KLP1190
-
Posts
44 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by KLP1190
-
Mastercam not posting to extended haas offsets
KLP1190 replied to KLP1190's topic in Machining, Tools, Cutting & Probing
misc integer is set to post values on his pc and mine. I will have to get his post next week to see if that fixes it. Thank you both for your input. Much appreciated. -
I am having an issue with posting a program in mastercam. I am running a haas horizontal mill and need to post to my extended offsets; g154 p1, g154 p2... etc. My boss and I use the same post and his will output to the correct offset, mine posts out g110, g111, g113. Is there a setting I need to change to make this work properly?
-
I run a family of parts at my current shop that are all 3mm thick aluminum with varying features. I recently convinced the foreman to buy me a vacuum chuck for my mill to make the work holding a little easier. I picked a 3mm thick part with a 0.85mm pocket on both sides as my first vacuum project. I made a top plate for my vacuum chuck that would hold the parts nicely with clearance for the drilled holes and proper vacuum pressure. Everything is going well except the parts are coming out looking like a potato chip. They are curled pretty bad. Does anyone on here have experience with working with the vacuum chuck for a part like this? Any suggestions to get the curl out of the parts. As it is right now I have 500 to make and I have to flatten all of them on a press when I am done machining. It would obviously be nice to not have to do that. Any input would be greatly appreciated.
-
I'm not 100% positive I am in the right section of this forum, but I am gonna post this up here and see what comes of it. I have been using mastercam for about 6 years. In those 6 years I have had very little to do with surface creation in mastercam. I use Solidworks to handle most of my modeling. I was wondering if any one here had any good resources for learning about creating surfaces? I have a side project that I am working on with some really complicated geometry that can only be created using surfaces and I am kind of at a loss as to where to even begin. Thanks.
-
Since upgrading to Mastercam 2019 whenever I save my file and close the software I get stuck in a crash loop. Occasionally it will just crash out of no where and throw me into the same crash loop. I have to open task manager and kill the mastercam process to exit the loop. Not life ending, but genuinely annoying. Has anyone else been experiencing this since upgrading? Is there a fix. We are updated with all patches on all work stations. It happens on all 3 of our programming pc's.
-
Haas VF2ss + VF4ss Vacuum Chuck Accessory
KLP1190 replied to KLP1190's topic in Machining, Tools, Cutting & Probing
the stock comes in roughly 6x6x1/8. I will definitely have to do that if I can actually get these potatoes to buy a vacuum chuck. They have me doing all the leg work then maybe if the ROI is right they are going to buy one. -
Haas VF2ss + VF4ss Vacuum Chuck Accessory
KLP1190 replied to KLP1190's topic in Machining, Tools, Cutting & Probing
I'm working on making some changes here but it is looking like it is going to be a long process. -
Haas VF2ss + VF4ss Vacuum Chuck Accessory
KLP1190 replied to KLP1190's topic in Machining, Tools, Cutting & Probing
Thanks for the link btw -
Haas VF2ss + VF4ss Vacuum Chuck Accessory
KLP1190 replied to KLP1190's topic in Machining, Tools, Cutting & Probing
Believe you me, I have tried and tried to get someone to hear reason and logic. No one here will listen to me. It's foolish to order stock .007" over the size we need, but that's the way this place does business apparently. -
MAZAK NEXUS 510C-II E STOP ALARM
KLP1190 replied to KLP1190's topic in Machining, Tools, Cutting & Probing
Hey, terribly sorry I never got back to you. I am assuming by this point you have your problem fixed, but I will answer just in case anyone else looks at this. CHECK YOUR E-STOPS! I was 110% Positive that I had not hit any one of the 3 E-Stops on my mill. I knew it for fact. Until I was wrong and found the one by the tool carousel had been hit. I don't know how or why it happened, but it happened and that is what was throwing my alarm. So before you go looking like a fool on emastercam asking freshman questions like myself, listen to the kind souls like @Jaymill who remind you to check to make sure an e-stop isn't tripped. After that it is MF1+MF2+Reset. -
Good day, brothers in manufacturing. I have been tasked with finding a vacuum chuck for the shop that I work at. I know what they are and how they work. I know the pros and cons of using a vacuum system. I do not know anything about brands or where to buy equipment like this. I see a lot of machine manufacturers include a vacuum chuck as an upgrade to their existing machines. That is really all I have been able to find. I really like the system that Datron sells for their mills. In my research the parts that I saw them run on their mill were the closest to the parts we are looking for the vacuum system for. We have a series of parts, about 9 or 10 different styles, with quantities of 500 - 800 parts. We are getting our stock in at 0.125" and the finished thickness is 0.118. We have to mill both sides, the outside contour, drill and tap, and maintain parallelism within .002". We are getting killed in fixturing and change over times. Any advice you guys got would be greatly appreciated. I am at a bit of a loss here. I am used to making large aerospace components, these little plate jobs are an enigma to me. Thanks, guys!
-
303 Stainless Twisting While Machining
KLP1190 posted a topic in Machining, Tools, Cutting & Probing
I am working on a job that is quickly becoming a nightmare. Wanted to pick all of your brains to see if you had any suggestions because I have hit a wall. Cutting 303 cold drawn stainless steel in a haas vf4ss mill. Blank size is 0.3125" x 2.00" x 6.00". Trying to fit 4 rectangular brackets out of the blank. Brackets are 0.2756" x 0.2835" x 5.4331". There is a 1.4961" x 0.1575" deep step in each part that is being milled out. We are running the job in 2 operations. First op is to rough and finish the blanks 0.230" on the depth of the part, face the top, drill and tap thru holes. Second op, if I ever get a good part off, is to saw cut the blanks and load them into a fixture to finish the size and blend the profile from the bottom of the part. I cannot get these parts to stop bowing on me. They are curling along the length of the part in two directions. I have tried to slow my feeds and speeds and take smaller depth cuts. I have tried to rough the parts leaving .02" of stock a side and then finish. I have tried, as a test, just roughing out the blank and leaving the step and holes for later, saw cutting the part and found it to still be bowed. Spoke to my supervisor today. I have two things to try this morning. I am going to attempt to rough each bracket with .02" of stock on each one, unclamp the part in the vise and let it spring, then reload and finish the profiles and face the top. If that doesn't work I am going to try to cut down to 3 parts per blank using the same process. If there is something I am missing please let me know. Thanks guys. -
Thank you all for the input. It's really appreciated.
-
Sorry, it has to go 2" deep.
-
Any alternative ideas? The lathe I am on does not have through tooling coolant.
-
I am working on a part made of Inconel 625 that is giving me a hard time. The hole needs to finish at 0.441 Diameter. My initial plan was to drill the hole then ream to finish. I just keep burning up my drills. So far I have trashed a solid carbide drill and a firex coated cobalt. The last tool I burned up was the firex coated cobalt. I was running it at spindle speed of 350, 0.0045/ Rev, 40 SFM with a 0.650" peck. I am chip breaking but I am not dwelling. If anyone has any input it would be much appreciated. TIA.
-
I run a Mazak Nexus 510 C-II. After having a service tech come out and work on it my machine home location is different. I need to know if there is anyway I can change the home position for my machine. TIA.
-
Hey guys, quick question for you all this Saturday morning... Where do you put your wear comp in the control on this machine? I am very unfamiliar with Mazak. Trying to get these parts out the door.
-
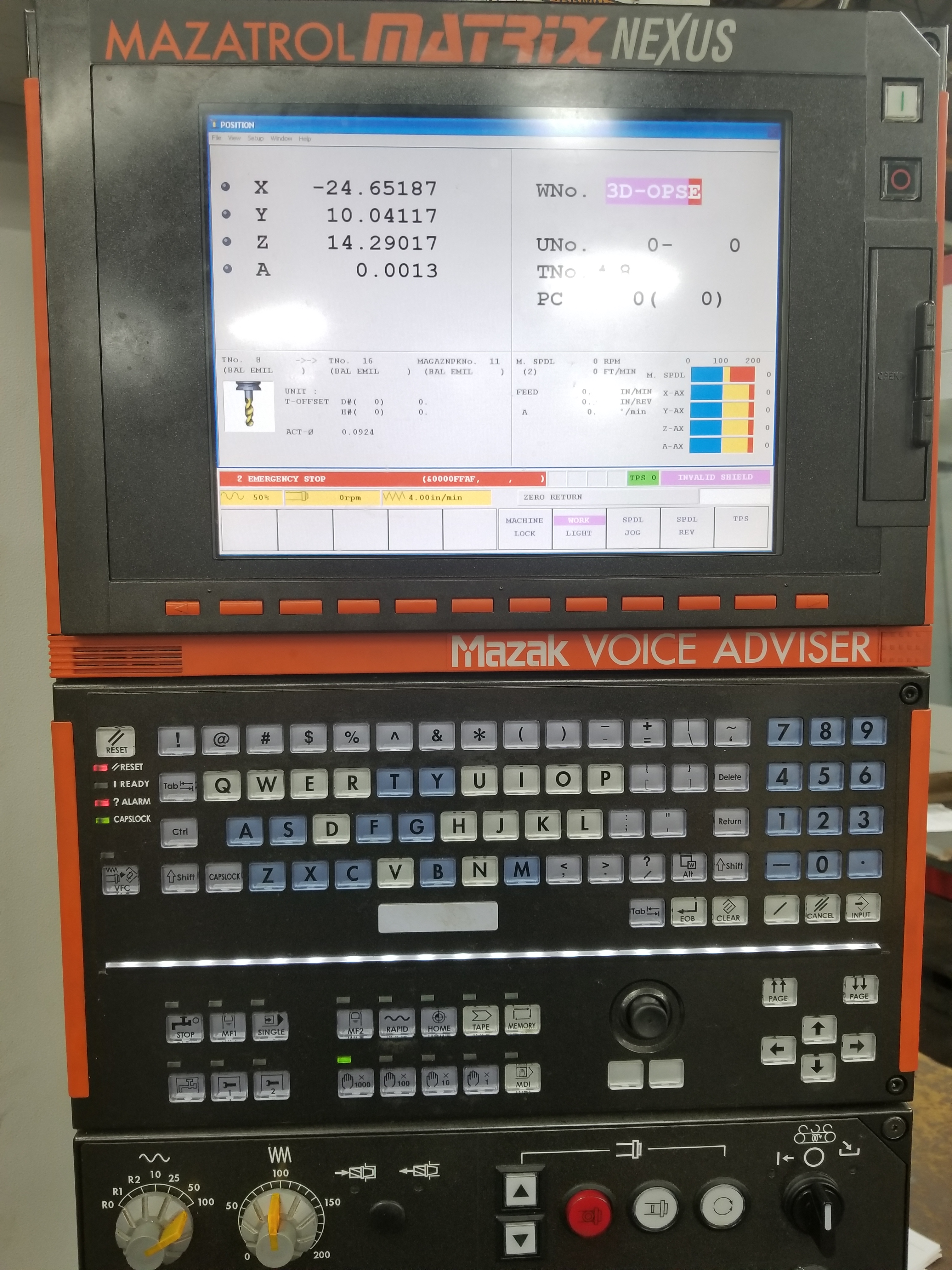
MAZAK NEXUS 510C-II E STOP ALARM
KLP1190 replied to KLP1190's topic in Machining, Tools, Cutting & Probing
That did nothing for me. That's all the mazak tech support had to offer as well. I tried disconnecting the 4 axis as someone in another forum suggested and that didn't work. It's just wild to me that it worked fine this morning. I had to tag some parts and prep another fixture to mount to the rotary and when I came back to the machine it was all locked up with this alarm on it. I looked at the alarm history and the only other thing that had happened was a soft limit alarm on Friday. Nothing else since then. -
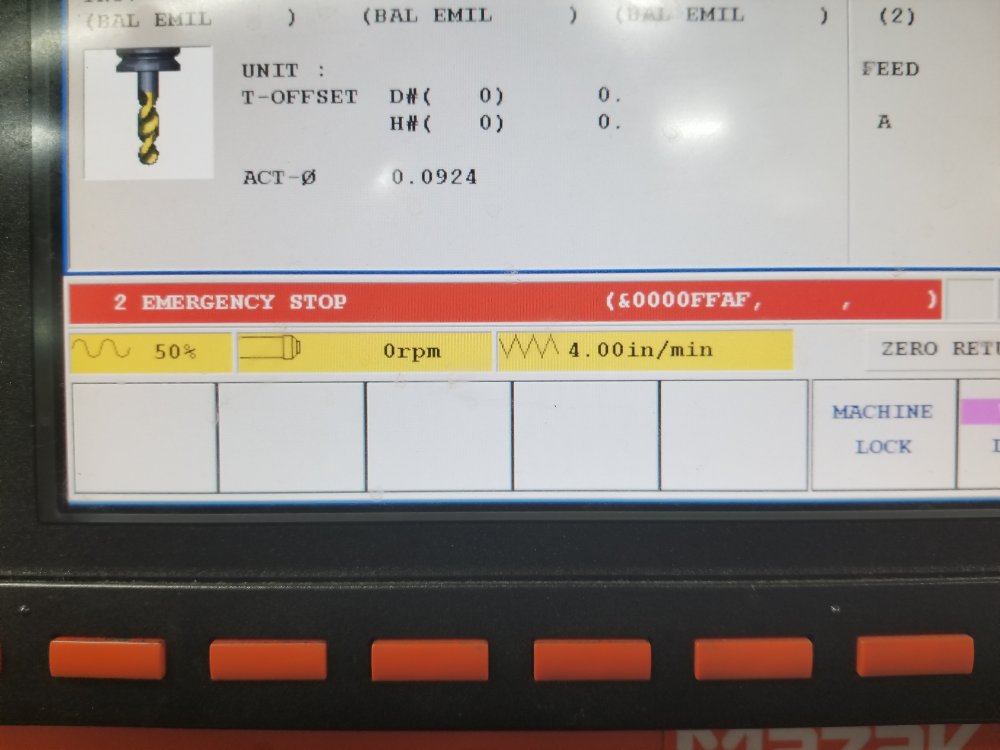
Came in this morning and fired up my machine. I was able to home the machine and jog it to take a fixture off my rotary axis. When I tried to put the new fixture back on I was getting an alarm on my machine and everything is locked up. The alarm is 2 Emergency Stop &0000FFAF. I cannot figure out what the hell is wrong. One minute it was fine the next it is locked up and won't do anything. Any help would be appreciated. I am not a mazak guy. I know very little about the control or the machines. Got thrown onto this machine and I am trying to figure everything out but it keeps throwing me curve ball after curve ball.
-
MAZAK Nexus 510 Tool Change Hang Up
KLP1190 replied to KLP1190's topic in Machining, Tools, Cutting & Probing
Thank you! -
Machine hung up in the middle of a tool change. Getting a 293 No Tool Unload (MAG POS ERROR) Yellow alarm. Says I have commanded a tool change and the magazine is not at the normal position. Move back to normal position and command tool change. Not quite sure how to move the magazine to the normal position and we do not have the manual for this machine. Thanks all.
-
Hero of the day. Now I might actually get these parts out on time. Thanks buddy. Even the Mazak service tech told us there was no way to manually turn on the pumps at the control.
-
Where might I be able to find that? I can set up and run a mazak but when it comes to stuff like this I am a little lost.
-
We ran the grease to almost empty. I filled it back up but I think we have air in the line. I cannot for the life of me figure out how to purge the lines.