Machinist85
-
Posts
2 -
Joined
-
Last visited
Machinist85's Achievements
")


-
X4317 machining, welding, PWHT and hardening
Machinist85 replied to Machinist85's topic in Industrial Forum
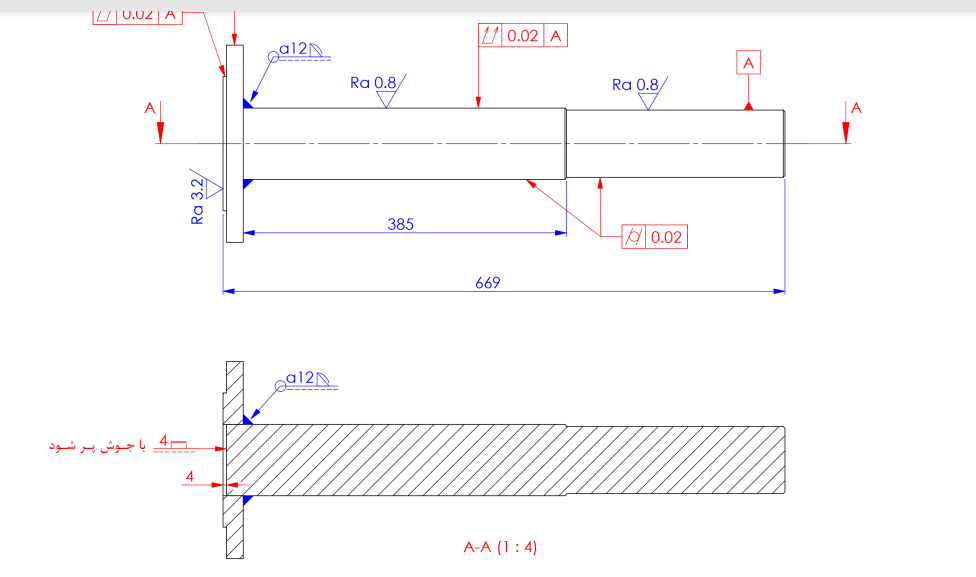
Thanks for your reply, The problem are welding distortion and heat treatment swelling. I should consider a cover size in machining step and that size should be an optimum value because of grinding cost. -
I should produse a job which contains two part of x4317 (din 1.6587) case hardening steel. I should slip and weld a 85mm diameter/700mm long shaft to a disk plate of same material. The outer diameter of shaft would be 240mm where the thickness is 25mm. After welding, PWHT and hardening process would be done. Client request a geometric tolerance of 0.02 mm across the long axis and hardness of 50-55 HRC. To meet HT distortion how much cover I should consider in machining process? Is there any of you guys to give me some advice?