





@Mastercam
-
Posts
79 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by @Mastercam
-
-
Hello Everyone,
How to enable Shortest Direction in MPLMASTER ? via. MD I've tried but not working.
I'm using MPLMASTER - 2022 -
11 hours ago, crazy^millman said:
Rotating the Plane give you what you needed?

By Rotating plane is a secondary solution.
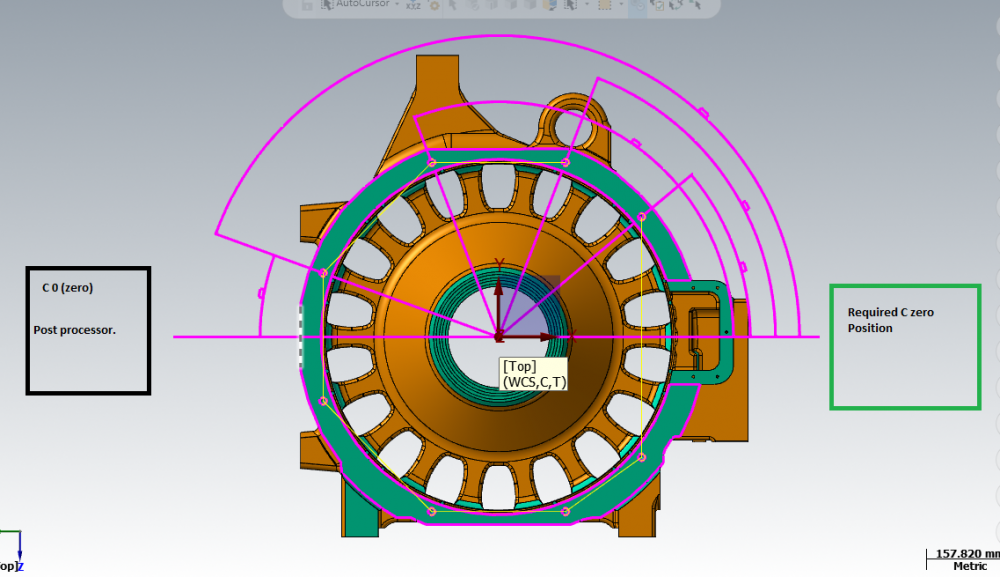
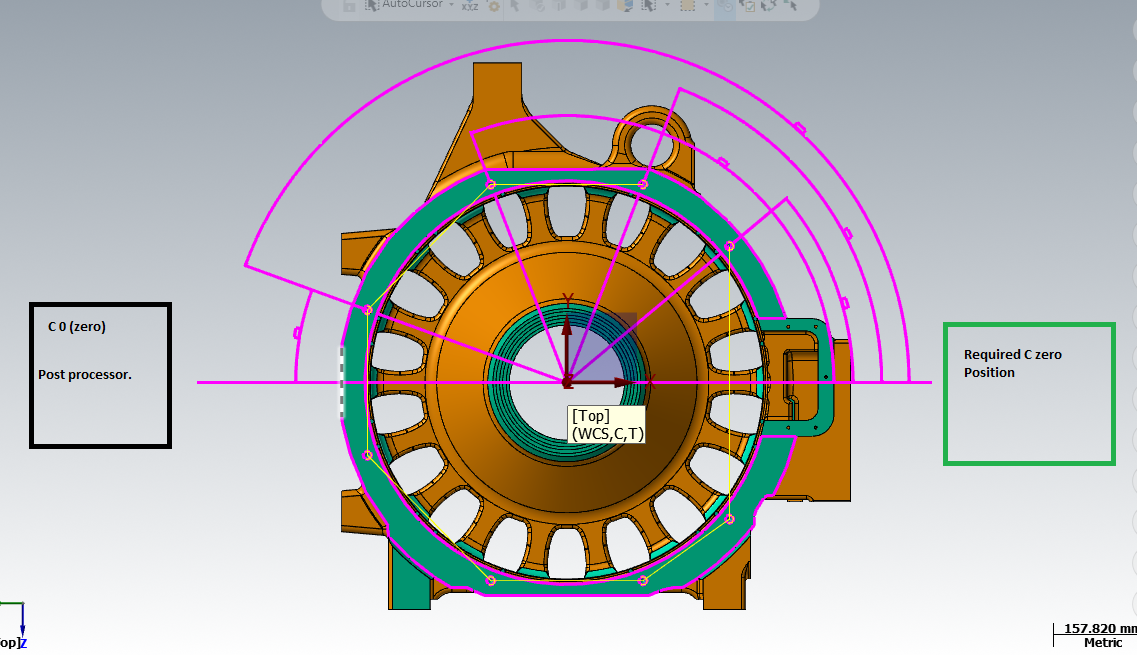
In Generic post C zero is at 12 clock position for Lathe - Looking from front & For VTL C zero at 9 clock position - Looking from Top . But i need this C zero at 3 clock position.
so i made change in MD c-axis but it is not working.For reference, I've attached some of images...….
-
21 hours ago, crazy^millman said:
Take you [top-1] plane and rotate it 90 degrees and regenerate the operation. I got this:
% O0000 (PROGRAM NAME - T2) (DATE=DD-MM-YY - 13-02-21 TIME=HH:MM - 07:30) (MCX FILE - C:\USERS\RON\DOCUMENTS\MY MASTERCAM 2021\MASTERCAM\PARTS\VTL C AXIS SETTING.MCAM) (NC FILE - C:\USERS\RON\DOCUMENTS\MY MASTERCAM 2021\MASTERCAM\LATHE\NC\T2.NC) (MATERIAL - ALUMINUM MM - 2024) G21 (TOOL - 8 OFFSET - 8) ( 10. FLAT ENDMILL) G0 T0808 G17 M23 G0 G54 X46. Z5. C110. G97 S1145 M52 G81 Z0. R2. F229. C155. G80 G28 U0. V0. W0. H0. M55 T0800 M30 %Generic post might not give you what you need. I am afraid you going to have to reach out to your dealer and get a custom post for what you need. I tried switches in the post and nothing seemed to give me what your after. I haven't messed with post in years I leave it to the professionals and focus on other work.
Thank you so much !
-
41 minutes ago, crazy^millman said:
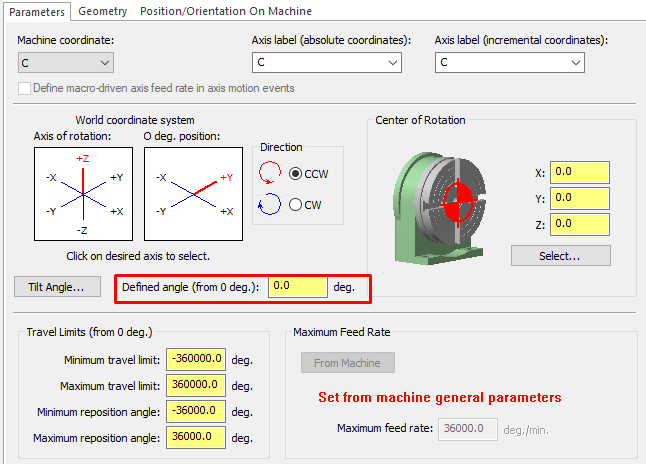
Go in the LMD (Lathe Machine Definition) and set the start angle for the C axis 90 or -90 and see if that helps.
it's not working
-
3 hours ago, crazy^millman said:
Are you using a Mastercam Generic Post that is looking to the LMD? If you you have a setting in there to control this.
Yes, I'm using generic VTL post.
-
Hello Gents,
How to change c axis zero position in VTL?
In default VTL post C axis zero is at 9 clock when looking from top. But I need to change this position to 3 clock. I've attached .Mcam file also
If anyone know kindly assist me to that.
-
4 minutes ago, crazy^millman said:
I stand corrected the post has not been modified I apologize for making that assumption.
Okay since you shared your file I will try to help you get it.
We are looking in the Post for psccomp as the output variable.
We first see it called in the ltlchg$ section of the post. This the first block called when changing tools or making a program. We see it in this section.
ltlchg$ #Toolchange, lathe toolchng = one gcode$ = zero copy_x = vequ(x$) pcc_capture #Capture LCC ends, stop output RLCC c_rcc_setup$ #Setup LCC on first 60000 plcc_lead_begin #Save original in sav_xa and shift copy_x for LCC comp. pcom_moveb #Get machine position, set inc. from c1_xh c_mmlt$ #Position multi-tool sub, sets inc. current if G54... ptoolcomment comment$ if home_type < two, #Toolchange G50/home/reference position [ sav_xh = vequ(copy_x) sav_absinc = absinc$ absinc$ = zero pmap_home #Get home position, xabs ps_inc_calc #Set start position, not incremental #Toolchange home position if home_type = one, pbld, n$, *sgcode, pfxout, pfyout, pfzout, e$ else, [ #Toolchange g50 position pbld, n$, *sg28ref, "U0.", [if y_axis_mch, "V0."], "W0.", e$ toolno = t$ * 100 + zero if home_type = m_one, pbld, n$, *sgcode, *toolno, e$ else, pbld, n$, *sg50, pfxout, pfyout, pfzout, e$ ] pe_inc_calc #Update previous absinc$ = sav_absinc copy_x = vequ(sav_xh) ] toolno = t$ * 100 + tloffno$ pbld, n$, *sgcode, *toolno, e$ pbld, n$, pfsgplane, e$ pcaxis_off_l #Postblock for lathe transition pcom_moveb #Reset machine position, set inc. from last position pcan pspindle if opcode$ <> 106 | (opcode$ = 106 & suppress_point_spindle = no$), #Do not enable spindle for point toolpath [ if css_actv$, [ if css_start_rpm, prpm #Direct RPM startup for programmed CSS else, pcssg50, pcss #NO RPM start - just output the CSS ] else, prpm #Direct RPM was programmed ] sav_absinc = absinc$ if home_type > one, absinc$ = zero pcan1, pbld, n$, psccomp, *sgcode, pwcs, pfxout, pyout, pfzout, pscool, strcantext, e$ plcc_lead_end #Use sav_xa to position with comp. LCC pcom_movea #Update previous, pcan2 ps_inc_calc #Reset current absinc$ = sav_absinc if (opcode$ <> 106 | (opcode$ = 106 & suppress_point_spindle = no$)) & css_start_rpm, #Do not enable spindle for point toolpath pcssg50, pcss #CSS output AFTER a G97S???? RPM spindle startup c_msng$ #Position single-tool sub, sets inc. current if G54... toolchng = zero !op_id$, !lturret$, !tool_op$, prv_millcc = zero prev_spindle = spindle_no$ #Save spindle used in this operationI like to copy the line or lines of code and then paste them into my post keeping the original post blocks like they were for reference.
# pcan1, pbld, n$, psccomp, *sgcode, pwcs, pfxout, pyout, pfzout, # pscool, strcantext, e$ pcan1, pbld, n$, *sgcode, pwcs, pfxout, pyout, pfzout, pscool, strcantext, e$ #RDB 2-11-21 Removed psccompI then test the post and see where the G41/G42 get output to see if that moves it to where I want. Now we have created a big mess and don't get good output. We have different options, but none of them are what I would consider acceptable and worth spending anymore time on.
% O0000 (PROGRAM NAME - T) (DATE=DD-MM-YY - 11-02-21 TIME=HH:MM - 07:29) (MCAM FILE - C:\USERS\RON\DOCUMENTS\MY MASTERCAM 2021\MASTERCAM\PARTS\CUTTER COMPENSATION TEST.MCAM) (NC FILE - C:\USERS\RON\DOCUMENTS\MY MASTERCAM 2021\MASTERCAM\LATHE\NC\T.NC) (MATERIAL - ALUMINUM MM - 2024) G21 (TOOL - 12 OFFSET - 12) (OD RIGHT 55 DEG INSERT - DNMG 15 06 08) G0 T1212 G18 G97 S2136 M03 G0 G54 X43.951 Z5.3 M8 G50 S3600 G96 S295 G99 G1 Z3.3 F.2 Z-59.864 X46.447 G18 G3 X46.847 Z-60.064 K-.2 G1 Z-97.155 G40 X49.676 Z-95.741 G0 G42 Z5.3 X41.055 G1 Z3.3 F.2 Z-59.864 X43.951 G40 X46.78 Z-58.45 G0 G42 Z5.3 X38.159 G1 Z3.3 F.2 Z0. Z-59.864 X41.055 G40 X43.884 Z-58.45 G0 X46.247 G28 U0. V0. W0. M05 T1200 M01 (TOOL - 21 OFFSET - 21) (OD FINISH RIGHT - 35 DEG. INSERT - VNMG 16 04 08) G0 T2121 G18 G97 S2487 M03 G0 G54 X37.759 Z2. G50 S3600 G96 S295 G1 Z0. F.2 Z-60.064 X46.447 Z-97.155 G40 X49.276 Z-95.741 G28 U0. V0. W0. M05 T2100 M30 %I have what I call the Vanilla, Chocolate, Strawberry things people want. End of the day if it makes a good parts and get the job done then be happy you can do so and this will be one of those instances where sorry you get what you are getting. Want something super custom then reach out to your dealer and get a custom post because because of the way you want to see it. I tested this with about 5 different free lathe posts and they all do the same thing. Only my custom posts do what your asking for.
Sorry I couldn't be of more assistance, but thank you for showing your a legitimate user of Mastercam.
Thank you for quick response

-
1 hour ago, crazy^millman said:
Okay post a Z2G and then we can see what you're seeing. I have never seen the default Lathe post put the G41 there so that is new and not sure why you're seeing it. Only way to know is to have a copy of everything to then see why.
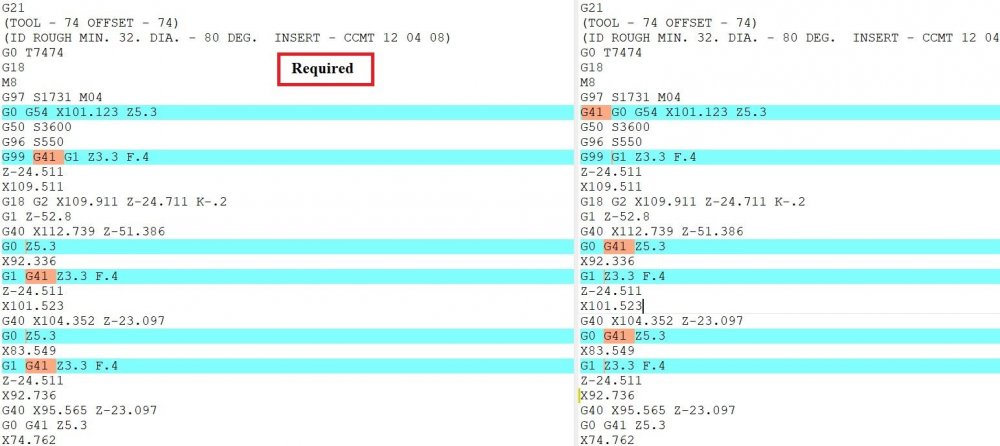
i've attached post & project . Default output for G41/G42 is in rapid block , But we need in linear block.....
-
6 hours ago, nickbe10 said:
This will require some fairly straight forward post modification.
Will need to know your base post and what you want it to look like.
i'm using Default MPLFAN for MC2021
5 hours ago, crazy^millman said:Looks like someone messed with your post. I have never seen G41 come out like that. Reload the Generic post and see what it does. If that is correct then do a file compare to correct the mistake someone made with the post.
No one has modify the post . Only our requirement is G41/G42 should be come in Linear blocks only .
if possible could you please help me to fix this. -
Hello Everyone,
Is it possible to change cutter compensation position in linear block in lathe. Because we are facing issue when using cutter compensation - control mode.
is there any switch inside the post ?
-
On 9/15/2020 at 4:16 AM, Zaffin_D said:
The following regex will match M1000 - M1099
\bM10[0-9][0-9]\b
Here is a link to it being checked against common M-codes
As far as what language is used; in this case it probably doesn't matter. They all should support what you are trying to do. One difference I'm aware of is the the C++ standard library regex implementation doesn't support lookbehind. I think this goes for javascript also, but google will have a better answer if you care to get into the minutiae.
Hi,
can you give me regex Sync code range from M01- M1000
-
On 3/14/2019 at 10:23 PM, JParis said:
FIle is missing . Can you send it again ?
-
On 7/9/2020 at 6:50 AM, Zaffin_D said:
The above regex has some holes in it.
Here is a better one...
\bM([1-9][0-9][1-9]|[1-9][1-9][0-9]|[2-9][0-9][0-9])\b
...and here is the regex being tested against some common M-codes.
\bM([1-9][0-9][1-9]|[1-9][1-9][0-9]|[2-9][0-9][0-9])\b { Current range is 101-999}
Hi,
How i can increase the range to 1000-1099
Regex Programming Language-
1. Python
2.Java
3. Javascript
4.PHP
5.c/c++
Which Programming Language is used to Creating regex for Mastercam ?
-
On 7/8/2020 at 11:53 PM, JoshC said:
please try this.
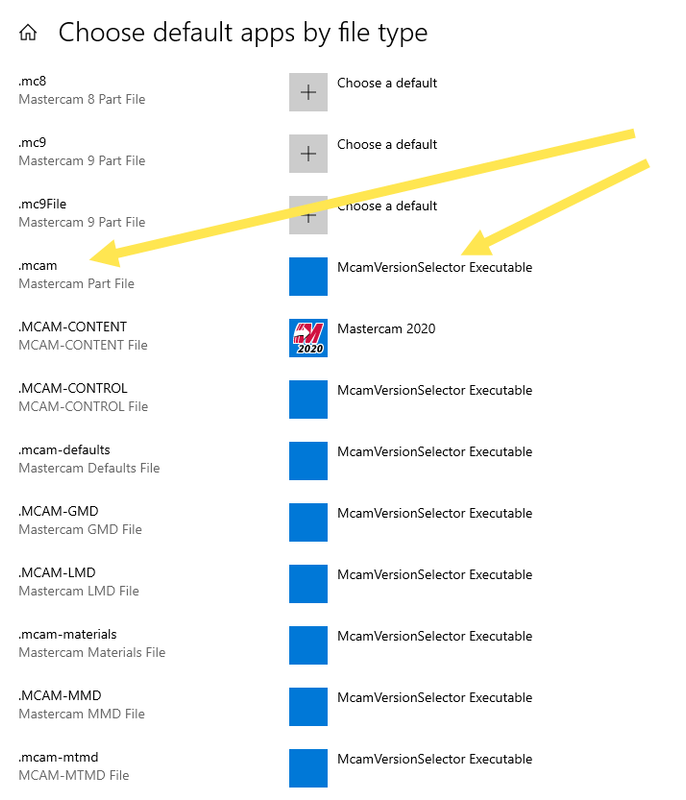
1. if you search the start menu for “choose a default app for each type of file” you should see that under system settings as I show in the first image below
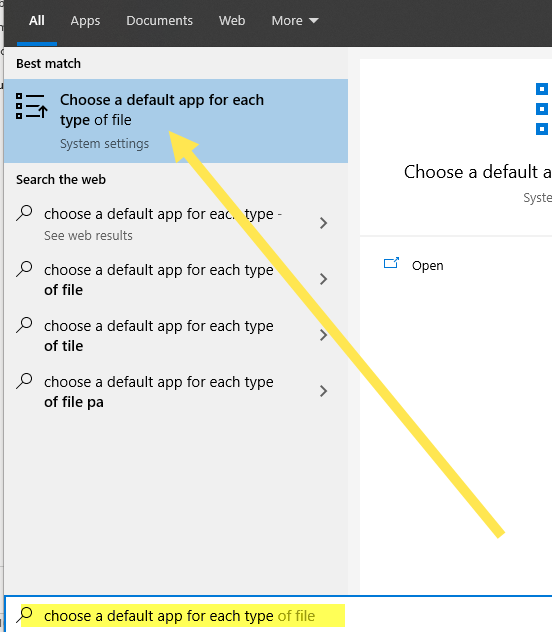
2. From there you should be able to set the .mcam file extension to open with McamVersionSelecter executable
Facing the same issue after fixing that before a couple of months .
-
 1
1
-
-
Do you have for 2021.
-
On 8/1/2020 at 1:12 AM, nickbe10 said:
Have you tried a parameter dump?
Yes, But not getting.
-
Hello Everyone,
Does any one know Toolpath Hole definition Parameter Number for diameter ?

-
Thank you all . it works good !
-
hello,
Is it possible to manipulate Manual entry output as per requirements. Kindly refer below example.
% O0000 (TOOL - 12 OFFSET - 12) (OD RIGHT 55 DEG INSERT - DNMG 15 06 08) G0 T1212 G18 G97 S1724 M03 G0 G54 X54.469 Z4.5 M8 M101 header position required G50 S3600 G96 S295 G99 G1 Z2.5 F.2 Z-65.577 X57.767 X60.595 Z-64.162 G0 Z4.5 X47.873 X50.701 Z-64.162 G0 X58.767 0. ( M101 footer position required but getting 0 value ) G28 U0. V0. W0. M05 T1200 M30 %
-
Thank You Sir,
# Create a variable named 'tool_num'. # Format as "integer" if t$ < 10, tool_num = t$ * 1000 #Convert to 1000's if t$ > 9 & t$ < 100, tool_num = t$ * 100 #Convert to 100's if t$ > 99 & t$ < 1000, tool_num = t$ * 10 #Convert to 10's place if t$ > 999, tool_num = t$ pbld, n$, *tool_num, sm06, e$above script i have already implemented . My intention is there should provision in fs2
For example program number - fs2 7 4 0 4 0l #Integer, force four leading
when i enter program no 1 output is O0001 ( Right - Left ).
Program no. fs2 is completely reverse in my case. ( output should be - O1000 )
-
Hello,
Is there any way to added trailing zero base on input in fs2
fs2 7 0 4 0 4t #Integer, force four trailingfmt "T" 7 t$
when i gives input to tool no. as below
input - output to be accepted
1 - T1000 ( single digit input )
11- T1100 ( two digit input )
101 - T1010 ( Three digit input )
T1000 - T1000 ( 4 digit input ) as it's.
to meet above requirement. Any suggestion in above fs2
-
1 minute ago, byte said:
That's the dialog I see when I do a bad job with my .Net programming.
Maybe shoot Qc an email?
QC<AT>Mastercam<DOT>Com
.Net Programming. what was that ?
-
On 7/20/2020 at 1:08 AM, crazy^millman said:
For machine sim? Or for the Machine definition that is not tied back to the Machine sim or even has any effect on any toolpath in Mastercam? Please give some more detail.
Not for Machine Simulation.
when i set xyz limit in Machine Kinematics in .mmd file. it doesn't shows any effect when toolpath creation or Nc code.
-
Hello Everyone,
Greetings !
I'm facing issue with zip2go creation. if i select continue no file stored inside zip2go.
Any possible solution.


MPLMASTER Post C axis milling
in Post Processor Development Forum
Posted
Thank you Mr. Alex