





Mic
-
Posts
278 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Mic
-
-
Is everybody on vacation since nobody has noticed this:
http://www.mastercam.com/Support/Downloads/MastercamX6/Default.aspx#X6_MU2
-
Just finished a little roughing test
310cm³/min MRR
-
You could also use dynamic contour. Would work very well for this job.
-
Very familiar with that wheel and how it actually performs, thank you for sharing.
I didn't realize the splitters had the wave, the one I saw only had it on the tall blades.
Are they using BE or another solution?
Where do you know it from? Is it better than normal billet impellers?
They're using hyperMILL and their multiblade package.
-
Is that the "Bat mo wheel"? What industry is he machining them for?
Yes it's.
It's for drag racing.
-
Yes, I took it from there... and thanks for sharing NREC, I didn't know about them before... really cool to learn about a new solution...

The part on the video I saw it at EMO last year at Siemens booth... very cool too...
NREC is specialized within multiblade stuff. Their cam solution MAX-PAC can only machine impellers, blisks and shrouded version of these 2. But it should be really powerful.
A friend of mine is machining these impellers.
-
Mic, what brand machine is that in the Youtube video? (With the washing machine door).
It's an Alzmetall GS 650/5-FDT with Siemens 840D controller
http://www.alzmetall.de/alzmetall/index.php?id=gs650-5-t0
They make some really nice machines. Much more rigid than Hermle and other Gantry+trunion style 5X.
-
By the way, this is one of the coolest impellers I've ever seen:

Taken directly from NREC's website
 But yes it looks nice.
But yes it looks nice.Francis turbines might sometimes be more complex to machine than impellers
-
When you're looking at dedicated impeller/blisk software the price gets.. astronomical. We have customers that have spent many times the amount of a full multiaxis mastercam seat just for impeller/blade machining software. Granted it does a great job, but you pay for it.
yes I know many people get by with mastercam and other 'off the shelf' cam products that might do a great job, but the total cycle time has to be taken into account, or how much up-front development was put into the software. We have some customers who have done some amazing things with 'simple' cam, but they also have had a full-time software engineer develop the plugins over the course of 6 months..
Sounds like NREC. I once heard a pricetag around 100k USD for the full MAX-PAC bundle. For that much you can almost get a Level 3 Multiaxis and a VF-2TR to run the job on

-
Ok -> I challenge them to cut with BE using a bull mill. Crossing my fingers here

The system they used as the benchmark is able to do a lot of nice stuff with bull mills... :cough: Hyper :cough: German :cough: too :cough:
Just saying...
In hyper.... only Flank Milling ( SWARF ) and Plung Roughing by default supports bullnose tools. But if you know the hidden - and powerful - cfg-parameters you can open up for bullnose on all the multiblade cycles

-
thanks for the quick reply, the hand dial will move the axis, but I have a program that will work on one A61 that has a job on it, but for some reason this one keeps alarming out when it tries to run G93 ? We never have tried to do any 4 axis similatnious work on this machine, and can't remember if we purchased the option. We will call the dealer tomorrow, to know for sure, but was just looking for a quick answer, from all you guru's.
G93 Inverse time feedrate is a controller option.
-
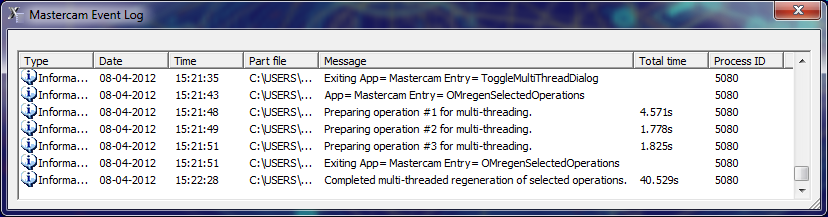
New rig at home 40.5s
i7-3930k
16GB Memory
240GB Intel 520 SSD
Win 7 Pro 64 bit
X6

-
I've done hundreds of HPCC programs with no issues using helical interpolation...
G0G40G49G80G90 N952T95(1/2 FLAT ENDMILL - ROUGHER - LG LOC) M6 M75 G17 G54.1P21G90B180.(BACK TOOL PLANE) M8 G0G90X-10.8051Y21.528S15000M3T73 G43H1Z3.3318 G5P10000 M198P2102 Z12.000 M5 G5P0(HPCC OFF) G91G28Z0.M9 G49 G90 M75 G65P9863Z5.(TOOL BREAKAGE DETECTION) G91G28Z0. G49 G90 M1 O2102(STUFF) X8.2133Y20.6701Z.9086 X8.2129Y20.6805Z.9094 X8.2128Y20.6943Z.9108 G2Y20.7117Z.9122J.0331K-.3048(<<<YZIJK) X8.2127Y20.729Z.9129J.0307K-.5351(<<<XYZIJK) G1Y20.7429Z.913 Y20.7568Z.9129 G2X8.2128Y20.7741Z.9122J-.0121K-.5043(<<<XYZIJK) Y20.795Z.9104J-.0168K-.3272(<<<YZIJK) G1X8.2129Y20.8054Z.9093 X8.2131Y20.8123Z.9088 X8.2133Y20.8158Z.9086 X8.2135Y20.8262Z.9074 X8.2137Y20.8297Z.9071 X8.2141Y20.8401Z.9058 M99
I don't see any G19 in your main program nor sub

-
You're right... it'll get killed by a Matsuura with an 840DI


+gooogolplexian
MX-520 with real 840Di ( no Yasnac front end ) would be awesome
-
DMU 50 wont be beat!
Perhaps not on price, but then on almost everything else
-
 2
2
-
-
The back of the spindle is the Z axis cover and the protrusion on the trunnion is the C axis motor covers. Any 5 axis machine has collision points. The key is to have good verification software (3DVM, Vericut, Camplete) and realtime collision avoidance features in the machine. The attached picture is from Okuma 3DVM software. It is showing a possible collision point on an MU400. However, with the CAS option enabled both the 3DVM software and the machine would stop before the collision happened. CAS even works in MDI, JOG and Handle. You can put the machine in JOG, close your eyes and push an axis feed and it would stop before it runs the machine into a collision with itself like in the picture.
Looks like you need very long holder to machine small part at A-90. Otherwise you'll need a high fixture and then you'll end up not having enough Y-axis travel.
The MX-520 comes with both IPS and Camplete. Then you've both offline and online collsion check.
-
Fissed for accuracy.
.gif)
Our stock MX-520 will come with "High speed high precision + 5-Axis related option" package
-
If you're looking at a 5-axis machine I really like the Matsuura MX-520.
http://www.matsuura.co.jp/english/contents/products/mx520.html
It has great access to the machine table, which is ideal for one offs in my opinion.
I don't think it comes with all the bells and whistles for 5-axis simultaneous machining but for multi-side parts it would be an excellent choice.
And it's a Matsuura which are one of the best made machines going IMO.
Get it with the "5X related option package" and you're good to go. If you are US based and buying through Methods you'll get it bundled with Camplete:-)
-
stl is triangle data. I don't think you can convert this into stp ( solid ) data without using somekind of reverse enginering program like Geomagic Studio or similar.
-
Thank you for the replys
Did also try Blade Expert but skiped it because it wouldn't allow bullnose. Ballnose roughing takes way too long time.
With the trim/extend function I managed to machine the entire pocket, now I only need to get the tool inclination right so it don't gouge the left blade.
-
Heidenhain control?
Sounds like a problem with the position monitoring. I think there is a timer parameter or something similar that can be increased slightly to overcome the problem.
-
79 views and 15 downloads, but not a single reply
-
Hi
I've to machine this fan on a 4X HMC.
I can't get the roughing to machine the entire area between the blades.
What am I doing wrong?
-
Thanks for the reply.
After a call to the local grinder we ended on 14,0g/cm^3
I know we can get material with higher density but standard carbide has a fair good price. As we can use Ø20,00 they just need to cut it in the right length.
I would expect pure tungsten to be expensive?
No need to weld as it's designed as a press fit.

{kind=link}
X6 MU2
in Industrial Forum
Posted
Sorry for not seeing "LaszloK" first post about MU2
Looks like I need some vacation:-)