





Jandr0
-
Posts
15 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Jandr0
-
-
Hi everyone,
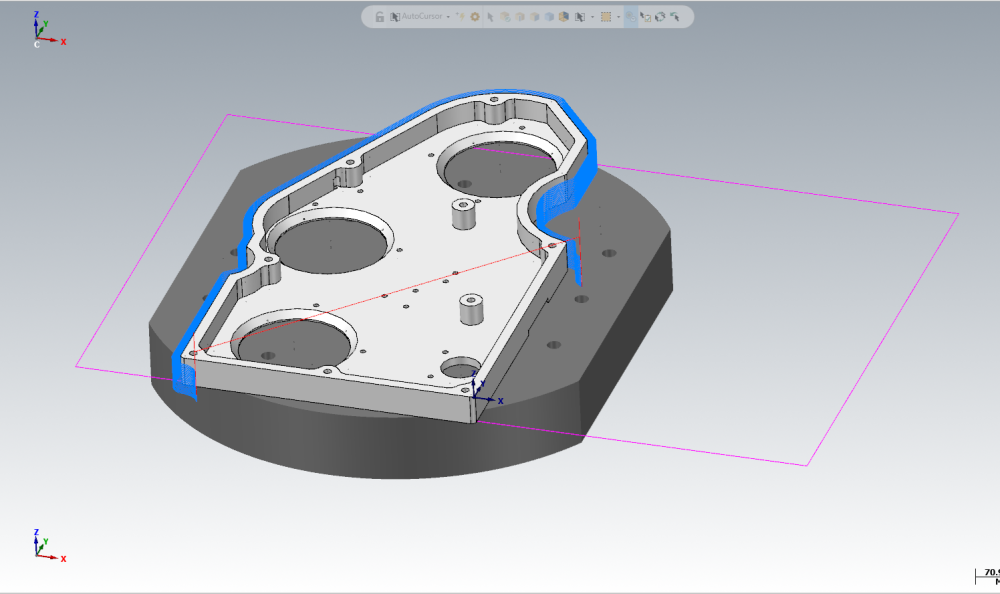
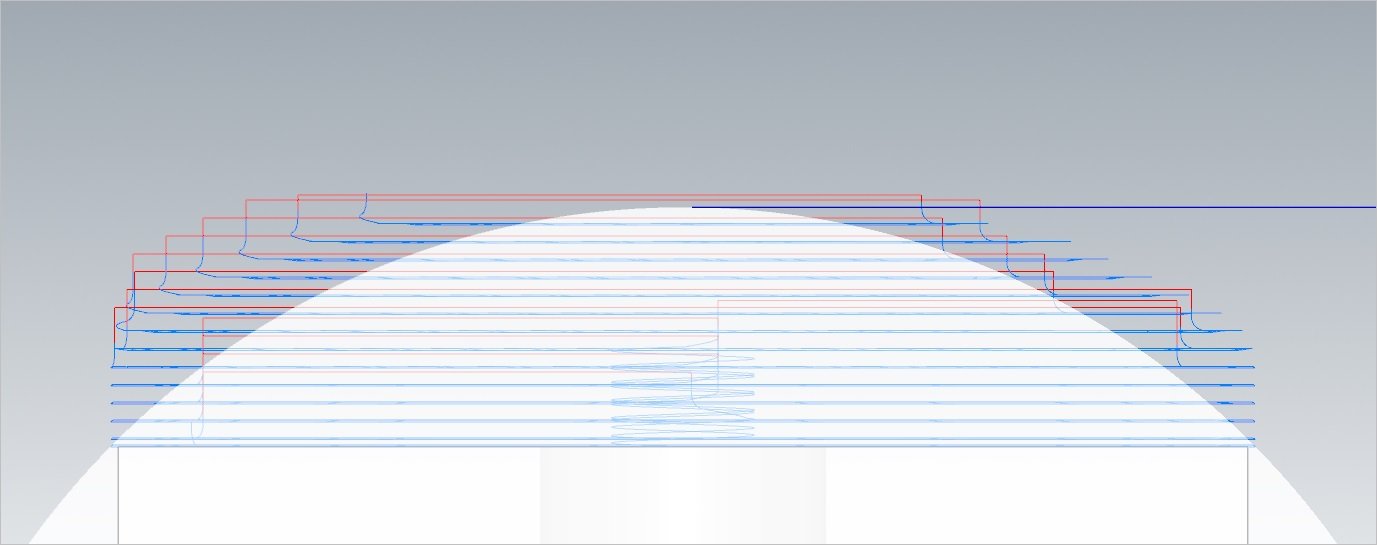
Today i have a problem that my workpiece is just a little bigger than my table (outside my xy axis travel limit).
I know that the contour toolpath can be done with different C-angle in each wireframe section to avoid overtravel move.
But what i want to ask : is possible if i just make a single toolpath to solve this travel limit issue?
Here is the illustration to make it clear. Pink line is the axis limit.
Any solution would be really appreciated. Mcam attached.
Thanks in advance!
-
The solution is only 3D converter
-
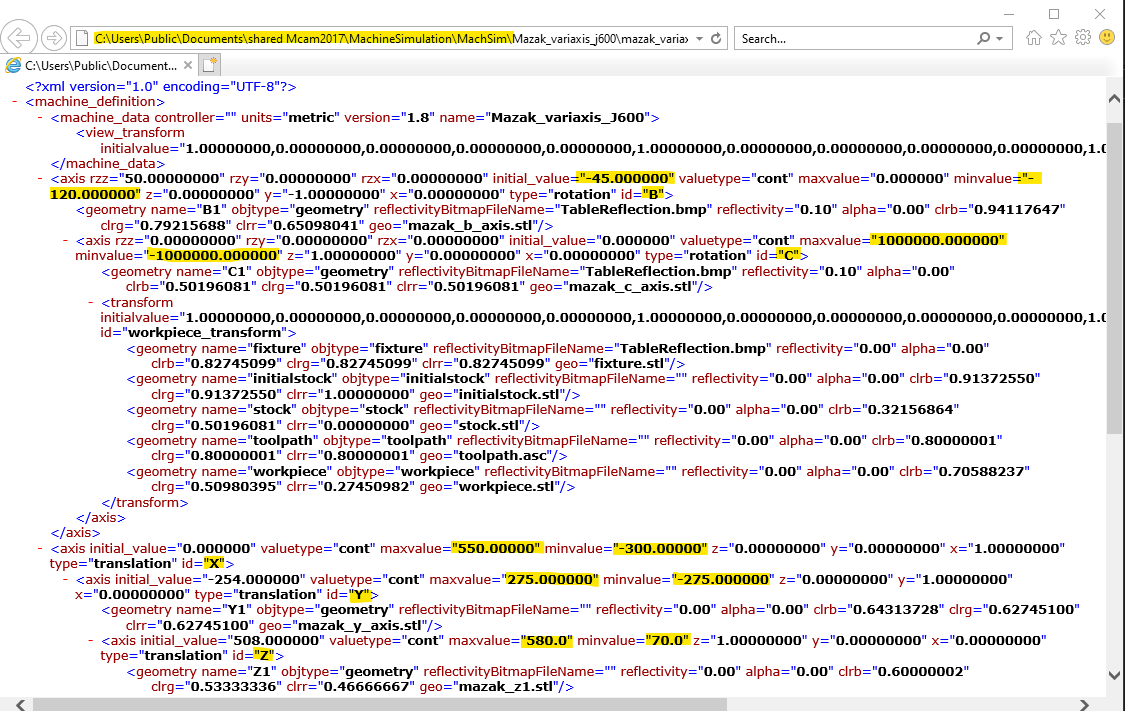
Try to edit the kinematic build of your machine located in C:\User\Public\Documents\SharedMcamXX\YourMachine\YourMachine.xml
Just focus on yellow mark. Hope it help.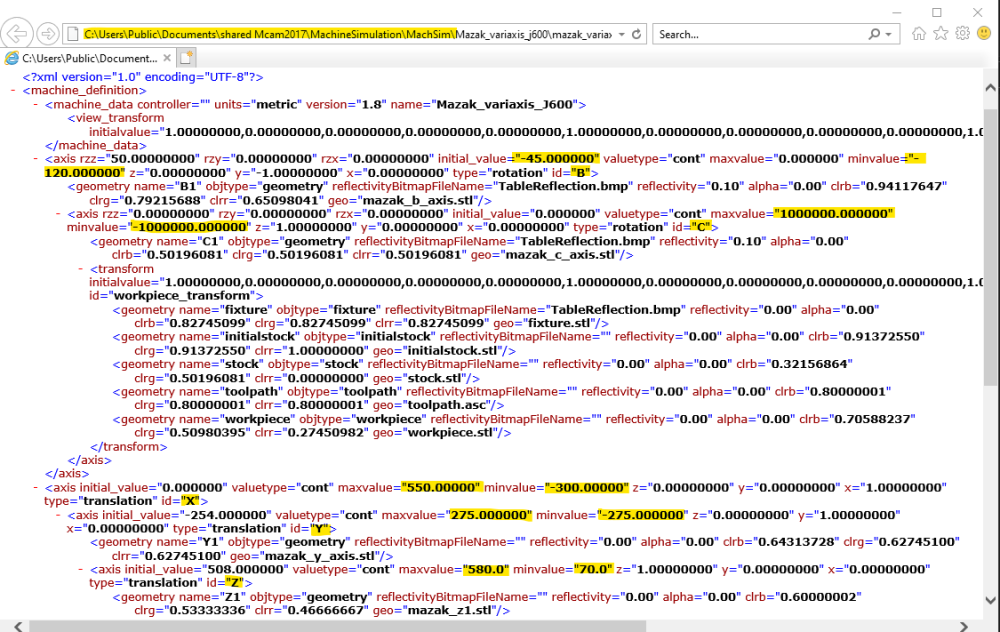
-
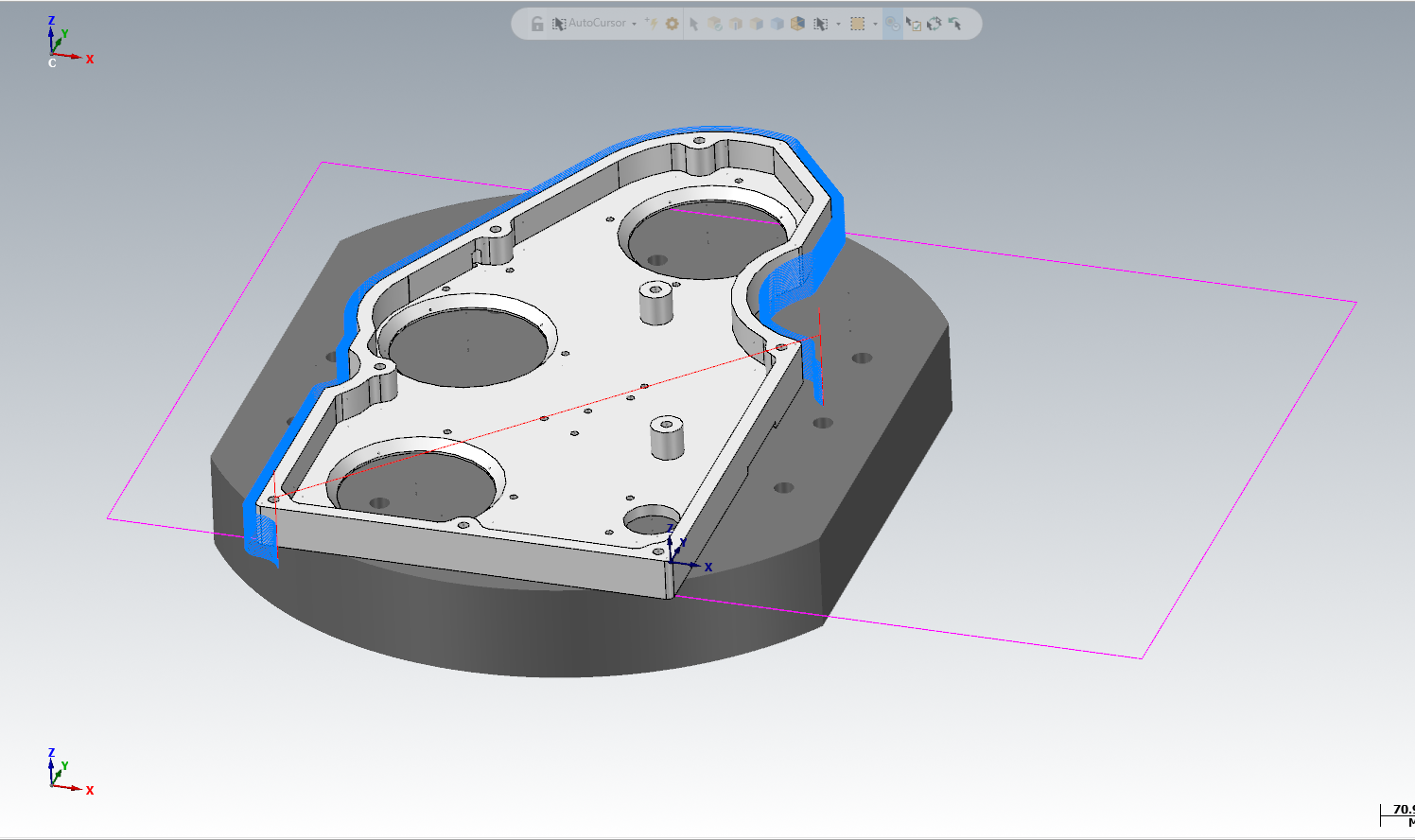
It works!
Thanks
-
-
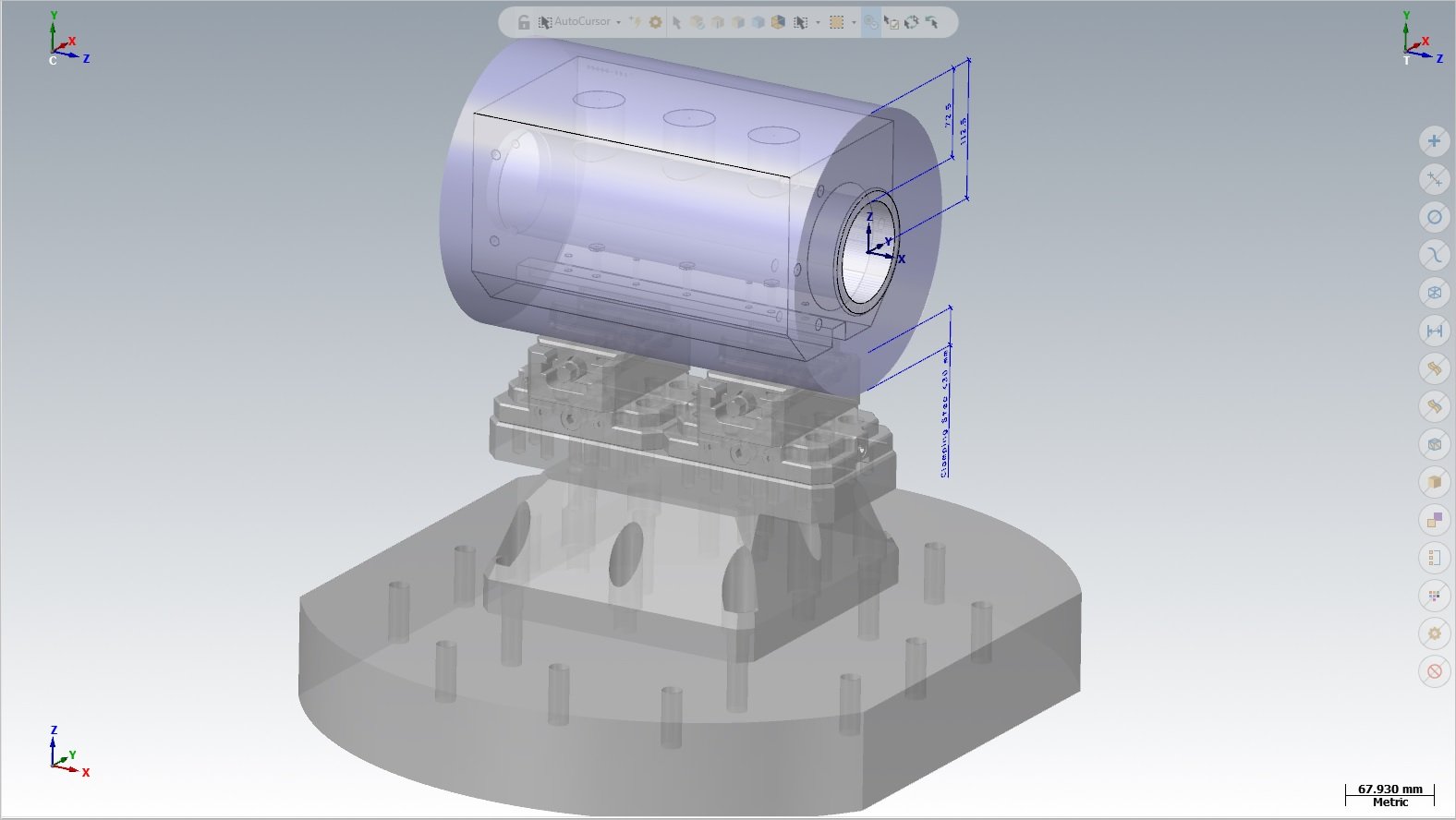
What's the best metodh / toolpath used to remove round material like this?
-
Try to trigger your post with a little A angle.
Example A=0.1
I usually do this if I want C output-
 1
1
-
-
On 3/20/2020 at 8:40 PM, AlbertZini said:
I got mixed up before and after

 . After the last M09 (between M09 and M30) I turn on air cooling to signal the end of the program
. After the last M09 (between M09 and M30) I turn on air cooling to signal the end of the program

Btw, good idea

-
On 4/3/2018 at 11:13 AM, taperlength said:
Looks similar to the Variaxis J-500-5X only the trunnion tilts the other way. If I won the lottery, I would put one in my garage.
The tilt range are in symmetrical, it said -110/+110. Our J600/5x Variaxis have -120/+90 B-Angle.
-
 1
1
-
-
Thanks for the advice. I has already had 3 times training to our reseller before. Have another extra training is good, but wouldn't it better if we have a real group or maybe community?
I mean that we can have a lot of sharing experience in that group like machining videos, which can inspire us. Job vacancies and selling merchandise are just the opportunity.
Because as far as I know, theory and practice are sometimes different. My company just plot 1 programmer only, which are no experience before. I just sometime feels lonely if there is no person who understand our job. Haha
But it's ok if we are in different opinion, I just ask if you have a group like that, then kindly invite me to join
.gif ":)")
-
Is there any WhatsApp group for machinist/programmer in this forum?
I'm just a beginner 5axis programmer and my boss suggest me to learn from the expert here.
If u don't mind please accept me in, hope we can share any knowledge that programmer must have.
Thanks a lot.
-
On 9/4/2019 at 1:03 AM, jwvt88 said:
Thanks for everything guys, I learned a lot through the Webinar video and on the forums about creating the setup sheets. I finished my setup sheets and they are working great thus far. However now one of my fellow programmers would like the tool list creation to be better. I see that both the operation manager tool list and simple tool list in the tool manager are different, and I have edited them how we like -- but one problem. The min and max z do not work within these tool lists.. as far as I can tell they don't work in anything in the MSC folder. I thought maybe just putting them into SST would work but it gives me wrong format when I set it in config. But thanks to this post I have greater understanding.. it is not working due to it not being an operation. It is like a partial operation in the MSC folder? I there any work around for this?
Dear Jwvt88, we face a same problem, especially when I try to migrate from MCam2017 to MCam2018 with a duplicate SST from my 2017.
And I'm here in order to find this solution also.
As far I know, the "summon-world" of max tool depth (from all operation) were change from 'NCFILE/MIN-Z2' in 2017 to 'NCFILE/MIN-Z-TPLANE-O' in 2018.
But, there is some problem where 'MIN-Z-TPLANE-O' show NA when I try to generate a setup sheet in MCam18.
In my opinion, MCam17 is better than MCam18 in generate a setup sheet as you n see in attached file below. We have max depth output, but show NA in 2018.
Oh,, also please don't hesitate to ask me for the SST if you wants too. Thx be4.
-
1
-
-
On 1/29/2020 at 10:58 PM, jwvt88 said:
This is a LOT more complicated than that and far more complicated than it should be in my opinion. But you need to familiarize yourself with the ActiveReports Designer. First you'll need to figure out what report you're using. If you're just using the basic Mastercam report then it is named something like "setup sheet(mill)". You'll need to find this file in your ActiveReports Designer. These are generally located in your shared documents. Something like C:> Users > Public > Public Documents > Shared Mastercam 2020 > Common > Reports > SST > Setup Sheet (Mill). Note there are a lot of .rpx files in here. Any file with a hyphen "-" at the start is a sub report in Active Reports. Go ahead and open your report. In your report you will see MACHINE-NAME under the Mastercam logo. This is the part you will need to change to have your file name instead. If you click on that window you get some options that pop up in the right window. Under the "Data" drop down, you will see two areas where it says DataField and Text. DataField is what references what it actually shows on your report, text is just for your reference in the ActiveReports Designer but I always keep them the same. Go ahead and change the values in these boxes to "MCXFILE-SHORT". Once you do this now it will show your file name instead of your machine name in that area of your setup sheet. You should at this point save it, but you don't need to overwrite it. You can save it as something like your company name 2020 setup sheet. Then when you want to make more changes you can always go into it and change things how you want, and you also have the original saved. Go ahead and go back into MasterCam now and create a setup sheet. Click at the bottom under Report Templates and hit F2, then find your new Setup sheet name. Now you should be all set. Let us know if you have any more questions.
It doesn't work in my Mastercam 2017.
I think ActiveReport Designer are default to read the name of post processor used
-
No u can't. U have to input a new name everytime u create a new pdf file.
I want to solve this problem too a years ago, but nothing we can do.
I think this problem was in the active reports viewer
5x Rotary Table Hint
in Industrial Forum
Posted
Mr Fish,
Can u please give me an example for the correct output gcode from my mcam file? Using the correct post
Trying to figure it out by myself to edit the post, because the actual move on machine is not correct.
I follow your method, and I think the problem is start from line 24.
Been tried to edit manually into correct order (g43.4 H... Z...;) but still output wrong move
Should it be G43.4? or there is another option?
Been on mastercam seat for 5years now, been doing a little change in my postability post. But nearly give up in this case.
I'm so curious to figure out the correct output, so i can guess where is the part of my post to be fixed.
Don't give me a correct post, just give me a clue (correct gcode output) so i can learn to fixed it by myself. If you please.
Thankss