





DavidB
-
Posts
4,242 -
Joined
-
Last visited
-
Days Won
1
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by DavidB
-
-
Changing common parameters like coolant settings makes dynamic toolpaths dirty which is annoying.
-
 1
1
-
-
Hi Guys thanks for all the help, I ended up getting it to Engrave S.N 230001 and sequential increasing by 1 each cycle start.
The engraving was done on a Tilted plane.
200 ;TOOLPLANE NAME - ENGRAVE
201 TOOL CALL 14 Z S15000
202 ;2MM STANDARD LENGTH BN TOOL - 14 DIA. OFF. - 14 LEN. - 14 DIA. - 2.
203 ;HOLDER - SK DIA 3 SHRINK FIT X 120
204 TOOL DEF 15
205 CYCL DEF 247 PRESETTING ~
Q339=+1 ;PRESET NUMBER
206 L Z-0.1 R0 FMAX M91
207 ;
208 FN 11: IF +QR2 GT +QR1 GOTO LBL "ENGRAVE"
209 QR1 = 230001 ;START VALUE
210 QR2 = QR1
211 LBL "ENGRAVE"
212 QS4 = TOCHAR( DAT+QR2 DECIMALS0 )
213 CYCL DEF 32.0 TOLERANCE
214 CYCL DEF 32.1 T0.05
215 CYCL DEF 32.2 HSC-MODE:0 TA1
216 M3
217 PLANE SPATIAL SPA+0 SPB+56 SPC+180 STAY SEQ+ TABLE ROT
218 L B+Q121 C+Q122 FMAX
219 L X+21.5 Y-30 FMAX
220 L Z+185 FMAX
221 M8
222 CYCL DEF 225 ENGRAVING ~
QS500="S.N" ;ENGRAVING TEXT ~
Q513=+7 ;CHARACTER HEIGHT ~
Q514=+0 ;SPACE FACTOR ~
Q515=+0 ;FONT ~
Q516=+0 ;TEXT ARRANGEMENT ~
Q374=+90 ;ANGLE OF ROTATION ~
Q517=+50 ;CIRCLE RADIUS ~
Q207=+800 ;FEED RATE MILLING ~
Q201=-0.15 ;DEPTH ~
Q206=+400 ;FEED RATE FOR PLNGNG ~
Q200=+2 ;SET-UP CLEARANCE ~
Q203=+172 ;SURFACE COORDINATE ~
Q204=+175 ;2ND SET-UP CLEARANCE ~
Q367=+0 ;TEXT POSITION ~
Q574=+0 ;TEXT LENGTH
223 L M99
224 L X+21.5 Y-10 FMAX
225 CYCL DEF 225 ENGRAVING ~
QS500= QS4 ;ENGRAVING TEXT ~
Q513=+7 ;CHARACTER HEIGHT ~
Q514=+0 ;SPACE FACTOR ~
Q515=+0 ;FONT ~
Q516=+0 ;TEXT ARRANGEMENT ~
Q374=+90 ;ANGLE OF ROTATION ~
Q517=+50 ;CIRCLE RADIUS ~
Q207=+800 ;FEED RATE MILLING ~
Q201=-0.15 ;DEPTH ~
Q206=+400 ;FEED RATE FOR PLNGNG ~
Q200=+2 ;SET-UP CLEARANCE ~
Q203=+172 ;SURFACE COORDINATE ~
Q204=+175 ;2ND SET-UP CLEARANCE ~
Q367=+0 ;TEXT POSITION ~
Q574=+0 ;TEXT LENGTH
226 QR2 = QR2 + 1
227 L M99
228 LBL 0
229 CYCL DEF 32.0 TOLERANCE
230 CYCL DEF 32.1
231 M9
232 M5
233 M140 MB MAX
234 PLANE RESET STAY
235 L Z-0.1 R0 FMAX M91
236 M1-
1
-
-
Hello and thank you. I downloaded the Tombstone Sample file and it has no toolpaths?
-
So WCS stays Center of Rotation but you can then set a Top T/C Plane on the part?
How is this Handled on the Machine?
It's been a long time since I ran and programmed for a Horizontal and I have a new Mori NHX arriving next month.
The centre of pallet rotation would be hard wired into the machine is that G54?
Then if I set a T/C plane on the part what would the G5? be in the posted code?
Any chance you could send me a Horizontal file to see how you go about it?
Thank you
-
Correct me if I'm wrong but say I set my WCS to Center of the pallet rotation and I face the part as it sits in Mastercam. Say it might be Z350.
Then if the Billet was a little short in its height and the billet did not face, wouldn't I have to re-program everything again in Mastercam?
My concern is second OP's where I might have to set a WCS off a machined feature from OP1.
My Other Question is to Get B0 are you using Front or Top T/C Plane?
Thank you.
-
8 hours ago, JParis said:
As most of the work I do is HMC work and as I've learned, you gotta pick what you want to see....
My post is setup to automagically output a safe Z retract dendending on certain settings....as such and like you, MachSim does not pick it up without tying into the post($$$)
So my concerns are mainly working down and around the parts, that's my largest concern area, I KNOW it's going to retract....so I ignore that part and to get around it, I use exagerated clearance heights to get MachSim to see the jumps....
This allows me to get through and be reasonably confident that I'm not crashing into a part or fixture....current part I am programming is at this point 521 OP's, of those, about 100 are transforms....so I rely on transform HEAVILY..
I am hoping in 2023 to add real CAV software
Do you use TOP WCS and Front T/C Plane for B0?
Do you leave your WCS at the Centre of rotation of the B-axis?
I just bought a Mori NHX 4000 with G68.2 so I can set my WCS anywhere.
-
The Machine Sim reads the G91 G28 Z0. at the end of NC file but not during cutting.
G91 G28 Z0. (DOES NOT WORK)
G00 G90 B90.
X148.5 Y542.861.
.
.
M05
G91 G28 Z0. (THIS WORKS)
G28 Y0. B0.
G90
M30
% -
On 9/7/2022 at 10:41 PM, crazy^millman said:
Machinesim doesn't respect these switches unless you have purchased a Machinesim tied to a post. False Flag here what does the code look like?
The code is good it has a G28 Z0, Before the B axis rotation.
G00 Z165.833
G91 G28 Z0.
G00 G90 B90.
X148.5 Y542.861How do I get the machine Sim to read the Z Home move?
-
On 8/31/2022 at 3:58 AM, Leon82 said:
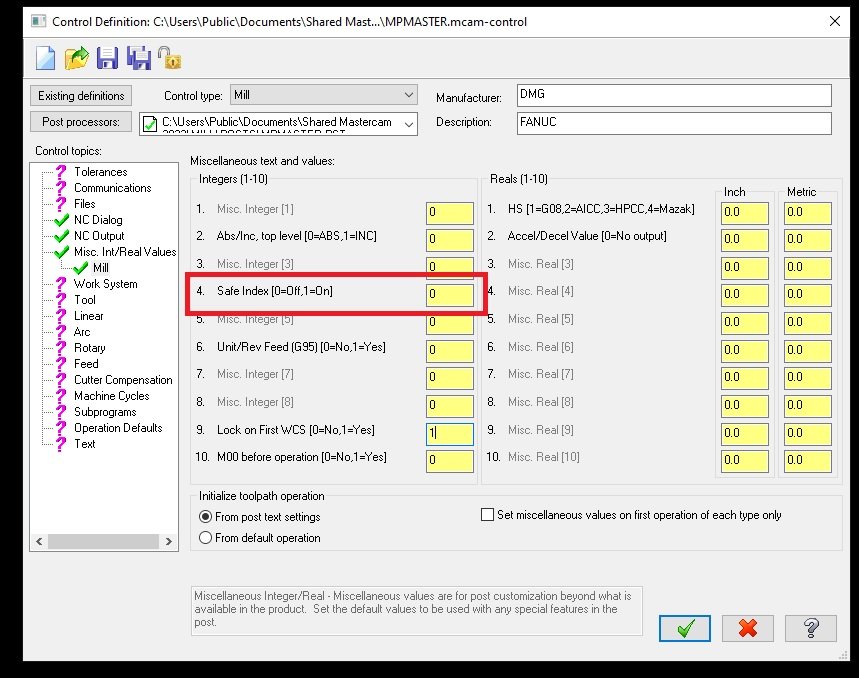
I believe it does exactly what you want.
you can scroll thru the top of the post and it should have a description where they are declared
I have tried the Integer #4 on and off but when I ran machine sim the machine crashes when going from B0 to B90.
-
Hi guys when using the MP Master Horizontal post is there a way to get the z axis to home before each B axis rotation?
Like when I use my 5-axis posts the Z axis will retract to home position before a 3+2 move.
Also what does the Misc Integer # 4 (Safe Index) do?
Thank you.
-
I have a UMC 750 SS and the first machine delivered was taken back as it was not accurate and covered in rust. The second machine has had th spindle replaced, Z axis ball screw replaced, the transformer replaced, the B and C axis clamping updated, the air conditioner in the electrical cabinet replaced. I will never buy another HAAS. The next 5-axis I bought was DMG MORI DMU 50 and it's amazing.
-
 1
1
-
-
Tool call 0 will empty the spindle?
Yes you need to lengths in the Tool Table.
-
2
-
-
Hi guys I'm playing with MPMASTER for a Horizontal and I noticed that if I post toolpaths programmed with Font T/C plane I don't get a B0 in the posted code.
If I translate rotate the front toolpath 90 I then get a B0 and B90 output in the code. Why is there no B0 if I just toolpath using the Front T/C Plane?
Thank you
-
Hi guys it's been about 12 years since I programmed a Horizontal. I am looking at a Mori NHX 4000. I'm currently looking at programming some exsisting parts I run on my DMU 50 onto the Mori Horizontal.
I have downloaded the MPMASTER which uses Top WCS and Front T/C Plane for B0. Which is how I used to program a Horizontal. Is this still the preferred method?
My reseller gave me a Machine sim for the Mori Horizontal but it uses Top for B0.
Is there a way I can change the Machine sim Machine so I can test it with the MPMASTER an the way the post works with front at B0?
I can't currently run Machine sim because of the conflict between the post using Front for B0 and the machine sim wanting B0 to be Top.
If I use the generic Horizontal Machine sim supplied with Mastercam it all works. But I want to make sure everything for the Mori will be OK before I purchase it.
Thank you.
-
I installed update 1 today and now colors is not working in setup sheets
See pics below of coloured setup sheet from yesterday and today with update 1
Yesterdays Setup Sheet

2022 Update 1 Setup Sheet
-
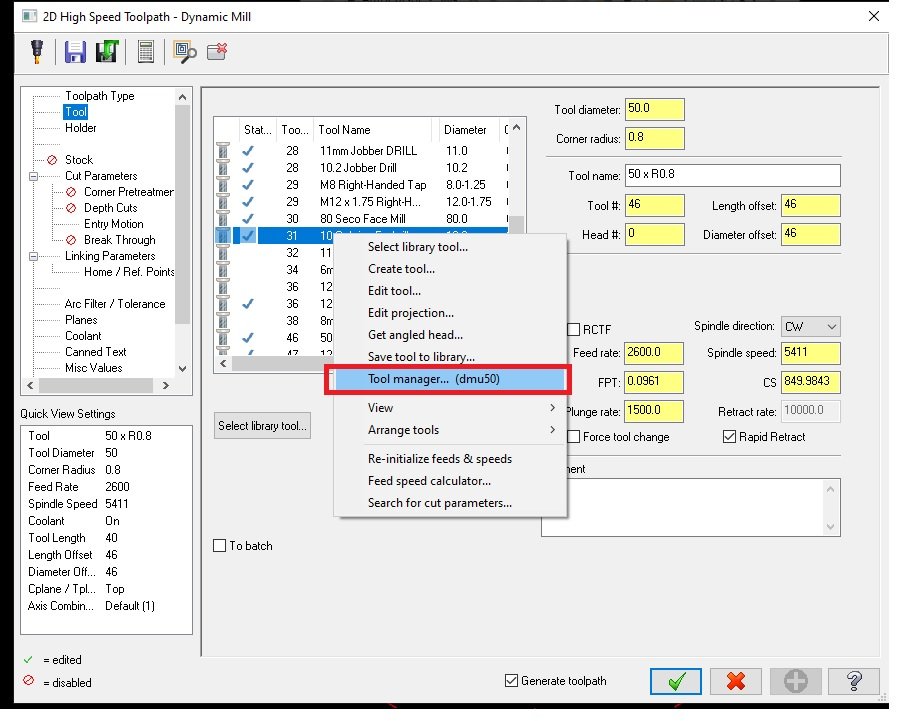
I have same issues going into the tool manger via the tool path right click tool manager and it only shows thread mills.
The filter is not working
If you use the Tool manager via the main screen it filters correctly
I have sent this to QC

-
I just read Sandvik now own CNC Software. Popcorn

-
-
5 hours ago, crazy^millman said:
Verisurf free tools screen shot automatically converts the screen captures to a white background and opens them in MS Paint.
Where can this add on be found?
MC print makes the background white but to open in paint with a white background is cool.
-
Hi guys I've been using MC since V6.2 so I'm old school when it comes to having a Black background graphics color.
I just installed 2022 and thought I'd play with the graphic screen background colors.
Can you guys show me some of your background screens, and what colors you use?
Cheers
-
2
-
-
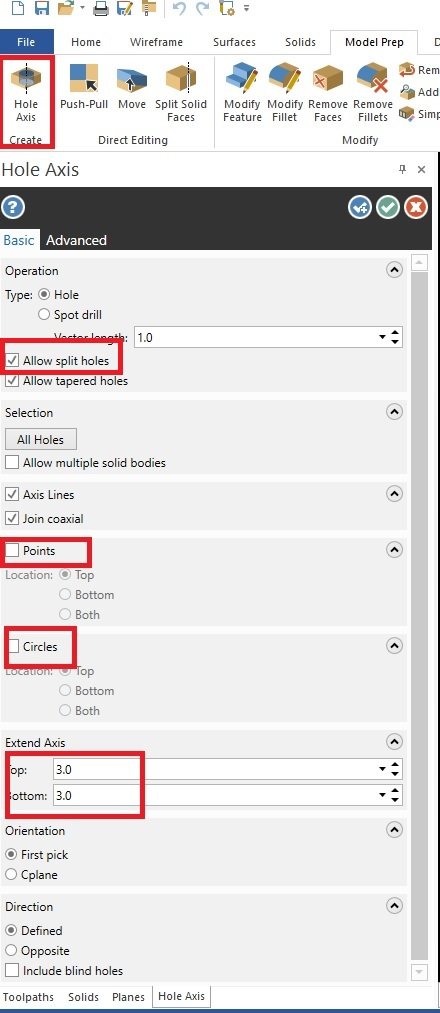
On 1/16/2021 at 6:19 AM, sir Camalot said:
Someone at CNC told me once a while back that it was not designed to have defaults but once you use it, it retains the values and then repeats the selections from the last session.
This dialog box does not retain the last settings used.
-
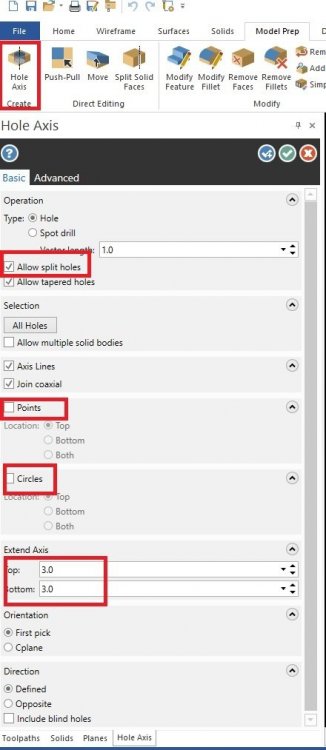 Hi guys Happy New Year.
Hi guys Happy New Year.
Is there away to make these settings stick?
Every time I open the dialog box I have to set the settings up I like each time.
-
7 hours ago, cam-eleon said:
I had similar issues with our IT "pushing" updates. I had to go back and update the graphics card drivers right from the Nvidia (in my case) web site. At least check the drivers you are running and compare with the latest available.
I update my Nvidia drivers and still verify does not work.
-
3 hours ago, Greg Williams said:
This will be fixed in Update 2.1
2.1 has not fixed these issues



Operation Selection
in Industrial Forum
Posted
Hello is there a way to set this in the System Config file? "To selected Operations"