wilson424
-
Posts
6 -
Joined
-
Last visited



wilson424's Achievements
")
Newbie (1/14)
1
Reputation
-
Thanks for the help. The applications guy showed up by coincident and gave me a post that works great.
-
I want to change the live tooling rpm out put to post a P instead of S, EXAMPLE(P100 INSTEAD OF S100). Can anyone help thanks.
-
Tool collision with stock! Can someone help?
wilson424 replied to wilson424's topic in Industrial Forum
Ok, it has something to do with what tool i use. in the pics i was using an OD 55deg right, changed to an OD rough right and it works. -
Tool collision with stock! Can someone help?
wilson424 replied to wilson424's topic in Industrial Forum
Yes. Still does it. -
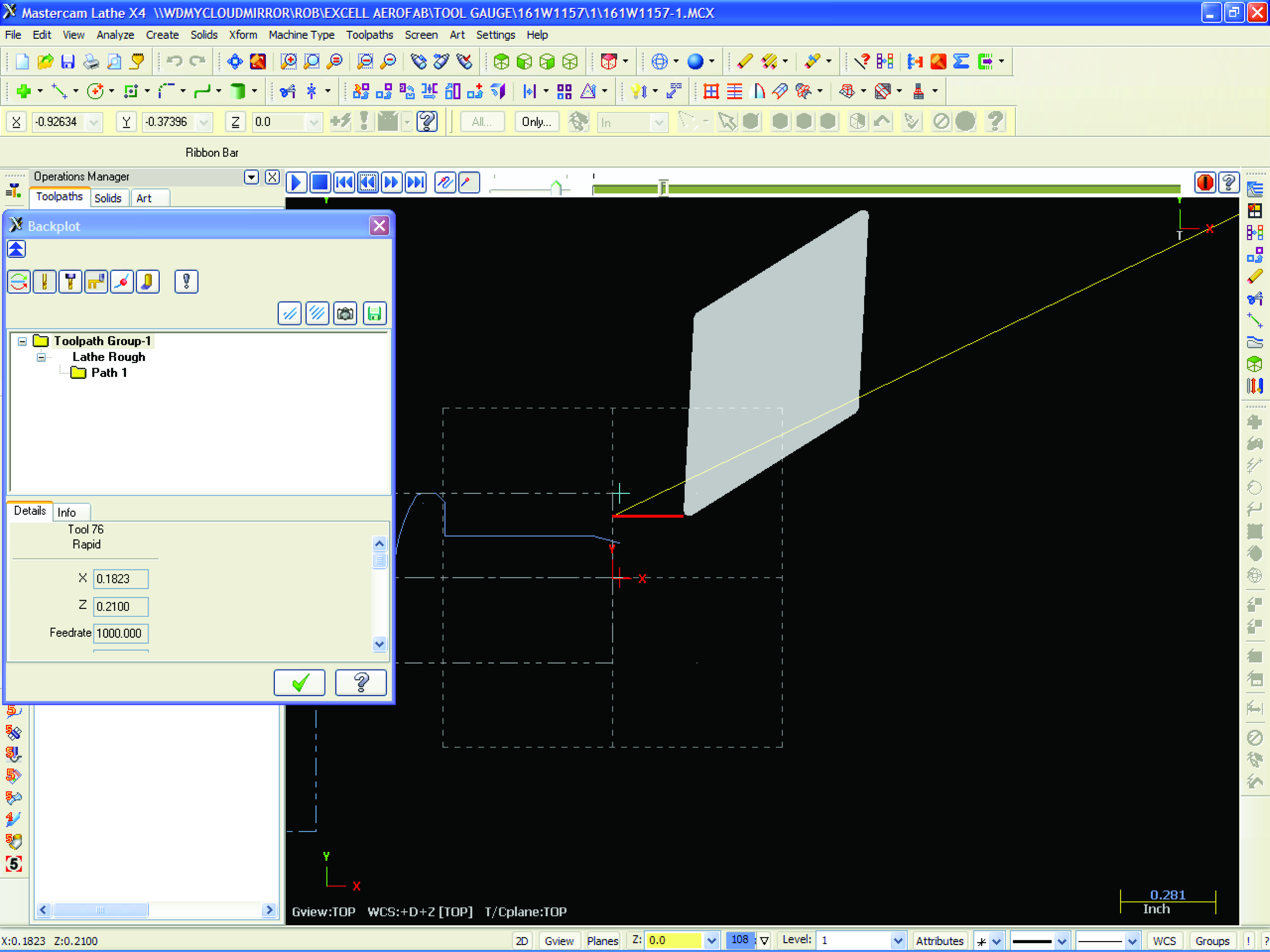
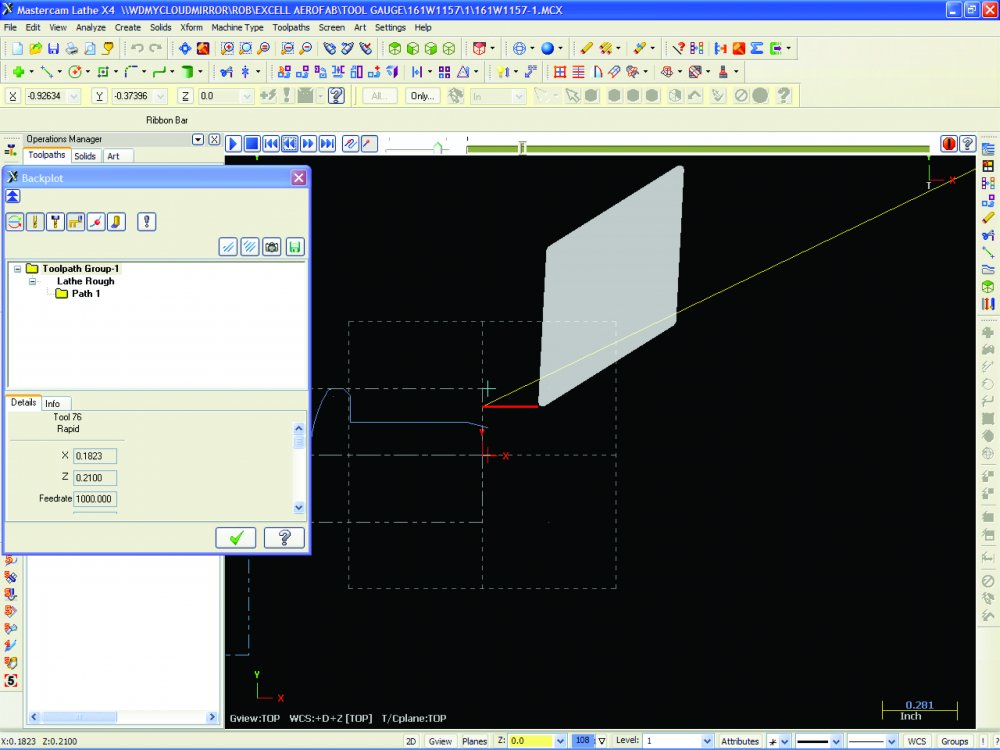
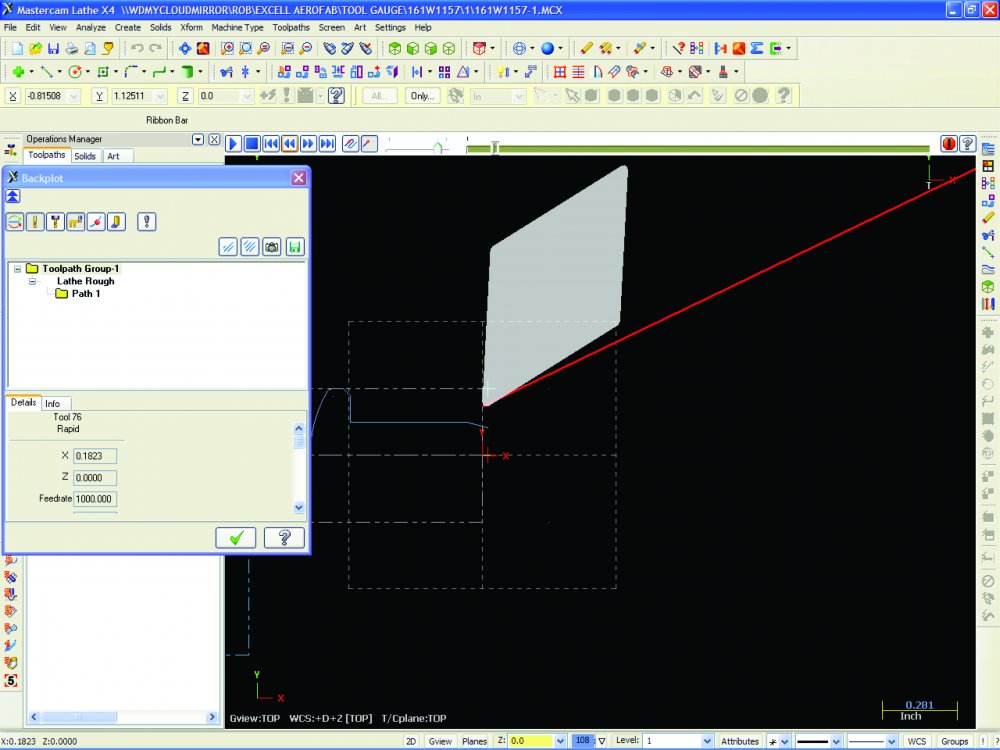
As you can see in the rough1 pic the tool rapids to Z0 then back to the start of the cut in rough2 pic. It keeps giving me tool collision error and I can't figure out why it is doing this.
-
Programming and probing backup tools
wilson424 posted a topic in Machining, Tools, Cutting & Probing
We have a new Haas EC 400 horizontal, with a work and tool probe. I am using the tool life management and it works great as long as the tool doesn't break or alarm out. I am pretty new to this type of programming, so I need some help on how to program for multiple backup tooling. Using the Tool life management, when I do a tool check probe I can't get it to change to the next available tool if the tool never reached a condition that expires that tool. I am using... G65 P9853 B1. T#3026 S.5 H.005 M200 IF[#2200EQ1]GOTO100 GOTO322 (CONTINUE PROGRAM) N100 T1032 M6 (1032 IS MY TOOL LIFE GROUP#) I have got it to work if I add #8032=1, but that only works for that one tool (T32). N100 #8032=1 (expire tool) T1032 M6