





Newbeeee™
-
Posts
3,421 -
Joined
-
Last visited
-
Days Won
40
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Newbeeee™
-
-
6 hours ago, gcode said:
Way back in ancient times in my high school drafting class we solved hundreds of geometric problems like this,
using a T-square, scale, protractor and a compass. At the time I wondered what the point was, yet 53 years later, here we are.
My old drafting teacher was a strict taskmaster and would be supremely disappointed in me for forgetting the ancient ways.
You missed the bit then where he said "Listen up G, in 53 years time you'll thank me for this NOW PAY ATTENTION"

-
 1
1
-
-
15 hours ago, cruzila said:
Mastercam does not have the ability to make these constraints in this manner
You learn something new every day!!!!
Every day is a school day!!!!
-
8 hours ago, Kyle F said:
I do have to say, I agree with you there. We just recently went through a little memory card debacle at our shop with the DN TT2100SYYB, spend near a half a million dollars on a machine and it has less than two megabytes haha I'm struggling to make that make sense. What kind of dual turret dual spindle lathe wouldn't be running large(ish) programs??? smh
 add that to the laundry list of crucial info we had to find out "the hard way"
add that to the laundry list of crucial info we had to find out "the hard way"
IIRC our matsuuras have 1gig of internal memory on the data server but I've only loaded a handful of small programs so I haven't even had to go that route yet.
That Fanuc Options brochure - I noticed #563. You probably have it installed, but if not, might be good as an addition for you? I noticed it in reading through....there's a ton of options that I thought "that looks good"....
-
If you look here https://www.fanucamerica.com/docs/default-source/cnc-files/brochures/function-catalog.pdf
Or if it doesn't open for you - Web search "fanuc cnc functions communication software" then look at the Fanuc Brochure.
Then search the 2023 Brochure for "memory" and read 098, 099, 558, 564, 774, and these tell you the latest options available for the latest controls.
It looks like, for the F model, you have a 2MB maximum limit.
If memory serves me, the available function is a Fanuc card that stays inserted into the PCMCIA slot with Fanuc installed software, and the control reads and processes it as "internal" memory. The best thing to do, is collate a list of your machines and control numbers, and email Fanuc explaining what you want to do, and asking what exactly you need.
It seems you'll need a service visit to configure the machines to a network/DNC and at the same time they could install the extended memory and supply training for everything.
-
3
-
-
Component size....number of different part numbers to make....required geometric tolerances....tool matrix size....level of required automation....control compatibility with rest of shop....programming SW.....verification SW....etc etc....
As THEE cncAppsGuy has said, TOTAL support is #1 as you're jumping into new water with the 1st machine. Of which, successfully implemented, should lead to your 2nd machine.
But it's a BIG jump from a Vert or Hori....daunting if on your own with the hot job sat waiting for you! Knowing who you can then reliably phone, will make your decision far easier IMHO.
-
 1
1
-
2
-
-
On 12/27/2023 at 4:44 PM, Jake L said:
Gonna hijack the thread real quick. Is it true for ISO that each company writes their own rules? If so, why not be super vague to allow the most flexibility?
Ref ISO9001, there were 7xmandates when we got approval (2x man shop) back in 2007.
It (9001) was updated in 2015 and the mandates were changed, but at the time I remember the assessor saying he knew of 1x UK company that was a 1x man band who had got approval and another company whose manual was 2 pages....the manual then consisted of flow downs to other documents which specified/controlled the said mandates. My manual was total of 35 pages, which was very padded out as the 1st half was design requirements and the tail end were copies of the things like CofC, Job Traveller, Invoice etc - I reckon I could have consolidated it to 15 pages if I'd removed the padding, as the design stuff was only for "sales" as we weren't "ISO approved" for that.
But yes to quote Margaret Thatcher...."sometimes it is best to be specifically vague"....ie if you state ail job cards need sign off in ink, just state ink. If you state black pen, someone will use blue and you'll unnecessarily fail the audit (simplification but you get the idea).
AS9100 (aero) was the next step with the only real main difference (at the time) being stock control - you had to control every inch of material, every rivet and screw and washer etc - ISO9001 you could just state (for the same material batch number) job 12345 had 10", job 12346 had 20", job 12347 had 10", of material batch number AXXXX and that was okay.
AS9100 took that further by stock control monitoring so you had to detail incoming delivery of batch number AXXXX was 50", and you used 10, 20, and 10" on the 3x jobs above, so you now have 10" still left in stock (unsure of exactly how you get around tolerance of cutting and width of saw blades....for billets, washers, screws (ie "items") it's easy).
Initially...."getting approval" can seem daunting, but if you break it all down to bite size chunks, the dauntingness
rapidly diminishes. Certain practices you should really be doing anyway - such as material batch traceability gauge control and calibration, and office things like "contract review" which catches things like repeat purchase orders which have a revision/change, so you don't make at previous (old) issue....
Overall, it helped focus my business and got a 2x man band approved to be Tier 1x supplier for some major OEM's. Which then allowed us to grow but with control and focus.
-
1
-
2
-
-
@James - great comment ref your #1 above.
I would also add the obvious that part shape material and workholding comes into it too. Measure the part xxxx on!
Unclamp the part and distortion....
And Ron - Ref many Inspectors and their job choice...."If you can't do it, View it"
-
1
-
-
Thanks for the write-up Aaron - very informative.
So basically....ultimately, for this machine, the actual "solution" would be to program on the control - or if they offer one, an offline/PC control....:shrug:
-
17 hours ago, Aaron Eberhard said:
Ah, okay, sounds like you're on the latest stuff, then. As Newbeeee says, be sure to work your contacts on that side! Keep them accountable
.gif ":)")
Put yourself forward Aaron for a PO from rusty! You're well into MTM and having worked at the ivory tower, I bet you still have the right numbers to phone if needed - unless they changed them all when you left
-
1
-
-
1 hour ago, scottm085 said:
One of the last interactions with our reseller they had informed us that going forward they would not be offering this machine environment for mill/turn until the post and syncing issues were resolved (doesn't really help us). I don't know if they did or didn't but we feel left on an island a bit... We have had our machines for over two years and have yet to see any progress being made. From what I have heard the single stream CTX machines are fine with Mastercam Mill/Turn, the multi-channel machines are the real struggle since that is where the structured programming really takes effect.
I'm afraid at over 2 years....it's so long ago....it'll be seen as "not a problem".
As Aaron said - see if you can get direct contact into HQ and see what's the score. The problem with these situations, is machines are often more expensive than homes....but don't get treated accordingly. The old saying of he who shouts loudest, is very true, when you need a response
 2 hours ago, #Rekd™ said:
2 hours ago, #Rekd™ said:Didn't Bob W have issues with DMG and MillTurn dating back a few years or more?
Damn Machine's Garbage....was by memory....
-
 2
2
-
-
On 4/2/2024 at 3:12 PM, rusty.ross said:
Just a quick question that maybe one of you guys might be able to help me with. My co-worker and I are banging our heads trying to figure out what this machine is supposed to be doing. We bought a "turnkey" Mill turn software from Mastercam that hasn't worked since day 1. We have the code that Mastercam outputs but that is where we have hit a wall. Both Mastercam and DMG Mori have no idea what's going on, nor have they been at the machine to see it for themselves. We are at our wits end!
Every day goes by, is a day too long. Both DMG and your reseller need holding to account....
-
6
-
-
As JP said, Right click all the way - even have flyouts if you need it (I never did but Crazy does).
Next the QAT across the top. Nearly, as important (is it larger icons now post 2020?)
The round buttons on the right of the screen were suitably dispensed with.
And a few hot keys for GView, Line, etc but can't remember all of them now.
I had wished there were WAAAAYYYY more customisable hotkeys - AKA autocad programmable PGP file - but that was being looked at as a "good idea" back in the days of X7. It's probably a lonnnngggg meeting....
-
2 hours ago, #Rekd™ said:
Our C-Axis lathe has a Siemens 840D controller on it with shop turn software. The Shop Turn software is really powerful and easy to use. We have MC lathe license but the Shop Turn software for R&D one offs is really convenient as you can "copy", "cut", "paste" from existing programs.
When I bought the lathes with Shopturn (this was 810D), I had looked at Fanuc Manual guide and laughed. And also wasn't "that" impressed by Mazatrol (on an Integrex i200).
The Siemens was awesome, and latterly fully endorsed by the late Tim M.
I never looked at the Okuma though - didn't know anyone in the UK with one but was also far too spendy for my short arms
-
2
-
-
22 hours ago, Ulstermanone said:
You missed the point of the old excample ----Small and older companies use older machines and software and still run today no issue ---If i want to Run Windows 95 on a 2024 computer it would take up 0.1 of its memory to still function --------I have the same issue with Allen bradely now in 2024 becuause everything prior to 2019 is not compatable !!!-----------A 1970 BMw and a 1980s as as a 2020 is alot different but they still have an engine and gearbox other than electrics so basically be careful new models cant be used for older things --We need to get back into the real world of no magic 300mm long 2mm tools and other things like special projects because 5 axis suck for speed and before any ones gets excited last big machine i was on had 11 Axis and not to many software packages out there to help -------If something is 15yrs old and owned outright it would be so hard to create a lience file to look after and make obsolete the Hasp !!!
I'd absolutely LOVE a 2002 Turbo to smoke around in. But only on weekends....not a day-to-day.
Same for machines. Horses for courses - depends upon what work you're doing, and whether you have a constant steady product. If you have high turnover having to compete in the big wide world as a job shop, you need the flexibility of all the latest tools, machinery, and processes. Otherwise, you're not competitive....
-
1 hour ago, #Rekd™ said:
Or a merger of sorts??? Lots of changes in the last few years in ownership in the CAD/CAM world.
Programmed by MasterCimaGibbs, post output using Postability, and simulated using IcamiCut verification.
One. Stop. Shop.
4 hours ago, Matthew Hajicek - Singularity said:Speaking of which, if patterns hold, we should be due for another brand new interface and version naming system again in a couple years. Any bets?
Just think how fast and efficient, a fully customisable hotkey driven interface would be....

-
3
-
-
2 hours ago, Ulstermanone said:
I think about 99 percent of machines i got and thats alot i would not even bother opening up a computer or mastercam as they just are way to slow
Put safe return and custom macros you make yourself for rought and finishing mostley on lathes and Mills is all about tool structure routines
G code canned cycles is just that -Some guy at fanuc dreaming up anther code to preform functions and most times they dont do what is required
I worked before mastercam came about and with some of the founders of these companies over the yrs and my advice if someone paid for a software even if its ten yrs old or not and you uprgrade the system incorporate that into the new so it can still work ------This allows older and cheaper models to be sold so people can use and become familiure and then inquire about new stuff ---------Its like getting a Kid to buy there first car as an old BMW or Merc or Ford and you will find they time to come back when they can afford the new ------------Thank for some positive ideas and maybe can get the purple one from somewere and get the old one running again and if not so be it
But chalk and cheese.... you're talking macros and 'grammin at the control.
The work that you are doing, is not the work that a lot of the other guys are doing. Because you need CAE tools to efficiently 'gram, verify, and inspect a part when all you have is a customer supplied multi-surface model, or with no print, or a very basic print just detailing part number, material and finishes....
And I say efficiently, because yes the newer controls can import a step model, but while you're messing with it, 10bucks says the machine isn't running....
-
1 hour ago, gcode said:
and Double Bubble chewing gum to seal those pesky leaks
Tell me you're 'Murrican....without telling me you're 'Murrican....

-
3
-
-
2 hours ago, SuperHoneyBadger said:
At least you guys had coolant and machine guards, lol! Impressed to see a knee mil running like that!
That was a heavily modified machine....I had a fab company next door and I had a powder coater as a supplier. So one Sunday morning armed with cardboard and masking tape, I removed/scrapped all the original guarding and made cardboard templates. The front plastic guards had a couple of pins sticking out the bottom so I could lift them out the way and they ran in a channel so I could slide left to right. Worked well.
Another Sunday gone though....
3 hours ago, SuperHoneyBadger said:ProtoTrak DPM SX5 was the first NC machine I ever ran, ~2013, fond memories. Would be a messy job running HSM toolpaths on an open machine! We had to get out the cardboard box panel to deflect the facemill chips back then, lol.
Top tip for the cardboard guarding is to first coat it with parcel tape - keeps it waterproof for a surprisingly long time....

-
1
-
-
1 hour ago, gcode said:
and a funeral and memorial service for the Protrack shortly thereafter.
All was well - but I had to play to get to grips with the settings.
And confidence....as Bus partner was still of the belief that you get the largest cutter you can and plough it through the part shaking the machine to pieces and sod consumable cost and part distortion

But....it was faster than I thought - F2250.00000000000000HHHHH
-
3
-
-
1 hour ago, SuperHoneyBadger said:
Maybe a servo-modded knee mill with a 4k spindle and DRO can't handle 2D dynamic ruffing? Dunno. Wouldn't be surprised if it was that kind of issue though... Buddy came in pretty hot, not really asking for assistance. I don't know if it comes from a place of technological ignorance, or wanting/needed something to work just as it has for a few years.
EVERYTHING wears out eventually, gotta have a plan in place for when the failures materialize!
I have I nice vid of X4 dynamic pocketing a big ally block on a Prototrak 2axis SMX1500 mill running flat out at 4k rpm and 2000mm/min feedrate.
But this was 2009/2010 and I am soooo last Wednesday....
-
2
-
-
21 hours ago, Ulstermanone said:
Thank for the Replys
If it worked for last two yrs on this computer there is no conflict issue
It was bought outright at the time so permanant lience stand alone
I think some maybe right that its now dead and that will be the end of it as i had it almost from the release of X3 -------Used X19 and stuff on network but not interested upgrading to that system so if i cant get new Hasp will just call it a day -----So many in the UK now using other Cam software and i am begining to understand why
Dang - nice burn for the UKerrrrs!
Granted I had to leave, but I'd like to think I could, possibly, return, IF i wanted to....

-
1
-
-
IF you're connected to the interwebz, try rolling back any updates.
Then if this works, unplug from the interwebz and NEVER plug it back in....
-
2
-
-
On 3/13/2024 at 3:19 PM, bird2010 said:
If you are using 2D contour, you want to change the partial path feed rate to apply the change to all depths
"Maybe" Toolpath editor is not a faster way
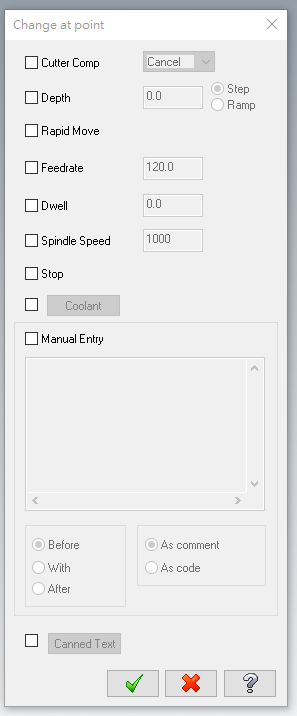
You can try using the "change at point" function
sorry, I am not good at English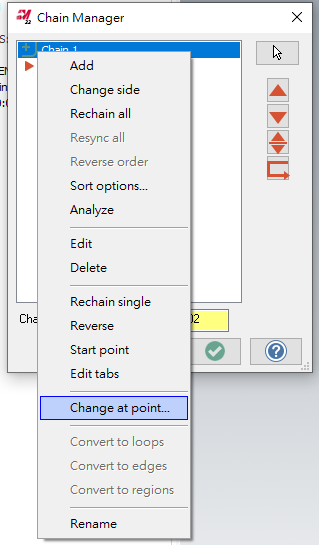
I mean, well, if only, by now, there was, a graphical toolpath editor....

-
3 hours ago, bird2010 said:
You have to do the decomposition "manually", but this is only a simple model, for complex models you have to "manually" create a lot of extra operationsNot really.
Have you a sample file to prove this?
-
1
-
Create Arc Question
in Industrial Forum
Posted
Although my toolmaking apprenticeship, turned into Modelshop/R&D, that quickly turned into the DO at the age of 21. I was REALLY fortunate that my mentor agreed to take me under his wing - he told me "I don't think I can make a silk purse out of a sows ear, but I think I can make a sows ear purse out of you"
But we'd hit it off early during my apprenticeship - while work experience in the DO, he gave me my 1st job which was to copy an existing print. Mylar, 5H and 2H pencils, rule ("we don't call them rulers in here as the Queen of England has F'all to do with this job") square, protractor, compass and the most important thing eraser - and away I went.
The part was the base of an instrument which was square with the 4x corners turned off, and everything was about the C/L - and I thought I was doing okay when he said "that top right quadrant - tatty - have another go at it"....so the eraser got a hammering and 15 minutes later "that's good, but it shows up the bottom right quadrant - have another go at that"....so out with the eraser again and 15 minutes later rinse and repeat for the left hand side.... End of day I remember him saying "the cleaners will love you tonight - look at all that mess on the floor"
End of day I remember him saying "the cleaners will love you tonight - look at all that mess on the floor" 
But yes, printing was my downfall - CAD was a godsend. There's 2x real arts to being a drafty from a "picture drawing " perspective - neat printing, and the most important one having the initial visibility of first laying the job out in your head so you know you can then get all views and all dimensions on the sheet.
As with everything now, things change and it's a lost art - but we now have the other extreme where "everyone can use a computer", so everyone thinks they can be an "engineer"!