HayreAss
-
Posts
14 -
Joined
-
Last visited
HayreAss's Achievements
")





-
Axis substutution issues.
HayreAss replied to HayreAss's topic in Machining, Tools, Cutting & Probing
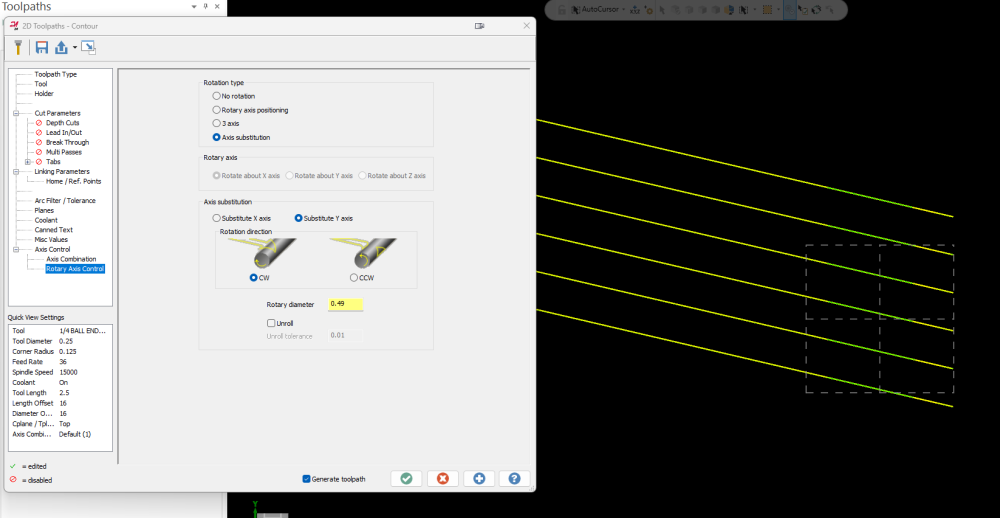
Even stranger, when I import the zip2go that I posted, I do see the CW vs CCW like you show. It'll be a week or two before I can test on the machine, so we'll see. -
Axis substutution issues.
HayreAss replied to HayreAss's topic in Machining, Tools, Cutting & Probing
I wasn't even aware that there was local AND global settings. I thought all Settings were Global. -
Axis substutution issues.
HayreAss replied to HayreAss's topic in Machining, Tools, Cutting & Probing
Really weird now. When I look at them here, they are the same, as I would expect them to be. Same machine, on the same system! -
Axis substutution issues.
HayreAss replied to HayreAss's topic in Machining, Tools, Cutting & Probing
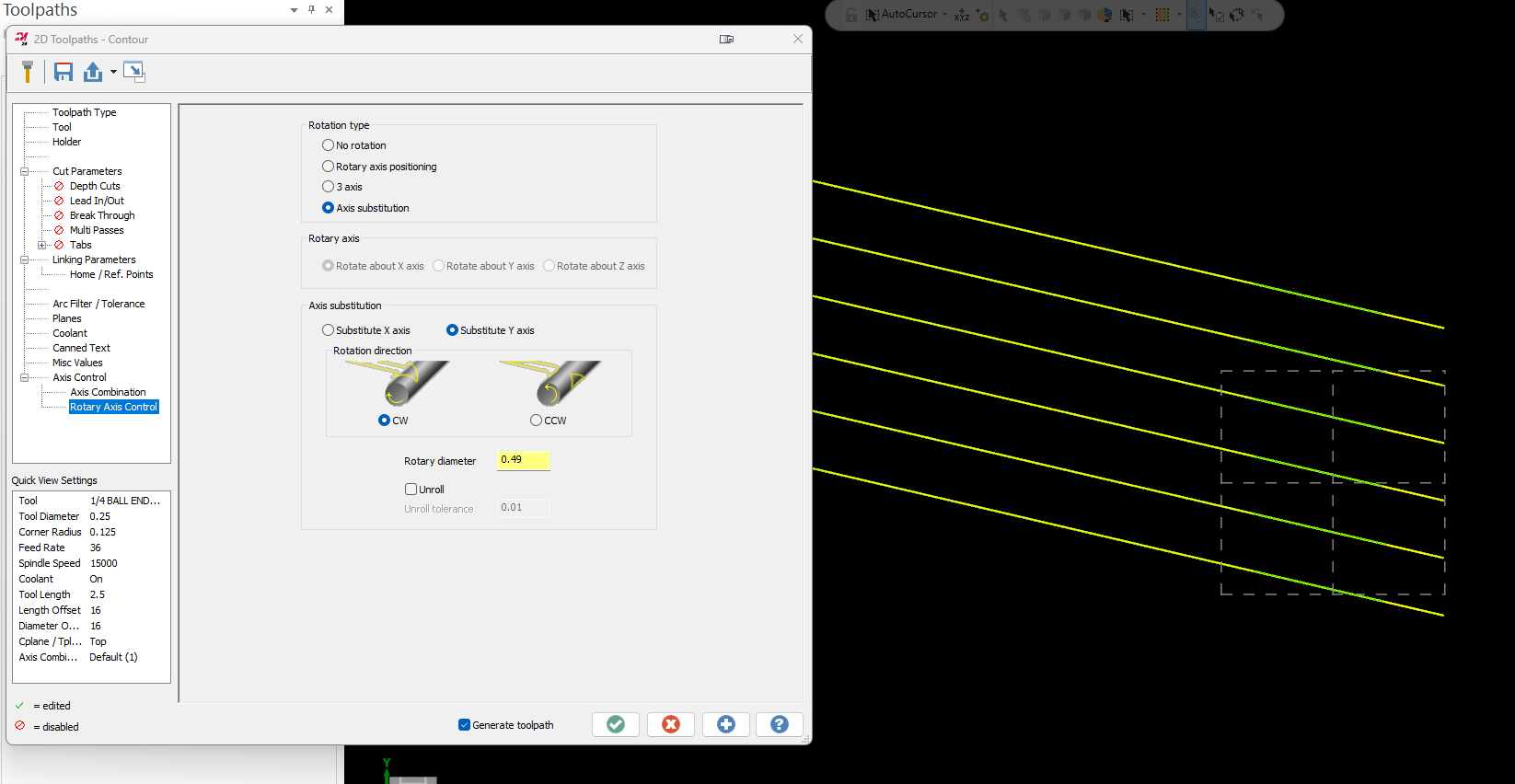
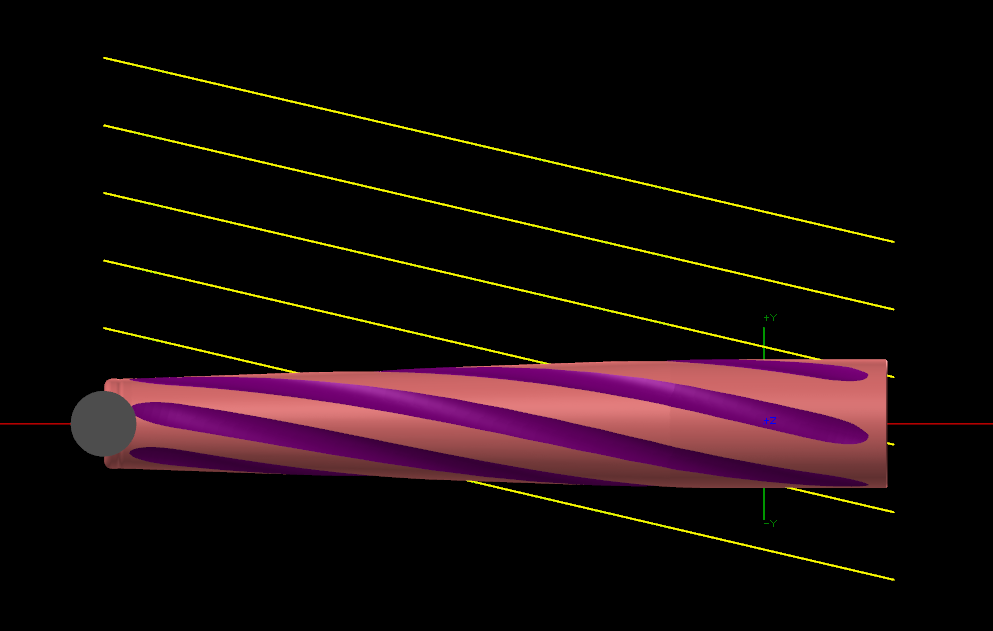
Ok, I had to get back to the shop and edit the drawings a bit to slow down the counterfeiters. No need making it easy for them! Here we go though, 2 parts. The 'Sample' zip file is the one that mills backwards. The 'Sample 2' file machines correctly, as shown in the attached pic. sample 2.MCAM-CONTENT sample.MCAM-CONTENT
-
Axis substutution issues.
HayreAss replied to HayreAss's topic in Machining, Tools, Cutting & Probing
OK, I have no problem believing that. Where should I look for that? I see axissub_dir and rot_ccw_pos in the post settings, both are 0 But there is nothing telling me what the options are for axissub_dir Also, other details on the parts are placed in the correct location. Details indexed to angles are correct. Other details, slots, etc... that are also cut with axis sub are in the correct location... -
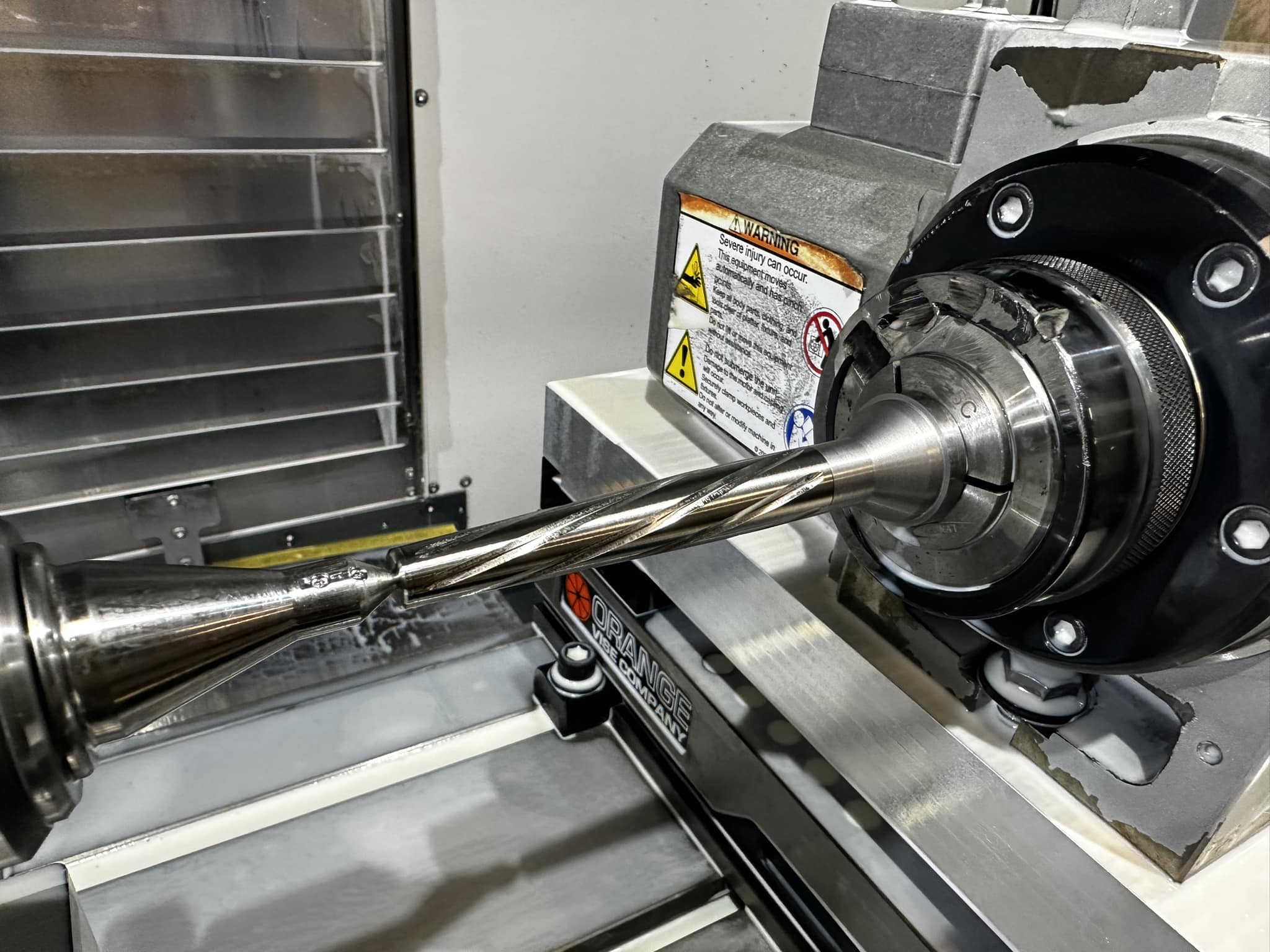
Hey All, I am having some issues here with axis substitution. What I see, is NOT what I get... I'm sure it's my error somehow, but I'd like to learn how to resolve it, as a LOT of my work is exactly this type of work. Machining patterns around a cylinder... (in this particular instance, a conical shape, not a true cylinder) Work/Tool/Construction planes are all Top. When I simulate the cut, all is well, the part looks just like I want it to. However, when I actually cut it, it's reversed... Any Ideas where I am going wrong here? I'm sure it's simple PEBKAC I've been successfully making parts for years, but it quite often involves making a scrap part, adjusting the drawing so that reality ends up where I want it, and accepting that simulation does not look like reality. I'd like to resolve that. I'm sick of scrap...

-
I can't get g94 or g95 out of a post.
HayreAss replied to HayreAss's topic in Post Processor Development Forum
Upon further reflection, I think G94 will not only be OK for tapping, but probably even more accurate. Rounding errors in the decimal will be per minute, not per revolution. -
I can't get g94 or g95 out of a post.
HayreAss replied to HayreAss's topic in Post Processor Development Forum
Right now, my old post puts the G94 at the first Z feed of every toolchange that will use it. G94 G01 X-.5027 Z.0195 F200. And a G95 on the line before the tapping cycle. % O00000 (2X4 TOP 2 UP) (POST - HAAS) (SEPTEMBER-26-2014 5:03 PM) (T5 - NO. 10-32 TAPRH - H5 - D0.1900") G00 G17 G20 G40 G80 G90 G91 G28 Z0. T5 M06 ( NO. 10-32 TAPRH) G00 G17 G90 G54 X-.4724 Y.1575 S600 M03 G43 H5 Z1. G95 G99 G84 Z-.5 R.1 F.0313 G80 M05 G91 G28 Z0. G28 Y0. G90 M30 % -
I can't get g94 or g95 out of a post.
HayreAss replied to HayreAss's topic in Post Processor Development Forum
Well actually no, that wouldn't work, because it needs to post the feed in pitch, not IPM... Forcing it to just post G95 without the correct feed would be catastrophic. Though a blanket G94 at every toolchange would be OK, providing it changes to G95 when required. -
I can't get g94 or g95 out of a post.
HayreAss replied to HayreAss's topic in Post Processor Development Forum
That would be outstanding, yes. I hadn't looked at it that way either, because I suppose I could figure out how to force g94 at every tool change, and likely figure out how to force g55 for a tap. Post it along with g84 or something. Though if you already have a solution in mind, I am eager to hear it. -
I can't get g94 or g95 out of a post.
HayreAss replied to HayreAss's topic in Post Processor Development Forum
Dang, I figured somebody would have an idea by now! I sussed out the logic that does it in the old post, but it's an old mpmaster post, and the logic on the new post is different. -
Yeah force a tool change, and have either an m0 or m1 in there.
-
I'm tweaking on a post for a buddy that I occasionally work for, and I just cant seem to get it to post G94, or G95. The last post I worked on for him, in X5, worked just fine. He convrted it up to X8, and it works fine... However, we want to play with the Renishaw probing cycles, and the old post does not support that. So we are trying to get up and running with the provided post, Generic Haas 3X Mill.pst I have been monkeying with it for a few hours, and I can't seem to get it to post either G94 or G95. I understand that G94 is likely the default, so it's likely not required to call it out at the beginning, but we did it before, it worked, and there's never been a crash. It got posted on every tool change, right before the first feed move. I like to program rigid tapping with IPR, rather than IPM, and I can't seem to find the correct toggles to do that. No matter what I do, I get IPM programming. There's never a G94 or G95 in the posted Gcode. In the old post, I could toggle use_pitch to change results, but that is not there in this new post, and I am unclear about what replaced it. It's likely an easy fix, but it's eluding me. Anybody have a solution?
-
The link is dead, anyone know where I can find it now?