





gcode
-
Posts
15,797 -
Joined
-
Last visited
-
Days Won
426
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by gcode
-
-
1 hour ago, CEMENTHEAD said:
You will enjoy the Carmex Tool Wizard then.
I have used that wizard for years.
Did Kennametal buy Carmex???
-
I think I have it fixed now
-
Weird ... does that link work?
It keeps kicking me back to your original post????
-
This Alberti head might work
https://www.albertiumberto.com/en/products/t90cn-15/
I requested a download of the catalogue page and they sent it to me
but our A/V killed it
-
 1
1
-
-
Just now, Newbeeee™ said:
Tell me you're 'Murrican....without telling me you're 'Murrican....

When I was a kid in Saudi Arabia, people would cut your throat for Double Bubble... even though
it had been in transits so long it was rock hard.
When I got to the states and bought some fresh chewing gum, I thought something was wrong with it cause it was soft.
-
2
-
-
48 minutes ago, Newbeeee™ said:
Top tip for the cardboard guarding is to first coat it with parcel tape - keeps is waterproof for a surprisingly long time..
and Double Bubble chewing gum to seal those pesky leaks
-
 4
4
-
-
7 minutes ago, Newbeeee™ said:
All was well - but I had to play to get to grips with the settings.
And confidence....as Bus partner was still of the belief that you get the largest cutter you can and plough it through the part shaking the machine to pieces and sod consumable cost and part distortion

But....it was faster than I thought - F2250.00000000000000HHHHH

Love the video, especially the wrench on the right side of the machine so you can help pull the poor thing
around the corners
-
4
-
-
18 minutes ago, Newbeeee™ said:
I have I nice vid of X4 dynamic pocketing a big ally block on a Prototrak 2axis SMX1500 mill running flat out at 4k rpm and 2000mm/min feedrate.
and a funeral and memorial service for the Protrack shortly thereafter.
-
6
-
-
Thanks for the Novo tip
I didn't know Kennametal had a feeds and speeds app
I'll be signing up for that!
-
1
-
-
This is the tool holder I'd be using, an HSK125 PG32 Secure Grip
RegoFix contacted me last year and asked if I'd like to test the new PG40 they are coming out with.
I said sure but have heard nothing since.
That should be a stout tool holder!! The problem is, you'd have to buy a new machine to put them together
and that is some big money.
I've included a Helical endmill and feeds and speed recommendation as well
Those are default numbers with no adjustment on my part.
They seem crazy fast to me
-
5 minutes ago, Aaron Eberhard said:
Create a Helix Bore (or drill, or whatever you want your entry to look like) at the specified entry point, then, make a stock model. Pocketing will use it to drop into:
Thanks !!! That is good to know. I hadn't thought of that.
My managers have this project scheduled to run on a horizontal boring mill
old school plunge mill roughing or maybe rough, index, rough etc etc.
I know for sure that it is not capable of running a B axis dynamic roughing path
My test file posted at 21meg... for one of two slots LOL!!!
I put this sample file together to demonstrate what modern toolpaths and a state of the art
Okuma 5X HMB can do. I'm still working on my demo and sales pitch.
What I really need are realistic feeds, speeds and stepovers
DOC is 2.25, Material is Ti ( don't know full specs yet) endmill is a 6 or 7 flute Ø1" bull /.06r
Tool holder is an HSK125 RegoFix Secure Grip... or maybe a heavy duty hydraulic chuck.
Up to 500 or 1000 psi though coolant is available.
I've tried HMS Advisor and Helical for feeds and speeds.
HSM seems realistic but a little slow,, Helical at even half recommended feeds and speeds is stupid fast.
-
2
-
-
12 minutes ago, Ulstermanone said:
If it worked for last two yrs on this computer there is no conflict issue
Have you tried an uninstall/reinstall, your hasp drivers may have gotten corrupted somehow.
-
As far as I know, the only legal way to acquire and old hasp is to buy a business that owns the license.
Of course 2 people doing a deal on a 10 year old hasp could care less what CNC Software thinks
as there is no support for a 10 year old license, no matter who owns it.
-
There is also NCSimul which used to be a decent reasonably priced product from France (?)
They got eaten by Hexagon a few years back so I suspect it is no longer reasonably priced.
also,
Predator Virtual CNC I used to own a seat of this, in fact I still have the dongle laying around somewhere.
Back in the day it cost $1K per axis. It was capable software though now where near up to Vericut standards.
It got me through some very tough jobs, but I eventually gave up on it because there was zero support.
-
I've kept my license current for 26 years now.
If you're current, going from a dead hasp to a software license is a small fee.
If you're not current, you will have to get current which will cost a lot of $$$
If you are more than 3 releases behind, it will probably be cheaper to buy a new seat than renew an old
expired one.
-
1 hour ago, cncappsjames said:
My understanding is the same as JP's... USB Hasp is a thing of the past. Relics of a bygone era.
I haven't had one for quite some time.
I'm still running a USB hasp.
When I bought V7 it came with a white hasp that plugged into a printer port.
I don't remember when I had to swap it out for a USB hasp. I'm thinking X or X2.
It still works and CNC still supports it, but should it break or get lost, it will be replaced
with a software license.
-
 1
1
-
-
Bird2010 is correct
My original floor surface was a trimmed surface extracted from the solid model
I created a new surface that was a full 360° lofted surface
I still have no control over where the tool part starts, but it's starting at a more efficient location.
-
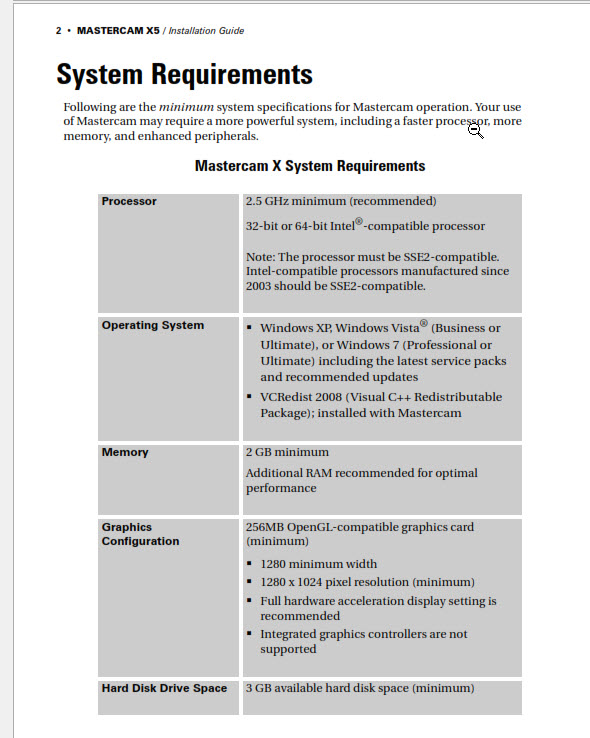
What OS are you using on your PC
X5 supports Windows &, Vista and XP
-
I'm using the ModuleWorks 5X pocket toolpath
-
I'm trying to rough a slot in a Ø50 Ti ring
The slot is 4.25wide 2.25" deep and has a sweep of 170°
I want to use dynamic roughing with a Ø1" carbide endmill
I've got a very nice toolpath going but...
It rapids to about C 160, helixes to depth , roughs all the way back to C0 rapids out and back to C160
then finishes the slot to C170
Is there any way to control where to toolpath starts cutting and in which direction it goes?.
This is a production part and I need it to be as efficient as possible.
Ideally it would start at c10 machine to C0, then rapid back to C10 and finish to C170
-
Do you have any values set in Reference Points
-
Lie .... make your drive geometry longer than the actual part so the plunge move is safe.
-
1
-
-
On 10/17/2023 at 11:45 AM, rgrin said:
Is the mach sim in Mastercam on par with these other options yet? I know in order for it to mean anything, you need to have them designed around your post. My ideal scenario is using just Mastercam since it gets annoying managing multiple licenses to other vendors. I had a quote from our reseller that it would be ~$4500 to get started on the Mastercam Mach Sim.
There are 2 machine sim's available for Mastercam.
One version, supplied by Mastercam, is free and runs on NCI. The seconds is the Postability Machine Sim. It is linked to your Postability post but it does not run the actual gcode. However, it does accurately reflect what will happen on the machine.It's greatest advantage is it launches straight out of Mastercam. It is excellent for checking tool clearance, toolpath motion, collisions and the stability and smoothness of 4 and 5X toolpaths. I use it extensively to program our Okuma MU1000H, a JOBS C/A 5X gantry mill and a Cincinatti A/B gantry mill.
It is especially useful for checking windup limits on the JOBS as the C axis is limited to ±200° and it is as simple as launching a Verify session.It is not a replacement for Vericut.
Vericut stands in a league of it's own, but it also costs 7 to 10 times the price of Postability Machine Sim.
I use Postability Machine Sim as a programming aide and Vericut as the final check before releasing a program to the floor.
-
21 minutes ago, Johnsp said:
Yep. I have both set to enable, exactly like your photo.
Threadripper 5975X, 128GB, RTX A5000, Win 11 Pro
Aside from this graphics issue, how is that Threadripper treating you.
I've read that Threadrippers and Mastercam can have issues, though I don't remember where I read that.
Hasp for my X5 seems to have died ? Told by supplier there is no replacement available ?
in Industrial Forum
Posted
I know several small shops that do just fine without CAM.
One shop has a bunch of bar feed Okumas. If you know anything about Okuma lathes, you'll know
their canned roughing/finishing cycles are world class. They got along fine programming at the control
and the owner is doing very well for himself. Occasionally they would get a part that had geometry issues the Okuma
control couldn't solve. He'd give me a call, I'd whip out a finish toolpath and a bill for a 1/2 hour minimum of $45.
No doubt it could have all been done better with Mastercam or some other CAM software but he didn't
want to invest the $$ to buy it or the time to learn it.
Eventually, he hired a guy with a cracked copy of AutoCad and they started using that to solve math the Okuma control
couldn't handle. That was one more customer gone.