SLuong
-
Posts
30 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by SLuong
-
Hello Colin, I was able to do in HAAS and now I would like to do in MAZAK. However, the sub program number as "P9820" of which STOCK ALLOWANCE you just old me was not found in MAZAK. Do you where I can get a document of all the sub program call out for G65 as MAZAK? ps: The control is fairly new, I think it is made in 2015 proximately. Thanks for the great info as HAAS ===================== this is what I've done for Haas =============== O1234(PROBE TESTING) N120(FIND LOWEST POINT ON SURFACE PROBE) G0 G17 G40 G49 G80 G90 G91 G28 Z0. T120 M6(RENAISHALL PROBE) M0(CHECK G59 Z OFFSET VALUE) (TAKE PICTURE OF IT) G65 P9832(PROBE ON) ==========> MISSING SUB- PROGRAM NUMBER FROM MAZAK G0 G90 G59 X0. Y0. G43 H#3020 Z1. G1 Z.125 F25. G65 P9820 Z0. I-4. J8.325 I4. J8.325 I-4. J.475 I4. J.475 S6. ==========> MISSING SUB- PROGRAM NUMBER FROM MAZAK G0 G90 Z1. G91 G28 Z0. M0(COMPARE G59 Z OFFSET FROM PREVIOUS VALUE) (IT MUST BE DIFFERNT AT LEAST .0005 OR MORE) M0(NOTHING CHANGE? DON'T RUN) G65 P9833(PROBE OFF) ==========> MISSING SUB- PROGRAM NUMBER FROM MAZAK M30 %
-
Hello, I heard about "G65 P9820", would you post out a complete code for this? Thanks.
-
Hello everyone, I am trying to use the "PROBE" to check the flatness of the part then find the lowest point to add or subtract it into the Z work offset. Would you guys show me some codes? So far this is what I have but I don't know where to start. (FLATNESS CHECKER) G65 P9820 1-4.61 JO 10 J-4.61 14.61 JO ZO F60. PS: I have Mazak. Thanks for the help, S.Luong ==============================
-
Thank you. This is what I came up with and it worked real nice... if (tool_typ$ = 3 | tool_typ$ = 23), "IF [#3901 GT 12] THEN #3000=1(REPLACE TOOL)", e$
-
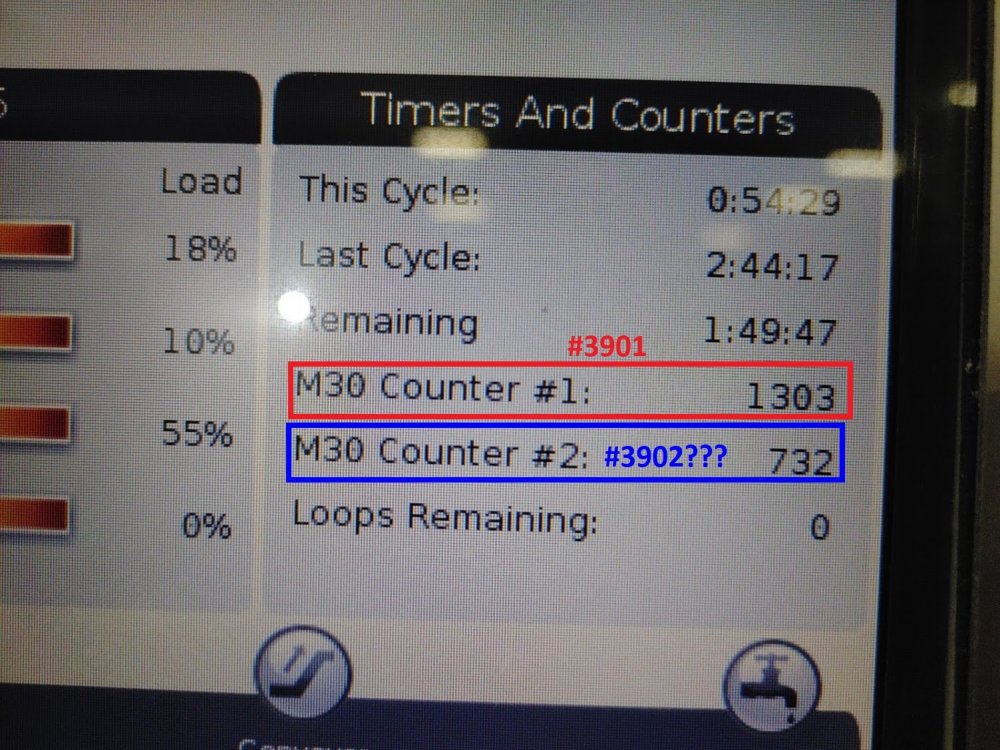
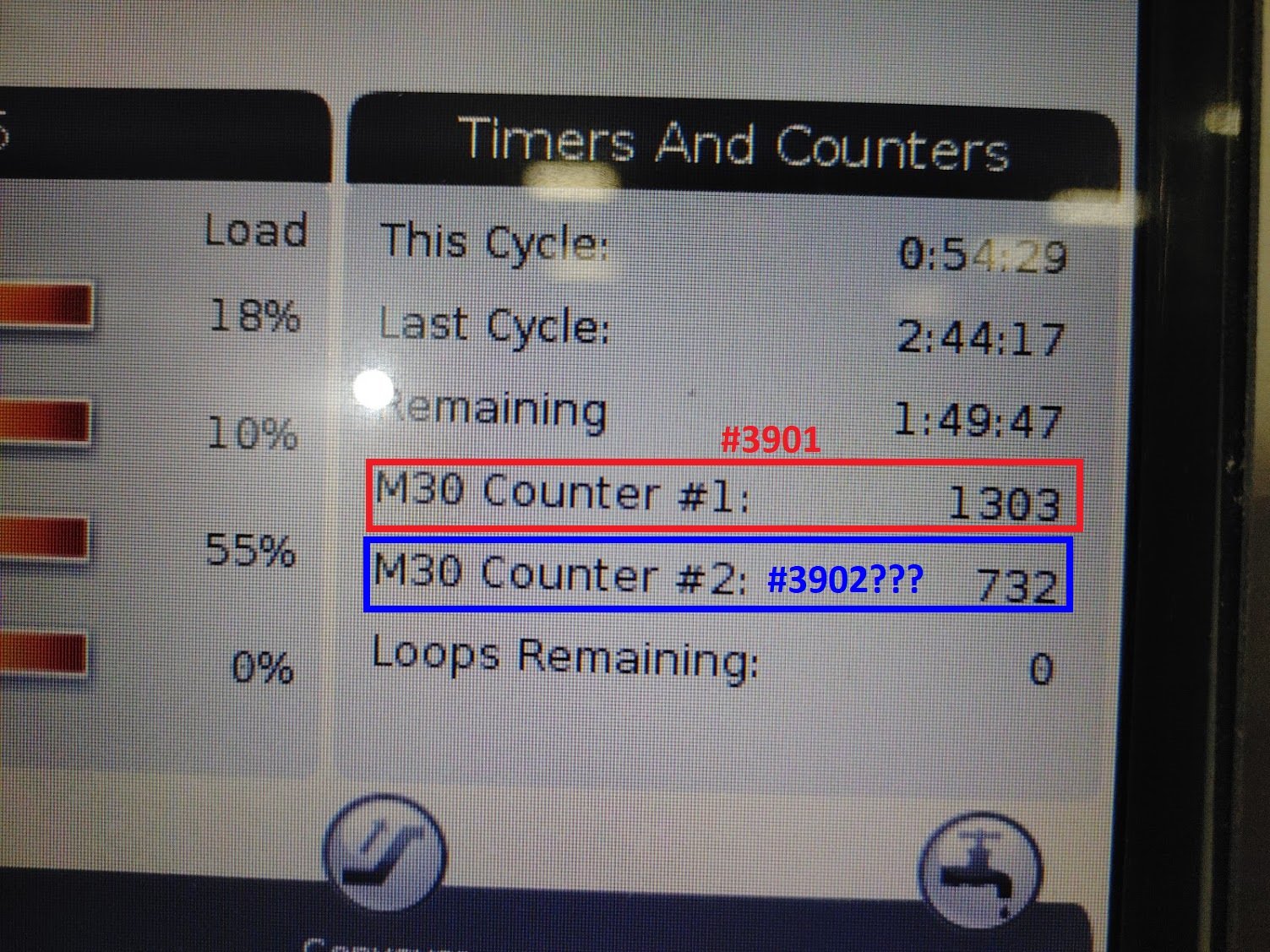
Hello everyone, I've been using #3901 for HAAS part counter as counter 1, HAAS also has another part counter but I am not sure what parameter# (see image below as RED #3901, Blue #SECOND PART COUNTER). Would you guys let me know what is the part counter for second one? ps: does HAAS share the same parameter number as part counters for FANUC and other control as well? Thanks.