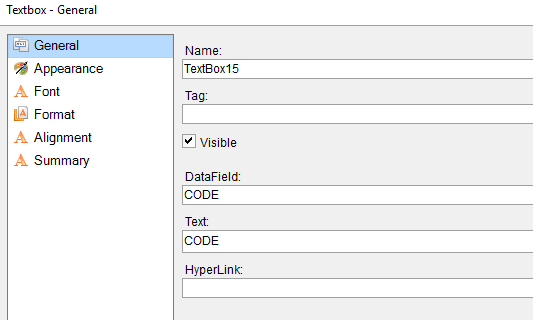
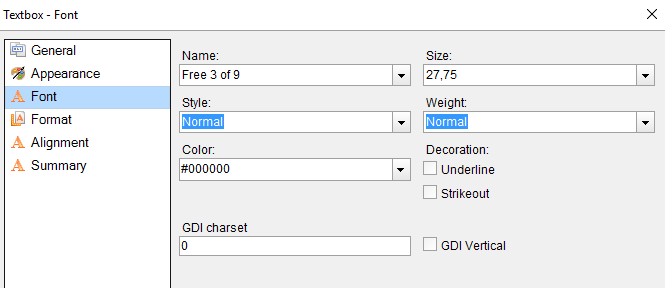
Font selection information, herer Free 3 of 9, or the one you install
if you have another font
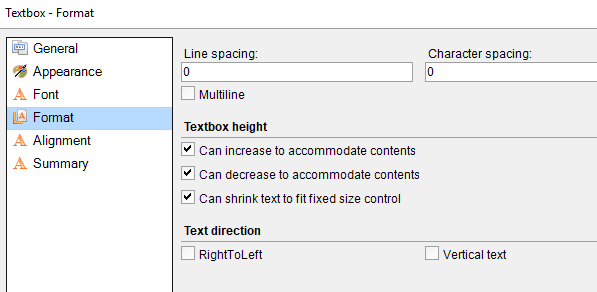
Format of the textbox, to make sure the field and barcode
fits into the textbox
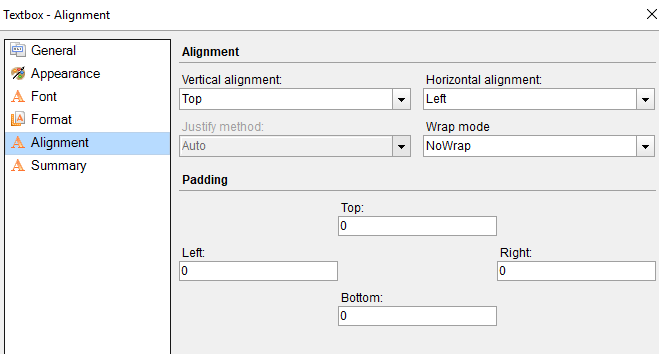
And finally wrap mode to NoWrap to make sure it
stay on one line
Sorry for the long post and pictures, anyway I hope it is useful.
G
-
2
-
-
On Mastercam forum a reply mentioning just nr 2 was option when you was not a member of a domain. also suggested string function like brksps to get
the username only to break to only the letters you need, will probably work if the computername always are the same, but not a robust solution he mentioned.
see the thread post on Mastercam.
http://forum.mastercam.com/Topic24184.aspx
G
-
Hi!
Have a new good Year!
Have you just tried Mode 0 or any of the other up to 9 to see if there are any other output you can use ?
In the MP reference for 2018 on page 1894 it is documentation of it, I am not sure if It is allowed to share the pdf.
From the documentation:
The General form is:
S= sysinfo(result. mode)
Where
s
a string variable that stores the user name / dataresult
integer variable that indicates whether or not the function was successful: 1 if the function was successful, otherwise 0mode
a number or numeric variable that indicates the format in which you want the user data returned. Valid values are from 0-9-------------
The function is essentially a wrapper for the Windows WINAPI function GetUserNameEx.
the different funtion states present the user name in a variety of different formats: these different formats correspond to the
EXTENDED_NAME_FORMAT enumerations defined in the WINAPI.the following illustrates the output from each of the different modes.
the sample output assumes the user name is John R. Martin, working for a company called ACME, with network domain ACME.COM------------
Sysinfo ( ) function statesssys_un = sysinfo(result, 0 should get you NameUnknown - Sample output: None
ssys_un = sysinfo(result, 1 should get you NameFullyQualifiedDN - Sample output: CN= John Martin, CN=users, DC=ACME, DC=comssys_un = sysinfo(result, 2 should get you NameSamCompatible - sample output ACME\JRM
ssys_un = sysinfo(result, 3 should give you NameDisplay - sample output John Martin
ssys_un = sysinfo(result, 4 should give you NameUniqueID - sample output {2afe5c63-8360-4030-b704-2c92e46c01cc}
ssys_un = sysinfo(result, 5 should give you NameCanonical - sample output ACME.COM/Users/John Martin
ssys_un = sysinfo(result, 6 should give you NameUserPrincipal - sample output [email protected]ssys_un = sysinfo(result, 7 should give you NameCanonicalEx - sample output ACME.COM
John Martin
ssys_un = sysinfo(result, 8 should give you NameServicePrincipal - sample output www/[email protected]
ssys_un = sysinfo(result, 9 should give you NameDnsDomain - sample output ACME.COM\JRM
Example :
sresult : ""
result : 0
pheader$ #Call before start of file
"%", e$
sresult=sysinfo(result,3)
sopen_prn, "Posted by: ", sresult, sclose_prn, e$
-Edited with example and some text changes
HTH
G
-
1
-
-
Hi!
In this article it describes the sp tags for 2018 mastercam version of toolmanager, where you can use tags that are used for your task.
https://kb.mastercam.com/KnowledgebaseArticle50506.aspx?Keywords=active+report
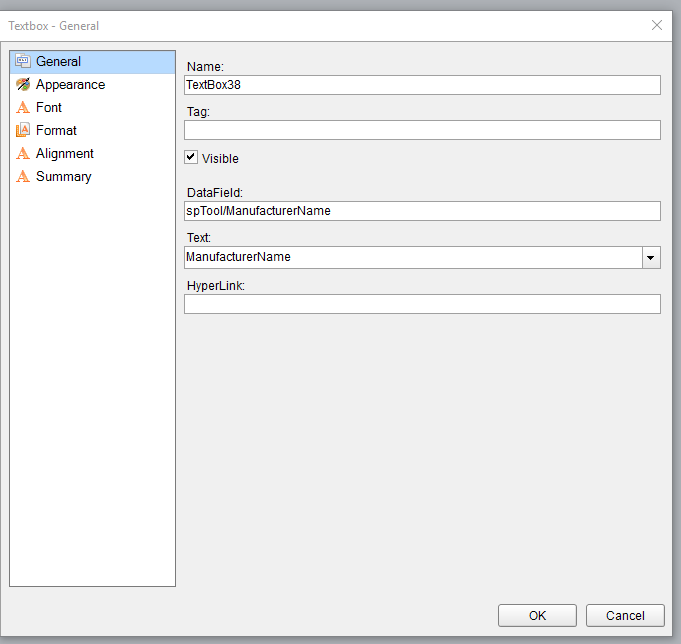
I tried with a textbox and added in the DataField field:
spTool/ManufacturerName
In the Text field:
ManufacturerName
Then if you make a new text box in your setup sheet and add this you would be good to go with the Manufacturers name.
The sp tags are fields from the standalone tool manager that have been requested by users as described on mastercam knowledge base site.
they may change or be deleted in the future it mentions, still this worked today with manufacturers name!
One can download an excel sheet from the link above containing all the different tags available so i do not provide it here.
hope this helps!
G
-
HI!
Our company has 2 vertical mills with 1270x570 table (50X26 INCH)
I am looking for a fixture system that has zero point ability
and have looked at several systems, both mechanical and pneumatic.
This one from Gressel seems to be fine in our machine, 2 of these base plates in each machine, and then build on top.
I was wondering if anyone has any experience with them, or maybe guide in direction to other systems that would be suitable that do not cost
the same amount as a new machine!
We have 4 gerardi vices in the machine on the table mostly, but we are now expanding and develop new products, so the 4th axis and plates with jigs on the table will also be
more used in the future, therefore need for more efficient setups.
We can do good with mechanical zero point systems or just more quick changeable systems, just would be good to get pros and cons before deciding and telling the boss the cost!
I have looked at Lang, Schunk, Rohm, Mitebitee and Gressel, any other suggestions please advice.
Miteebite has also an interesting one, this :
http://www.miteebite.com/products/quick-change-mechanical-receiver-and-blank-pallet/
if that is possible to make your own baseplate for and use the parts it may be the winner, i need bigger plate than those as standard to fit all the table in the machine
as i plan to do.
So, have you any good advice on this topic please share, TIA
G
-
3 hours ago, JParis said:
I'd like to know who the 3 people are that claim they never use comp.....
Ok, guess I misunderstood the poll at first, I took never use comp as being the Computer comp. If that is wrong I am sorry that i am one of those 3! lol
Had it been a choice for Control comp i would have chosen that, i run most from diameter of tool and use walls and floors as adjustment if needed. I could not go back and change the answers so there is my explanation for my choice, so now you have 2 to go....
-
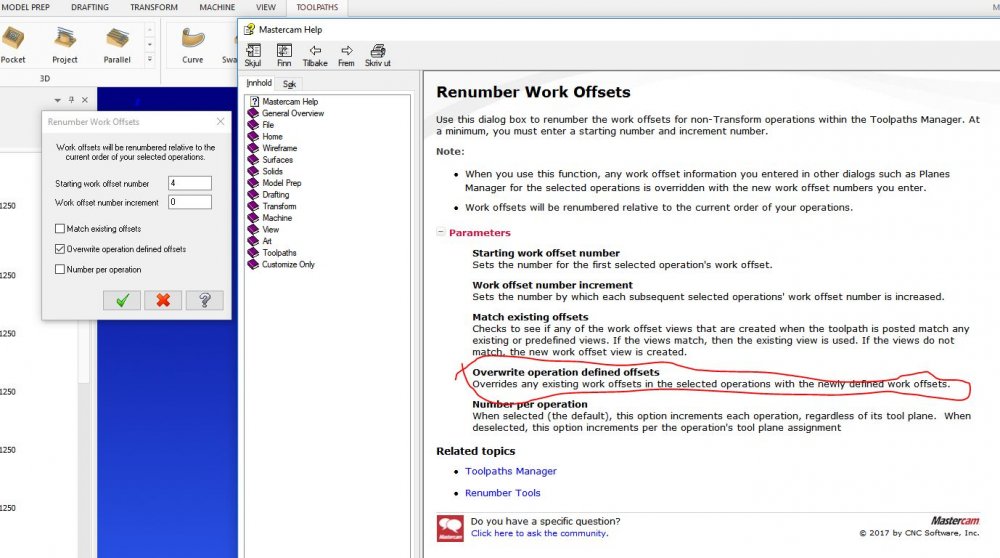
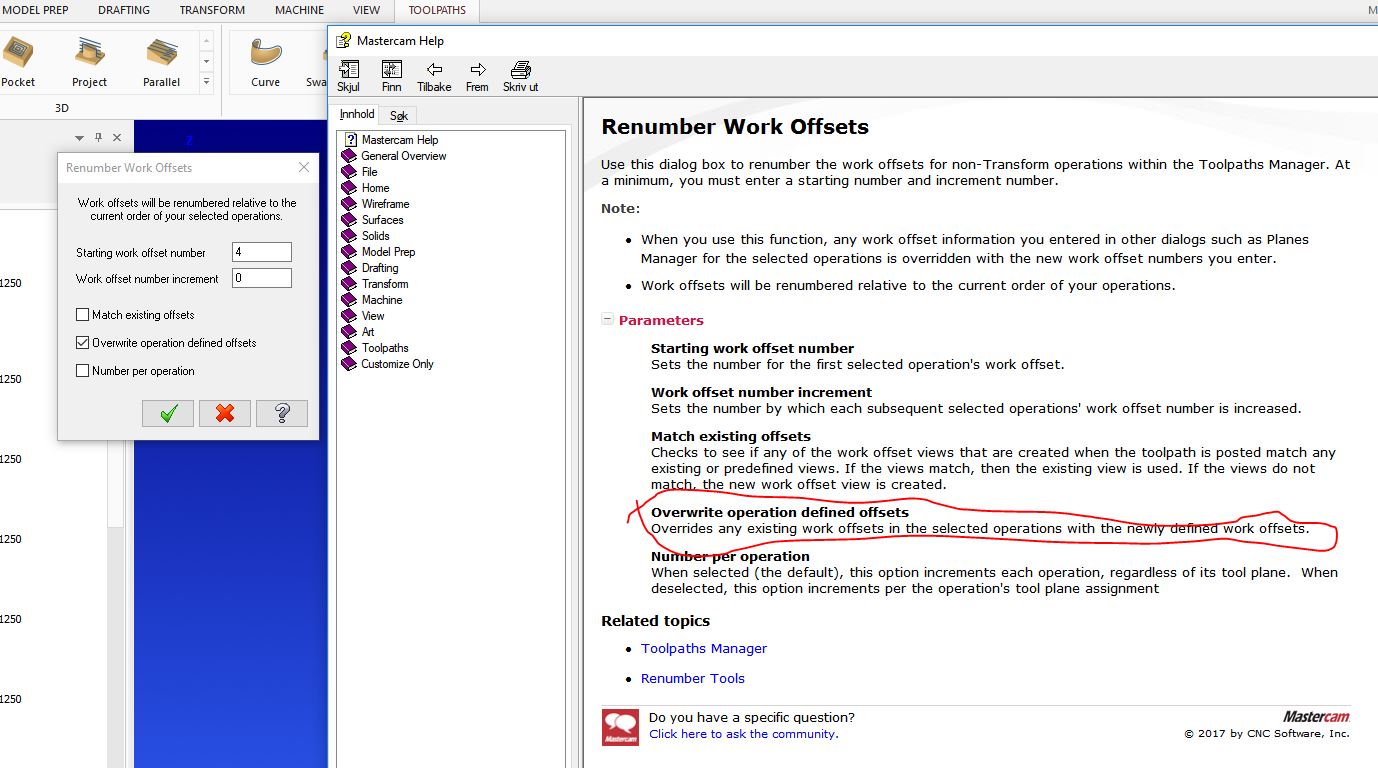
Hi!
Se attached picture, this setting should give you G58 in your program, on all tools
If you also x the the Number per operation option you should get it only in that operation and that tool. look in the parameter explanation for details.
it gave me this output in my test:
N100 G00 G17 G21 G40 G80 G90
N101 G91 G28 Z0.
(HMB 4 10D YG -|T22 -|H22 -|D4.)
N102 T22
N103 M06
N104 ( MAX - Z10. )
N105 ( MIN - Z-10.828 )
N106 G00 G17 G90 G58 X-107.5 Y-50. S7000 M03
N107 G43 H22 Z10. M07 T16
N108 G94
N109 G98 G81 Z-10.828 R5. F477.4
N110 G80 M09
N111 M05
N112 G91 G28 Z0.
N113 M01HTH!
G
-
-
Parameter from series 20007
- Total holder length + Tool Projection
and then calculate this into a combined value
should then be the one you need for your task then.
what version of Mastercam are you using then?, some parameter is only available in the latest versions.
-
Hi, and welcome to the forum!
First of all, if you search in topics posted on the forum you might see that it's always best to give as much information of your issue beforehand so other user can see if they can help you from the information provided.
In this case it's not easy to know what version of Mastercam you are running or what post you will use it for, or if you want the tool length of the tool itself, or tool included holder to get the total length from the spindle face.
And since this is also a parameter you have to find for the tool length and the holder length and calculate them together into a value you can put into your nc program you will need to edit your post processor, and I do not know if you are capable to do it.
I asked for help for an issue of mine here, and it got me started and users here are willing to share if they know what is asked for.
Your reseller may have a document called NCI reference guide that you maybe can get a hold on first to get you started with getting the right parameter for you to put total tool length into your nc program, i suggest you start there and later ask if you are then unsure of the process. remember it is many ways to do this task, it depends where you want to have the information in your program, and how you are going to implement it in the post processor code.
I would help you if this was something of like a switch that you could change a value, but since it will involve editing your post processor i suggest you start by learning some of it, and again then come back and seek more answers then.
The header tool table you get from generic post will not have this total tool length output anyway, but you can implement it with help from the nci guide from your reseller yourself.
Its not that you do not will get help, but it is best to try to learn more yourself and see if it will develop yourself in this that way, that is what i have learned here on the forum.
best of luck!

How do you force sprogname$ as uppercase letters
in Post Processor Development Forum
Posted
Hi!
We want to be able to force the program name for the nc file to be upper case.
We tried ucase but that only applies to strings
So, is there a way to get the program name to be in upper case letters when you post it to nc codes?
this
scomm_str, "PROGRAM - ", sprogname$, sextnc$, scomm_end, e$
gives me output:
(PROGRAM - test.NC)
I would like it to be:
(PROGRAM - TEST.NC)
If the original imported step file was in lower case letters, and we program and post the codes, the program name in the
machine is lower case, and in one machine that is ok, on the other it just drops all and leave an empty comment.
Or are there any way to x2018 to always save File name in all caps?
G