Brute440
-
Posts
11 -
Joined
-
Last visited


Brute440's Achievements
")
Newbie (1/14)
1
Reputation
-
Rapid moves really slow when doing 4th axis work
Brute440 replied to Brute440's topic in Industrial Forum
Sorry, apparently posted the same message twice -
Rapid moves really slow when doing 4th axis work
Brute440 replied to Brute440's topic in Industrial Forum
Not necessarily, but I understand what you are saying. I worked on a part last week where I had to cut a series of grooves around a cylinder. Strictly rotating the A axis while stepping the Z down and the X back and forth. I kept the Z down in the part and was able to cut north of 70ipm... According to the feedrate I programmed in MASTERCAM using axis substition. The A feed rate for the diameter of the part I was working on translated to roughly 1700 deg. Per minute (according to the readout on the console). I can get the A to do G1 movements with a feedrate of F2000 and when I do a G0 Axxx it will rapid at 3000 deg. Per minute. Atleast according to the readout on the screen. The main axis (x,y, and z) all rapid normally. But, when I combine the X and A on a rapid move the feedrate slows down to a crawl of 300 accoridng to the screen on the mazak. This kills my cycle time. If instead of, G0 Z.1 (rapids out of the part) X5.0 A180. (Rapid to the next pocket-this is where it crawls at 300) G1 Z-.05 F30. If I plug in a G1 and a feedrate of F1500. Or F2000 after it rapids up out of the part it will move much much faster. G0 Z.1 (rapids out of the part) G1 X5.0 A180. F1500. (This will move faster than the G0) G1 Z-.05 F30. Which doing that for a test part wasnt a problem but, when I have more than a few rapid movements it becomes counter productive. I tried to change all the rapid movements to linear movements at their maximum feedrates in MASTERCAM. But, when I set the max linear feedrate at 150.0 and the rotational feedrate at 3000.0 the machine would move the X from one pocket to the next at 150 IPM. Which is fine but, when it would move the X and the A from one packet to the next... It would do it at 150. Which is unfortunately even slower than the G0. Is there a way I can break the rapid movements up to where they will not move simultaneously? G0 Z.1 X5.0 A180. G1 Z-.050 F30 -
Rapid moves really slow when doing 4th axis work
Brute440 replied to Brute440's topic in Industrial Forum
I forgot to bring my flash drive home so, I won't be able to get near the machine until Monday morning. I do know that it does a rapid like this when I have the issue. G0 z.1 X5.0 A180. G1 z-.050 F30. Of course I am just pulling those numbers out of my head but, I believe that is the format it is using. I usually turn the rapid feed rate down at the machine while I am dry running it. So, I know it is doing a rapid when it rolls the X and A because I crank the rapid feedrate up to 100% and watch it crawl to the next shape. Then I slow the rapid back down to dry run it. The very first test part I did I ran in to this issue but, since it was just a test I went through the program and changed all the rapid XA movements to G1 with a feedrate of 1500. G0 z.1 G1 X5.0 A180. F1500. G1 z-.050 F30. That fixed the issue but, I can't figure out how to get MASTERCAM to do that and .. That is kind of why I think it is a parameter in the machine. -
I am working on a project in a Mazak VCN with a 4th axis and need some advice on the rapid movements from one shape to the next. I am pocketing a series of circles .100 deep. 4 of them across the and 4 of them evenly spaced around a cylinder. When the tool rapids out of the pocket (.100 above) it does a G0 and rapids in the X to the next shape just fine. But, Once it rapids out of the 3rd shape the rapid CRAWLS (roughly 300 degrees per minute) when it does an X and an A movement together. If I do a rapid in just the A it will rapid quickly (where I want it) and It will also rapid in the X,Y, & Z just fine. When I try to rapid both the X and A at the same time it will crawl. I don't have a copy of the program here and won't be near the machine again until Monday. What gets me, is when I do a G30 to bring the table up to the door it rapids all the axis just like it is supposed to. What is the easiest way to get around this reduced rapid? I am thinking that it is a parameter in the machine but... I am not sure where or what it would be. Can I break up the rapid movements in MasterCAM? Has anyone ever ran in to something like this?
-
Need help Control Cutter Comp with the Rolldie.dll
Brute440 replied to Brute440's topic in Industrial Forum
I have been pulling my hair out trying to figure out what I am doing wrong. I jogged the tool above the part and reran it then I noticed... When it is running Tool 1 where it roughs the shape out they Y stays at 0. It should always be at 0 over the centerline of the roll. When tool 2 starts, G41 comes up, the 4th rotates and when it gets to the first radius on the rectangle the Y axis jumps .100 then when it gets to the next radius the Y jumps to -.100 and it does this on all 4 radius of the rectangle. What in the world will cause the machine to .200 when it isn't in the code?!?!?! -
Need help Control Cutter Comp with the Rolldie.dll
Brute440 replied to Brute440's topic in Industrial Forum
I didn't think of that! Thanks, -
Need help Control Cutter Comp with the Rolldie.dll
Brute440 replied to Brute440's topic in Industrial Forum
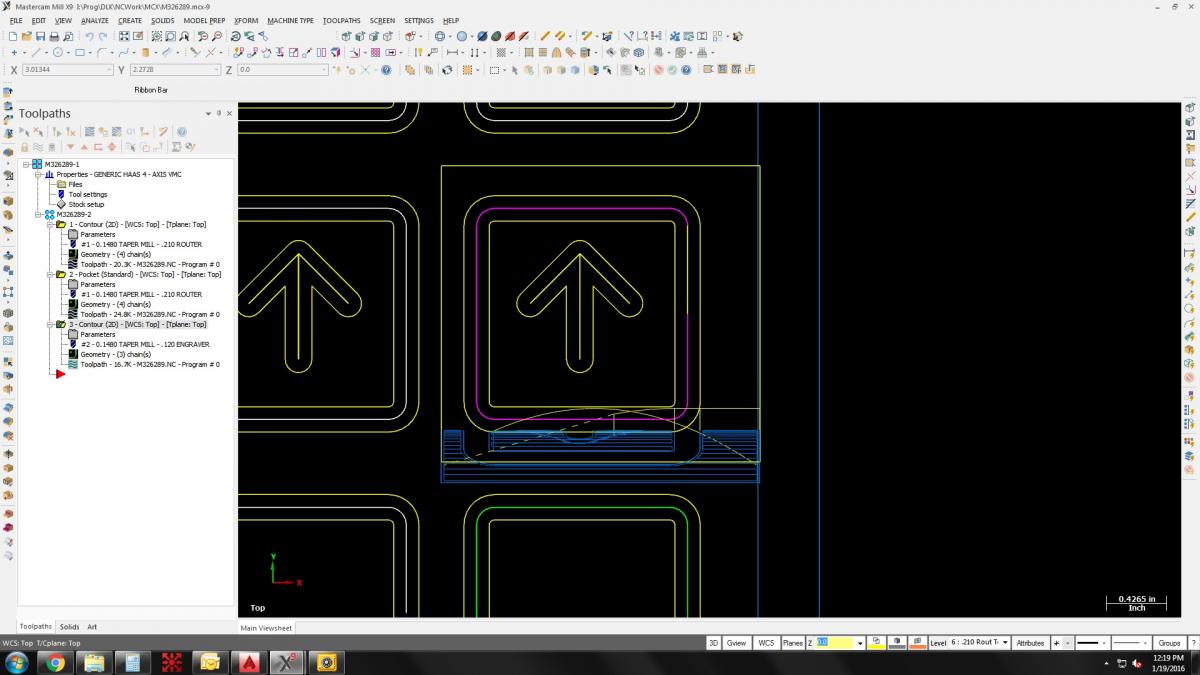
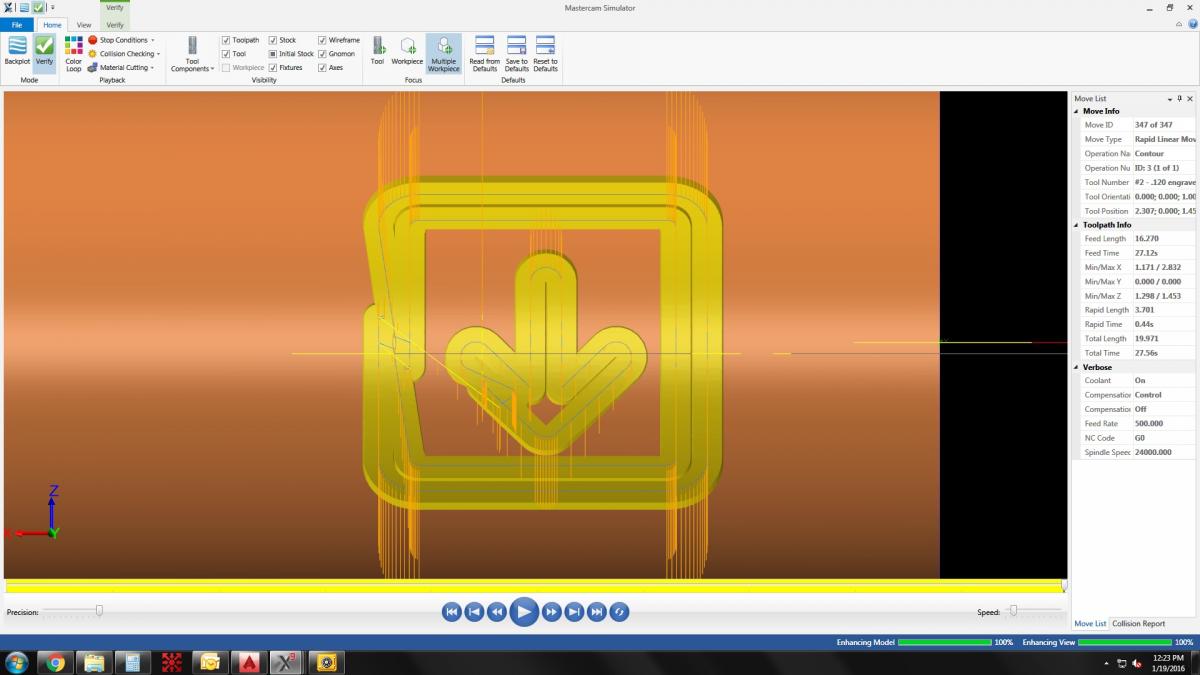
I changed the ramp and helix height to zero and it looked exactly how I wanted it to. But... when i post the code it does some funny stuff. Looks like I am not allowed to upload an EIA file? Check out the attached pic of what the attached program does. It sits down on the right side and makes a lateral move through the blade then rolls the A and jumps through the blade at every corner radius. We stopped it before it went too far. I am kinda ready to pull my hair out. N326289.mcx-9
-
Need help Control Cutter Comp with the Rolldie.dll
Brute440 replied to Brute440's topic in Industrial Forum
Just a Mastercam file? Let me know if the attached file helps. M326289.mcx-9 -
Need help Control Cutter Comp with the Rolldie.dll
Brute440 replied to Brute440's topic in Industrial Forum
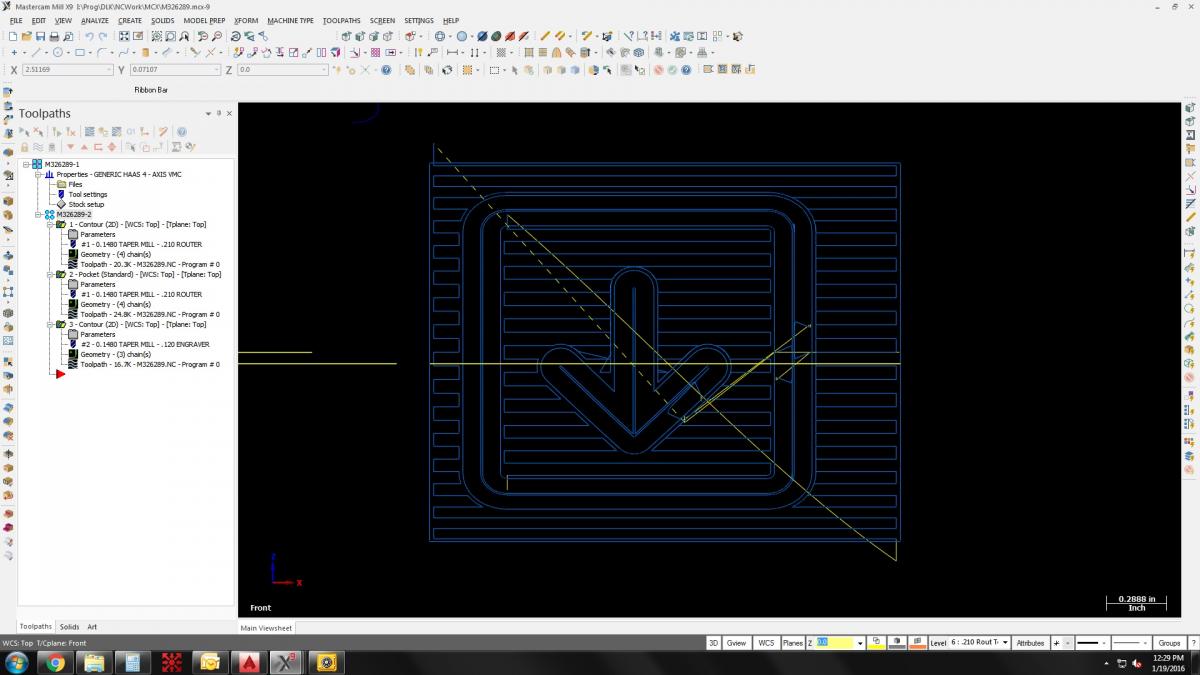
Lets see if these screen shots work/help. Here is the geometry I am using to get the bugs worked out. It is just an 1 1/2" rectangle with 1/8" corners and a 3/4" arrow inside of it. I offset a tool path to rough it in an pocket the shapes out. Then i offset contour the geometry .0008 and rounded the sharp corners off of the arrow. The S move is in Mastercam and the Mastercam Verify matches what the machine does very closely. I have the stock to leave at .004 because I want the rectangle that needs to be engraved to be about .008 thick at the top when I am done with it. I will look in to using "wear" because, that sounds like the best of both worlds. I can get it to work when using "computer" but, it doesn't give me the G41 that i need at the machine. If "wear" will give me the G41 that I need I will use it. I back plotted the tool paths and I am obviously missing something some where. When I verify the tool paths you can see what I mean about the S shaped tool path. It sits down on the geometry then moves to the wrong side of it and back through it to where it should be.


-
Good morning guys, I am working on a project where I need to engrave a rectangle in to a cylinder substituting the Y for A movements. I am using a tapered end mill in a Mazak VCN with a 4th axis. I have the shape drawn in the flat plane and am using the rolldie.dll with the axis substitution. The problem is using when "control" cutter comp the end mill sits down on the tool path and doesn't offset (or turn on G41). It goes down the center of the geometry and will scrap the part out. When I create the tool path with out the rolldie.dll and just use the axis substitution the endmill sits down on the geometry (no G41) and makes an S move to the wrong side of the geometry and then when the A starts to roll the end mill comes back to the correct side of the rectangle and is continues along on the correct side of the geometry. I am kind of stumped as to what I am doing wrong. Does anyone have any advice for using Control cutter comp with the rolldie.dll? I need some advice badly!
-
Jerky Motion on Mazak Rotary 4 Axis Toolpath
Brute440 replied to Rotary Ninja's topic in Industrial Forum
I know this is an OLD thread but.... CNC Brett, THANK YOU! for posting the solution to your problem. I am chasing the same sort of thing on a Mazak VCN with a 4th axis. THANK YOU THANK YOU THANK YOU