Mic
-
Posts
278 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Mic
-
Is there a common benchmark test we could use for comparision? I just got a nice new rig:-) Intel Core i7-7820X ( 8 cores x 3.6GHz ), 64GB memory, 500GB Samsung 960 Evo and Quadro P4000
-
CAMplete Vs ICAM Vs Vericut
Mic replied to Greg Williams's topic in Machining, Tools, Cutting & Probing
To be fair it must be said that it was 1.5 years ago I last used Camplete, but at that time Vericut was running in circles around Camplete when it came to tight tolerance material removal simulation. For normal simulation with collision checking the speed was fine. -
CAMplete Vs ICAM Vs Vericut
Mic replied to Greg Williams's topic in Machining, Tools, Cutting & Probing
please delete -
CAMplete Vs ICAM Vs Vericut
Mic replied to Greg Williams's topic in Machining, Tools, Cutting & Probing
Greg, what made you choose LF-160 over LX-160? Did you do any testing prior of both models to test accuracy difference? Regarding you question, I would prefer a bullet proof post for Mastercam and then Vericut with all its speed and features. I've worked with both Vericut and Camplete. Camplete is a nice "toy" and is very usefull for application Engineering like testing machine setups with different fixtures for new parts. But for material removal simulation it's slow compared to Vericut. And no AutoDiff. -
More DMG than Mori Seiki I believe
-
Simple explanation. In X6 and older, peel mill was simple trochoidal motion whereas X7 has adapted the dynamic mill style for peel mill. So a 10% stepover will give you a 36.9° engagement angle and depending on how narrow your groove is this will affect the actual stepover.
-
A rotary axis like this? :-)

-
Here the impressive V.Max-800.

-
No ram. The base is like a big square cube with the Y axis traveling on top of it. With tandem ballscrews ( one on each side ) I think I got a brochure somewhere with a picture. Will see if I can find it and make a scan.
-
One bad a$$ vertical machine design was the Matsuura V.Max-800. Very ridig design but too expensive to build so this was abandon in favour of the more conventional V.Plus series.
-
Old generation FX5 had a 20k spindle, the later ones a 27k. Y+Z in spindle and X in table was the same kinematic setup as old Okuma MX-x5VA(E). Okuma then changed to X+Z in spindle and Y in table for the current MB-x6VA(E) series. Benefit from XZ in spindle and Y in table is less overhang.
-
Matsuura MX-520
Mic replied to Josh Kinney -Elite Engineering's topic in Machining, Tools, Cutting & Probing
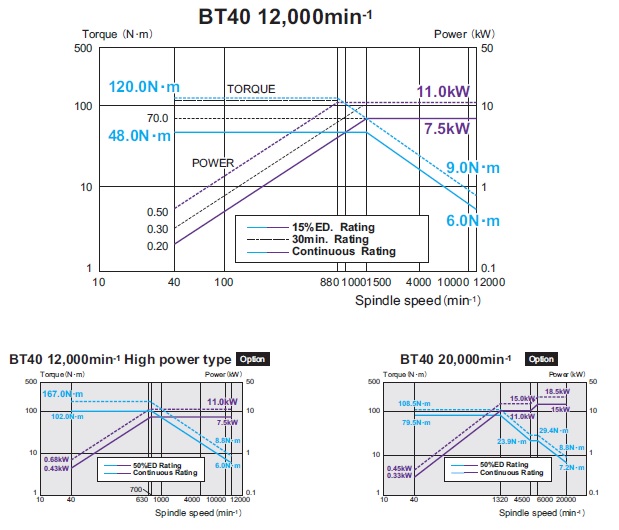
I would consider getting it with the 20,000rpm spindle. From 1,320rpm and upwards it has more power/torque than both 12k and 12k power up. The 12k high power type spindle is only more powerfull below 880rpm.
-
At EMO I was told they can do a M200 with 12 meters Z travel Alfa-Laval machineshop close to my home has 3 M150 with the 2.5 meters big bar slide option. Price tag around 3mil €
-
Which controller? MillPLUS, TNC or Siemens?
-
Sounds very time consuming to probe all these datums. You've 2 options: 1. Program everything from pivot point and let the post handle the coordinate transformations. 2. Make a makro in the controller that "tracks" the datum for you based on initial datum and A and B angles. All the machines I helped install was with option 2.
-
At my prior job as AE I helped setup several "5X" Brother's. To be honest it's only a 3+2 machine. The controller only supports G1 motion for XYZ + one rotary axis so it would be possible to position the swivel axis and then run 4X simultaneous. But the controller doesn't have inverse time feedrate so you would need to recalcualte all feedrate like CAMplete feedrate leveling does. We build a macro which worked a little like G68.2 tracking the datum point around while indexing. This simplyfied programming and allowed to move the part without reposting. I you remenber it's only a 30 taper machine then you can do a lot this this little nice machine. Make sure to get the controller updated to the newest software release, this will give you the new and improved highspeed function.
-
Looking for a Matsuura MX520 model for Machine Simulation
Mic replied to Aeroguy's topic in Industrial Forum
Joe788 That picture is from a customer of my former work. Berget in Norway. http://www.berget.no...Itemid=99〈= They have this 3VS, a 3VM ( 90 pallet's ) and a Fastems FMS with a 63V and 4 Mori NH. -
Haas sell through their "Haas factory outlet" so I guess their margin's are the same everywhere. Matsuura sell through subsidiaries one some markeds/regions and through local resellers on other. So here will for sure be a difference in margin's. So if they startede posting prices on the web this could give a lot of "noice" because of all the different prices.
-
It will for sure cost more than the Quaser or a Robodrill for that matter. But for sure also less than a 3X Matsuura from Japan. http://www.avnmaskin...0_E Leaflet.pdf
-
You might also want to check this new model out http://www.matsuura.co.jp/english/contents/products/vx.html As you might notice the design looks familiar. But the spindle comes from Matsuura Japan and they also did all the parameter tuning of the drives so this model is much better than it's Taiwanese's coutnerpart. The controller is also a Fanuc 31i which can get all the fancy options.
-
You can't compare the HEM 500U to the HPM 450U. We just ordered a fully equip 450U. This machine is build in Schwitzerland and has a full 5X capable torque driven table. The HEM 500U is build in China and has a indexing table with worm gear. The HPM is also at least 50% more expensive.
-
Like mentioned earlier it isn’t a fair comparison. 30HP spindle vs 40Hp spindle just to name one thing. Both low end machine like Haas and Fadal and high end machines like Makino, Mori and Matsuura has their place. I totally agree that the high end machine can do everything that the low end machine do much better. But if the parts are simple enough then sometimes it’s cheaper to machine them on a “cheap” machine. For a new shop it’s also a great stepping stone. Start with a Haas, make some money, buy a high end machine and make more money faster.
-
Matsuura developed the G131 ( IPC ) on top of all the Fanuc highspeed codes in order to simplify the use. IPC comes in 3 different versions. IZ1-15 which is standard on all Matsuura 30i machines. Then as options you can get IZ1-30 and IZ2-150 which adds more Fanuc stuff behind the scenes. But the use is still the same. G131 and the desired machining level. Then all available Fanuc codes is automatically activated behind.
-
G8 P1 G5.1 Q1 (AICC) G5 P10000 (HPCC) G5.1 Q3 M251-M255 (AI-NANO) Above are standard Fanuc codes and works on most controllers if the options are installed. G121 and G131 are Matsuura only codes with R type being the old generation and P(2D), M(3D) and F(5X) being the new. In the old days G131 was IZ-1 and G121 IZ-2 but now both of them will automatically activate the highest Fanuc level installed. I always used G131.
-
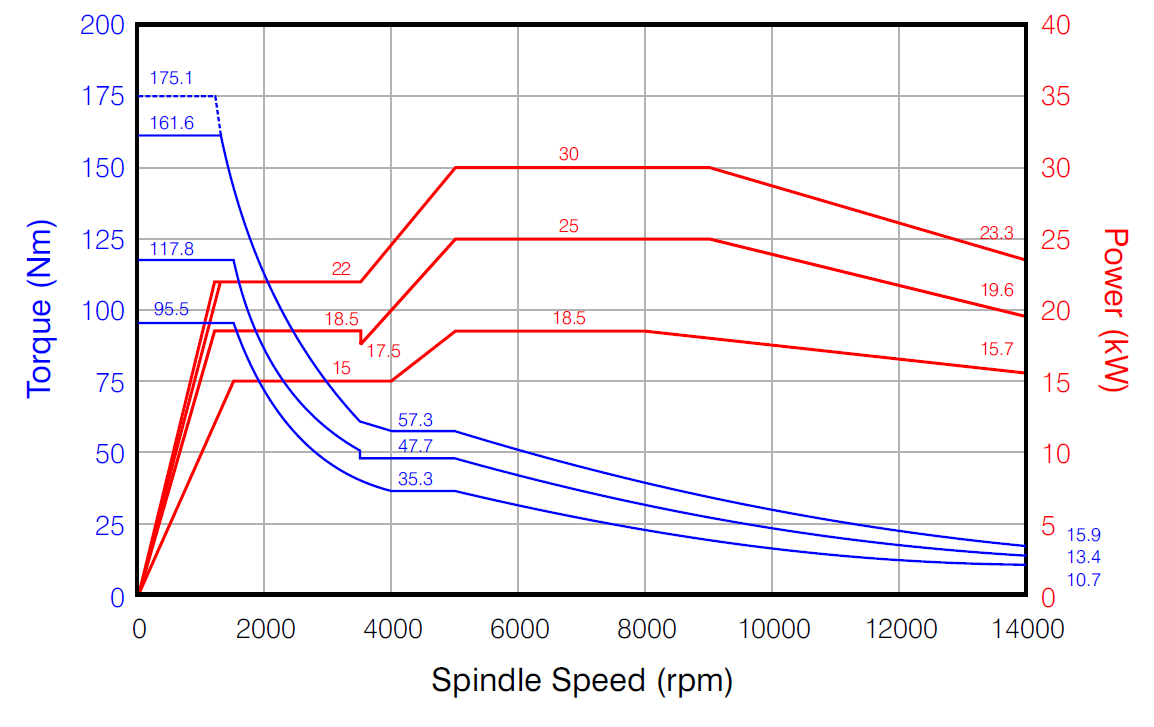
Not to defend the Haas but from this it looks like the Makino has more power than you think. http://www.makino.com/vertical-machining-centers/ps-series-vmc/ps-brochure-(electronic).pdf Between 5000 and 9000 rpm it's not 30hp but 30kW (40hp) you can use for a short time like in your cut. @3000rpm it's 22kW (29.5hp) for short time.