





civiceg
-
Posts
576 -
Joined
-
Last visited
-
Days Won
1
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by civiceg
-
-
What about a older Haas TM? One that has no enclosure? You can usually find a low hour one for 15 to 20k.
-
 2
2
-
-
Just pm'd you
-
That should be no problem to do. I normally use wear comp, but you can use control or wear. Are you starting at the 3 O'clock position? Shoot me you email and ill send you a sample nc file on monday.
-
Haas uses Y instead of a C address like FANUC. Haas also uses staight xy code. You also do not have to double x values.
What year st30? The NGC did have a software update to addrss alarms being generated with programs close to centerline.
-
Quote
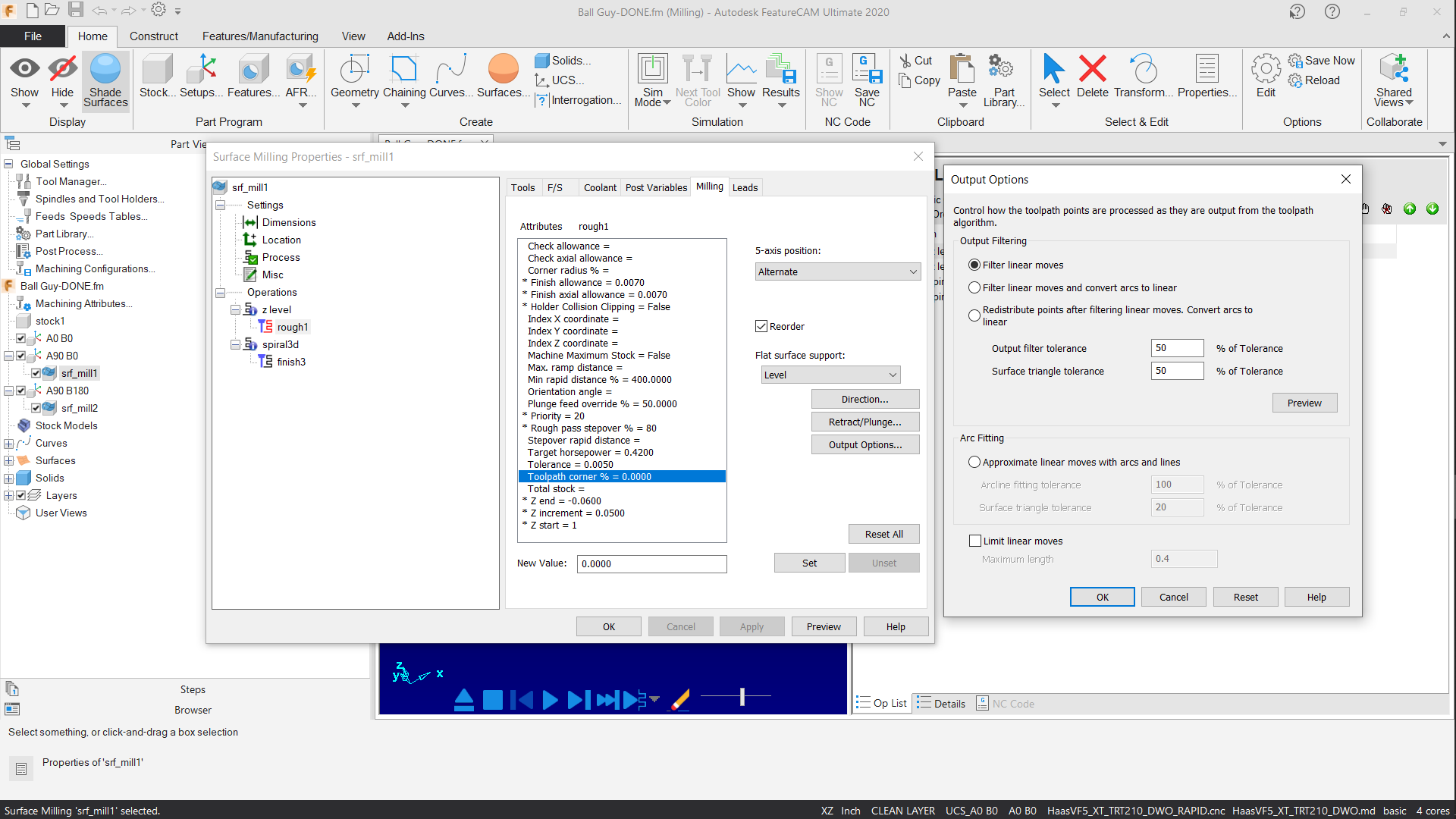
there is no code filter so it has a habit of generating huge .nc files
Select output options to get to the filtering page, also you have tolerance and toolpath corner % to play with.
-
2
-
-
Quote
I was told that their Mill/Turn module was license to Nakamura and not available for other machines....
This is correct. I wish it wasn't so.
-
I would delete your tool's comment and test. Just because the alarm stops one a particular line does not always mean it is in fact on that line. Also, with different versions of software on Haas machines through out the years, they all handle things a little differently.
-
YG/1 Alu power is my go to.
-
Does your machine support G112/G12.1 for polar coordinate interpolation?
-
1
-
-
At my old job most of the jobs that were castings became parts made from solid with modern toolpaths and multiaxis.
Now there is still a place for castings. However, by using newer methods alot of parts that needed to be castings 10- 20 years ago, can now be 100 percent machined for much cheaper.
-
Tech exchange on Mastercam.com
-
1
-
-
At one point I believe Haas made a standalone HRT-310 tailstock. Now it comes with a riser. Not sure if it is the same height as the HRT-210 or slightly taller. As the riser looks smaller than 3"
-
What is your preference for programming a table/table 5 axis horizontal?
Top/Top/Top is B0C0? like a vertical
or
Top/Front/Front is B0C0 like most program a horizontal?
-
You can get some pretty big ultrasonic cleaners off ebay for under 150 bucks that would fit most CAT 40 holders. I ordered one for doing parts post tumbling, never tried any of my tooling though.
-
Quote
A new feature available on the UMC machines is the "mid-point for Tool Change". So when you execute a Tool Change, if there is a tall fixture/part in the machine, you can force the Machine to go to any XYZBC Position, before the actual "M06" is called.
This has been around for many years on a Haas(15+). It was just parameters using encoder counts to preposition to the location before a tool change. Much easier on a NGC though. Exact same functionality. You could also alias an M6 or do a combination of both.
Most UMC post have a misc integer to not go to the "home position" during mid op rotations and also at the start/end of the operation.
Postability, IHS, and I even believe the Mastercam Direct post also has a misc integer for it.
Just have to make sure your retract plane is high enough when turned off.
-
2
-
-
G28 burns you once....G53 for the rest of my life.
-
1
-
-
I saved it as an Excel Sheet awhile back. Would be nice if we kept it going. As things have only improved with machines, tooling and, tool paths since this time.
One of those things, not enough hours in the day.
Chris was a hell of a guy to compile all the info. I give this out to anyone who asks.
-
1
-
-
I would make sure the 2nd floor is some what stout. If not someone is going to be re-leveling that UMC every few months.
-
I think the 2019 HLE will still allow you to open an X6 file directly. So you could open it with that and export the nodel as a step.
-
1
-
-
+1 to the Dell referbs. I run a M6800 that was fully optioned out, that I use solely at home that was a referb. Mcam is the only thing on it and it smokes my Precision 5520 that I use for work. Which was about 3 times the cost of the referb M6800.
-
What about Grob?
-
G110 (Older Haas) =G154P1 (Newer Haas)
Newer machines are backwards compatible. It will work, just confuses people.
See if your post has this line, depends on the version.
extoffset : 1 #Extended workoffsets Output Type; 0 outputs G110-G129; 1 outputs G154 P1-P99
-
2
-
-
I turn micro lift to zero and only double my back feed. Having the z axis come up .005 or whatever small micro lift distance you are using on large tool paths ain't good on the ballscrew. False Brinelling and lack of lube es el Diablo. I think if you have adequate distance in your moves and not peel milling a .280 slot with a 1/4 endmill it is not detrimental to the machine. Probably even better for it, compared to the violent chattering of 50 percent step overs and trapping the cutter.
Dynamic, Vortex, Volumill, and Adaptive tool paths have been on long production runs for quite some time. I have not seen any increase in ball screw replacements.
-
 1
1
-
4
-
-
If you need solid models to use for machine simulation, you can download the machine and rotary table from Haas. You will then have to associate the necessary pieces to create a Mastercam machine simulation file.
You can't post with the HLE so I assuming you are talking about machine sim.
CAT 50 to MT6 tool holder
in Machining, Tools, Cutting & Probing
Posted
Anyone know of a tool holder manufacturer that makes a CAT-50 holder to MT6. All of the unique holder manufactures I have checked with only go up to MT5. Using a MT5 to MT6 adapter just makes the assembly way too long.