@Mastercam
-
Posts
79 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by @Mastercam
-
MPLMASTER Post C axis milling
@Mastercam replied to GGORR's topic in Post Processor Development Forum
Thank you Mr. Alex -
MPLMASTER Post C axis milling
@Mastercam replied to GGORR's topic in Post Processor Development Forum
Hello Everyone, How to enable Shortest Direction in MPLMASTER ? via. MD I've tried but not working. I'm using MPLMASTER - 2022 -
VTL C axis Zero Setting
@Mastercam replied to @Mastercam's topic in Post Processor Development Forum
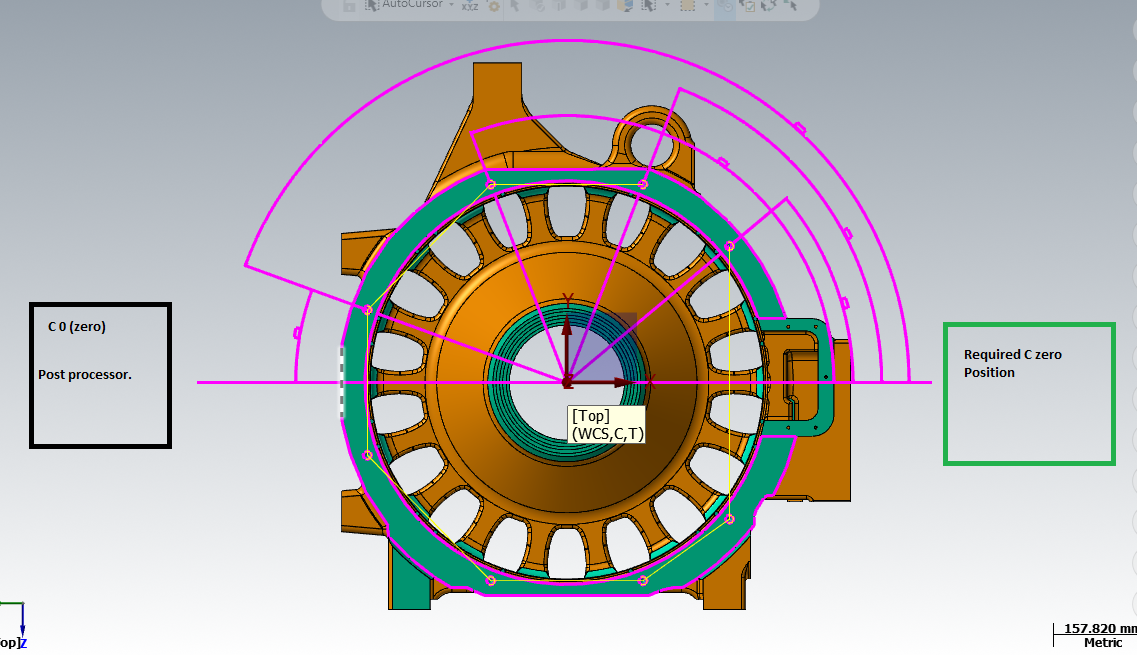
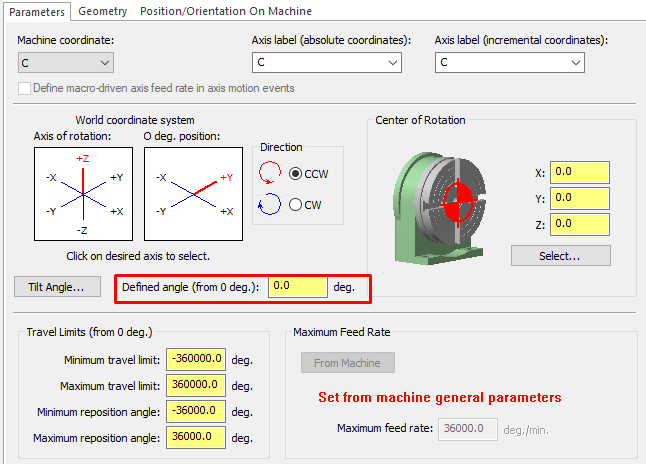
By Rotating plane is a secondary solution. In Generic post C zero is at 12 clock position for Lathe - Looking from front & For VTL C zero at 9 clock position - Looking from Top . But i need this C zero at 3 clock position. so i made change in MD c-axis but it is not working. For reference, I've attached some of images...….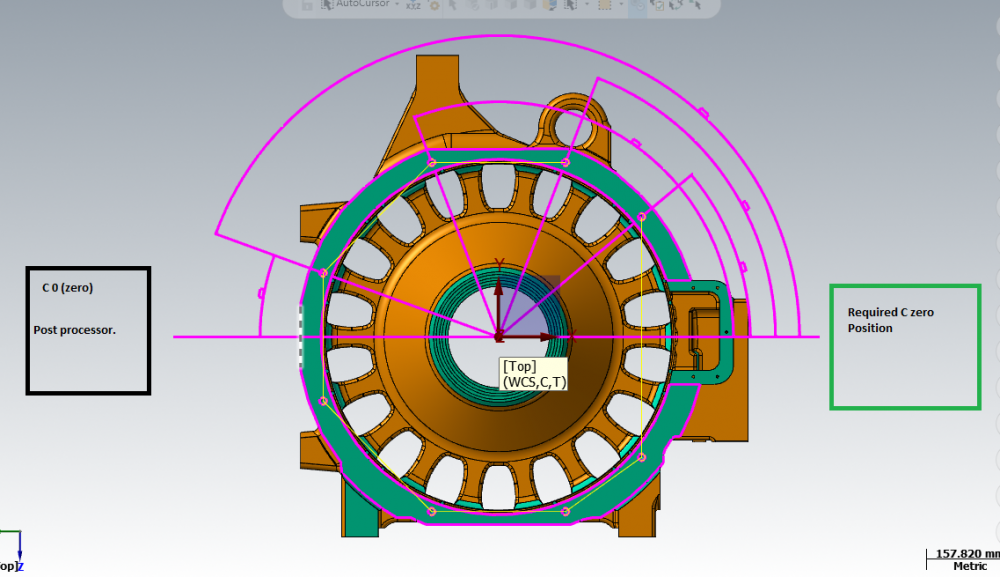
-
VTL C axis Zero Setting
@Mastercam replied to @Mastercam's topic in Post Processor Development Forum
Thank you so much ! -
VTL C axis Zero Setting
@Mastercam replied to @Mastercam's topic in Post Processor Development Forum
it's not working -
VTL C axis Zero Setting
@Mastercam replied to @Mastercam's topic in Post Processor Development Forum
Yes, I'm using generic VTL post. -
Hello Gents, How to change c axis zero position in VTL? In default VTL post C axis zero is at 9 clock when looking from top. But I need to change this position to 3 clock. I've attached .Mcam file also If anyone know kindly assist me to that. VTL C Axis Setting.mcam
-
How to Change Cutter Comp. position in Lathe
@Mastercam replied to @Mastercam's topic in Post Processor Development Forum
Thank you for quick response -
How to Change Cutter Comp. position in Lathe
@Mastercam replied to @Mastercam's topic in Post Processor Development Forum
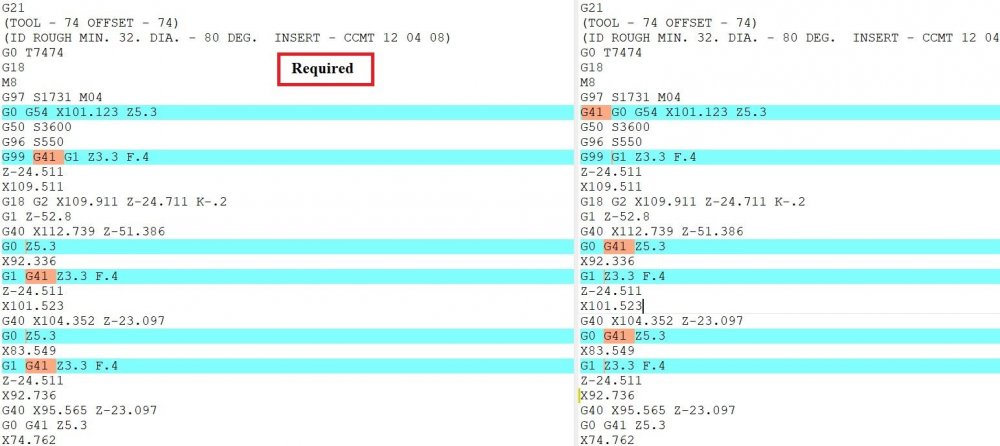
i've attached post & project . Default output for G41/G42 is in rapid block , But we need in linear block..... Cutter Compensation Test.mcam MPLFAN.mcam-content -
How to Change Cutter Comp. position in Lathe
@Mastercam replied to @Mastercam's topic in Post Processor Development Forum
i'm using Default MPLFAN for MC2021 No one has modify the post . Only our requirement is G41/G42 should be come in Linear blocks only . if possible could you please help me to fix this. -
Hello Everyone, Is it possible to change cutter compensation position in linear block in lathe. Because we are facing issue when using cutter compensation - control mode. is there any switch inside the post ?
-
Hi, can you give me regex Sync code range from M01- M1000
-
G10 Output help please......
@Mastercam replied to ICT_Outkast's topic in Post Processor Development Forum
FIle is missing . Can you send it again ? -
\bM([1-9][0-9][1-9]|[1-9][1-9][0-9]|[2-9][0-9][0-9])\b { Current range is 101-999} Hi, How i can increase the range to 1000-1099 Regex Programming Language- 1. Python 2.Java 3. Javascript 4.PHP 5.c/c++ Which Programming Language is used to Creating regex for Mastercam ?
-
McamVersion Selector Executable isn't Working
@Mastercam replied to @Mastercam's topic in Industrial Forum
Facing the same issue after fixing that before a couple of months . -
Do you have for 2021.
-
Yes, But not getting.
-
Hello Everyone, Does any one know Toolpath Hole definition Parameter Number for diameter ?
-
Thank you all . it works good !
-
hello, Is it possible to manipulate Manual entry output as per requirements. Kindly refer below example. % O0000 (TOOL - 12 OFFSET - 12) (OD RIGHT 55 DEG INSERT - DNMG 15 06 08) G0 T1212 G18 G97 S1724 M03 G0 G54 X54.469 Z4.5 M8 M101 header position required G50 S3600 G96 S295 G99 G1 Z2.5 F.2 Z-65.577 X57.767 X60.595 Z-64.162 G0 Z4.5 X47.873 X50.701 Z-64.162 G0 X58.767 0. ( M101 footer position required but getting 0 value ) G28 U0. V0. W0. M05 T1200 M30 %
-
Thank You Sir, # Create a variable named 'tool_num'. # Format as "integer" if t$ < 10, tool_num = t$ * 1000 #Convert to 1000's if t$ > 9 & t$ < 100, tool_num = t$ * 100 #Convert to 100's if t$ > 99 & t$ < 1000, tool_num = t$ * 10 #Convert to 10's place if t$ > 999, tool_num = t$ pbld, n$, *tool_num, sm06, e$ above script i have already implemented . My intention is there should provision in fs2 For example program number - fs2 7 4 0 4 0l #Integer, force four leading when i enter program no 1 output is O0001 ( Right - Left ). Program no. fs2 is completely reverse in my case. ( output should be - O1000 )
-
Hello, Is there any way to added trailing zero base on input in fs2 fs2 7 0 4 0 4t #Integer, force four trailing fmt "T" 7 t$ when i gives input to tool no. as below input - output to be accepted 1 - T1000 ( single digit input ) 11- T1100 ( two digit input ) 101 - T1010 ( Three digit input ) T1000 - T1000 ( 4 digit input ) as it's. to meet above requirement. Any suggestion in above fs2
-
Mastercam 2021 Zip2go not working
@Mastercam replied to @Mastercam's topic in Post Processor Development Forum
.Net Programming. what was that ? -
Machine Kinematics XYZ limit set
@Mastercam replied to @Mastercam's topic in Post Processor Development Forum
Not for Machine Simulation. when i set xyz limit in Machine Kinematics in .mmd file. it doesn't shows any effect when toolpath creation or Nc code. -
Hello Everyone, Greetings ! I'm facing issue with zip2go creation. if i select continue no file stored inside zip2go. Any possible solution.