





Newbeeee™
-
Posts
3,421 -
Joined
-
Last visited
-
Days Won
40
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Newbeeee™
-
-
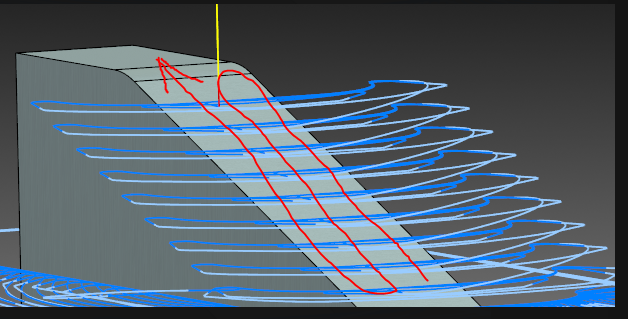
If you change your path to flowline and direction to this, you will save much time and boss will be velly velly appy
-
13 hours ago, neurosis said:
I try to give everyone the benefit of the doubt before jumping on the dog pile.
12 hours ago, neurosis said:I don't mean to start dropping pronouns but I don't know if we're talking to a guy or girl.
I distinctly remember Incog saying you were She/Her....

-
 3
3
-
-
1 hour ago, gcode said:
fissed for accuracy
That's a few years ago now G.
His daughter must truly be an expert by now, and I guess nearly left school
-
 2
2
-
-
I did have a play years ago after watching Derek Goodwin's weekend dive into setting FBM up.
I was doing a lot of prototypes for one customer who was absolutely useless - and I wanted the 1xclick to just be able to make the part so when the design finally "worked", it could be properly 'grammed.
But as always, time and other things beat me....
I just looked at youtube and there's a IHS "deep dive" that maybe worth watching, as that is a year old so would be way more current than Dereck's.
BUT.... perhaps have a talk with Pete @ Theebyte - he writes custom solutions and for the right application, truly is 1xclick.-
1
-
-
1 hour ago, SuperHoneyBadger said:
I see the "rapid" motions that he's trying to replicate, but I don't know how it would be better than hopping up and over. You're just going to add a bunch of arcs or point to points at a high feedrate, and relatively close to the part wall at that.
I had a couple of Feeler drill/tap machines with F control and 60metre/min rapids.
I had to always rapid retract clear of the part because if rapid down in the part, close features would get clipped at 100% rapids. The ACC/DEC was so fast, the path was not "that" close (servo/open following error). There was no parameter to close this down.
High/max feed within/close to the part is okay but not always as fast as 10metres/min....
12 minutes ago, SuperHoneyBadger said:Shhhh... Be careful about unintentional summoning rituals. Many such beasts live on though memories and storytelling.
Whatever happens, NO ONE mention his name 3x times....
-
3
-
-
But roughing is "usually" the fast part....it's the last 20ish% finishing and the small tools needed, and any surfacing/ramping faces, and the surface finish requirements, and the feature tolerances etc, which can take the time and catch one out.... :shrug:
-
On 1/5/2024 at 4:14 PM, #Rekd™ said:
A lot of unknown's.......what machine? What is the tolerance/ surface finish requirements? Possibly it could be roughed and then finished with a sink edm (assuming the vibration on the mill is too much).
Hopefully this isn't a quoted job!!!!!!!
Hahahaha "No Bid"
-
Ok that's cool, you're already doing it. Can't beat internals (no snickering at the back!
 )
)
-
5 hours ago, Matthew Hajicek - Singularity said:
You're going to want to finish those ribs with each stepdown of roughing; they won't be rigid enough to finish if you rough it all first.
"She gunna ring like a church bell DingDingDingDingDing"....
-
 1
1
-
-
On 12/27/2023 at 3:53 PM, Jake L said:
Thanks for the reply. subout$ seems to be the answer to the question I asked, but I think I asked the wrong question.
After playing with the post a little more, the question I should have asked is what triggers main_prog_no$ to iterate?
And while writing this I realize it may not matter because I can probably just do something like this:
if main_prg_no$ <> prv_main_prog_no, (do something)
Just talking out loud....How big is your control memory Jake?
Because if you can, you can't beat running internal sub progs - ones that stay in the 1x main program. This way no one forgets to save the subs at the end of the job run, because they're within the prog....
FWIW, after going round in circles with this back in the day, we decided to just use 0001 for 1st sub call and 0002 for second etc. Because the subs are saved in the folder with the main prog, and the sub header also stated "SUB FOR PROG NO XXXX", so there was never any issue with potential mixup.
Obviously later controls and 8 digit prog numbers would allow better file numbering (ie all subs to start 5xxxx for example)
-
3 hours ago, gcode said:
and getting paid !
THAT, is a bonus!
-
2
-
-
10 hours ago, Metals and materials said:
Last but most important thing, if you know any companies who is giving out work, please let me know. At the very least, we can all seat at a table and see where it will lead us.
Feel free to PM me as well.
No one, a b s o l u t e l y no one, will give you any work at all, without you being up and running, and even slightly established.
I will also say - they won't even sit you down to discuss, without you being up and running.
The hardest part of this game, is not doing the work (although that can have HUGE problems), but it's getting and then keeping the customer.
-
6
-
-
But what market are you going into? If R+D/Prototype, you have to go a long way to beat Prototrak lathe and Prototrak mill. Conversational heaven.
If you're going into a mix of low volume with also 'grammin on the machine, Siemens takes a LOT of beating (more capable than Prototrak but support and 10 year service/support?)
If you're chasing volume, controller becomes less important IMHO. Although Fanuc for MTBF, is always #1.
Whatever controller you choose, you need a bullet proof mastercam post.
And remember if you are stood grammin at the machine, the machine isn't running.
And when you're talking to customers, quoting jobs, grammin jobs, delivering jobs, and invoicing jobs etc, your machine may also not be running.
And if spindles don't turn, you don't earn....
And unless separate machine budget, you need Inspection equipment to verify what you're making....and then ISO approval to probably get but that's another day!
Good luck!
-
1
-
3
-
-
15 hours ago, JSwistak said:
Newbeee,
Thanks for responding to my post. The parameter settings aren't servo related, they are max and min distance and rotation axis settings for using G05.1q2 smoothing. But either way I don't like to change settings unless I am sure I am doing the right thing. I agree that we should let Fanuc make their adustments to the machine settings.
Jswistak
My reply was aimed at your 1st post sentence We were also told we should have Fanuc come in and do a servo-tuning for this option
Having had 3x far smaller and lighter VMC's from a MTB that did have "figures" in the control, my experience of running lookahead made the machines on direction changes, beat itself to death. The cabinet sounded like someone hitting it with a mallet when changing direction (mechanical shock - acc/dec), and the finishing (bottom of the cutter) was like a ploughed field. But only on direction changes.
You have many many more lbs of inertia - hence my suggestion.

-
1
-
-
The fastest, the safest, and overall the easiest way, is to get Fanuc in. Specify n the PO, EXACTLY what you want them to do.
They can plug their laptop in which monitors all the servo loads etc and then they can tune your machine accordingly, allowing for the table mass/inertia (acc/dec) etc etc.
Just entering random numbers into the control when everything is currently 0, is a total waste of time.
-
Was....11x with 3x different languages mixing between 2ax lathes and 4ax mills.
And ditto #Rekd™ Somedays were gravy with the vast majority of repeat work and then the phone would ring. Usually, on a Friday morning....
-
4
-
-
+1 for milling the thread core but in steel with the same tool, I'd rough the C/B undersize too.
The less work the tool has to do, the sweeter the parts will run
-
3
-
-
3 hours ago, Kyle F said:
this is blowing my mind,... so y'all do surface finishing, with square endmills, feeding up and down?!
Is this only on tapered surfaces, or vertical walls as well? I could be misunderstanding, but this is very intriguing to me.
Yep where possible - talking predominantly aluminium.
For steels I'd be running a bull mill - say 0.5 (20 thou) corner rad on the tip as a strengthener.
Only talking chamfers or angled walls.
-
On 11/2/2023 at 9:33 PM, danatoem said:
Just to respond to the question why not go left to right, or across the face as opposed to up and down? When you go across wall that has draft on it, with a sharp endmill the result will be a finish that will resemble a stair case. When using a sharp endmill on a drafted wall and going up and down the finish will be smooth as a babies butt! You will be using the radius of your endmill as opposed to a sharp corner . It also just happens that this drafted wall had a sharp corner at the bottom or i would have used a bull mill or , say a 1/8 e/m with .03 corner rad. The easy thing would of been to use a taper cutter but this wall has odd ball draft.
I would also use the "up and down" as often as possible - on average (neck out) you get a better finish for a lot less toolpath travel (= less cycle time)
@Jake L nice explanation

-
1
-
-
16 minutes ago, JoshC said:
i seen bob bashing mastercam on one of his blogs once, or at least making it seem like something else was superior to mastercam when it was all his opinions and nothing factual that i read, so i lost some interest in his products...
was a while back and not sure if he still has it up or not but kindof ticket me off because he was incorrect on his opinions. if he has a good product feel free to use it if yall want to but he rubbed me the wrong way with that post he has up, ill see if i can track it down at all
Edit: Sorry im talking about G-wizard not HSM advisor, just noticed you are all talking about hsm advisor so nevermind and found the article here https://www.cnccookbook.com/cnccookbook-2023-cam-software-survey-whats-the-best-cam/ , very opinion based article and states at the top somewhere that fusion 360 is the overall market leader and that mastercam bobcad and hsmworks are all down on share lol whatever that means, so we are grouped in with BOBCAD and fusion 360 is better than mastercam is just laughable
Josh - you'd be great in politics - I'd vote for you
Edit:- my bad, I got the products and owners/writers mixed up (with name of Bob). Same comment though, buy HSM and integrate it!
-
1
-
-
Just now, gcode said:
A properly edited post will handle calling up the work offset, tool length offset and spindle speed
You can also hard code a parking spot so the operator can check and change the inserts conveniently..
On production jobs, I'll use two identical tools with identical gage lengths.
Then the operator just changes the tool and hits go
Yes - mine did as you say after much modification but original post didn't - just retracted and stopped spindle and then press go and away it went.
Very dangerous and hence me saying probossibly!
-
11 minutes ago, gcode said:
Depending on it's age and origin, your post may need some work to support tool inspection.
Probossibly this!
I would also look to do a forced toolchange if you're in knarly mtl....purely from the point that you can then change inserts/tool, set tool length, move the table or head and even go get a coffee
etc, and then when you hit the green button re-position and importantly height offset etc is all correctly recalled.
Toolinspection can be fine, but if reset is hit (depending upon the specific machine parameter configuration) it can be a real bad 10 seconds if G43H isn't called....
-
19 hours ago, JParis said:
All I will say is it NEVER should
have been tied into theMachine groups been inventedthe way it has been....it should have forever remained a separate switch you had to proactively hitFiss!
-
On 10/20/2023 at 4:28 PM, Aaron Eberhard said:
The big differences is that the Mastercam RCTF is taking a very limited view of the cross section of tool to engagement angle, and trying to keep that consistent. HSMAdvisor is looking at the tool stickout (Longer means more deflection of course), # of flutes (more flutes = thicker core = less deflection), coating (big difference in 4340 with TiN vs AlCrN!), angle of the helix (are more flutes in contact at that moment or less? That affects rigidity and material removal), etc., etc.,
If you have the machine set up right, it'll help keep you in the proper torque band, too. Maybe on your spindle if you drop below 2000 RPM, you lose torque, so 1800 RPM = 25 IPM, but 2200 RPM = 45.
One thing I've found is 100% is "normal" high quality setup. If you're holding things securely in a regular ol' Curt vise with a quality single point/weldon tool holder on a normal Cat40/50 machine that's in good condition, it'll work great. If you're using an older machine where no one has adjusted the gibs in a while, your tool holders are clapped out and you're often using an ER collet, etc., you'll want to play down at the shallow end of the pool a bit more (75-80%). If you're using a more modern/well kept machine with a good control, shrinkfits, dovetail workholding, feel free to crank it up into the 120-130% range.
In my garage, on my robodrill, for example, I generally end up in the 80% range for dynamic roughing. On a new Okuma that I'm helping out with right now, we're in the 120% range.
Pay close attention to the Tool Deflection down in the bottom box. That'll really affect the life of your tool and surface quality.
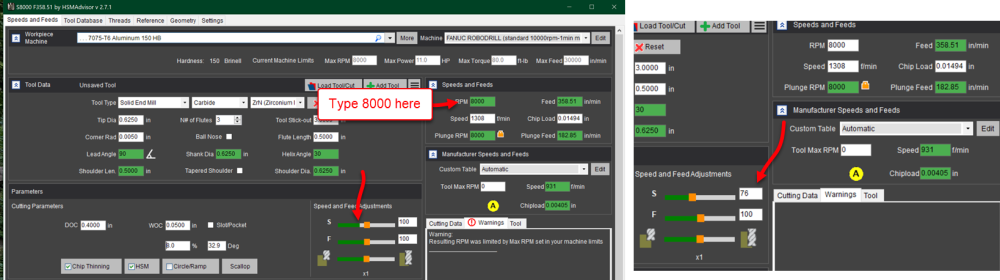
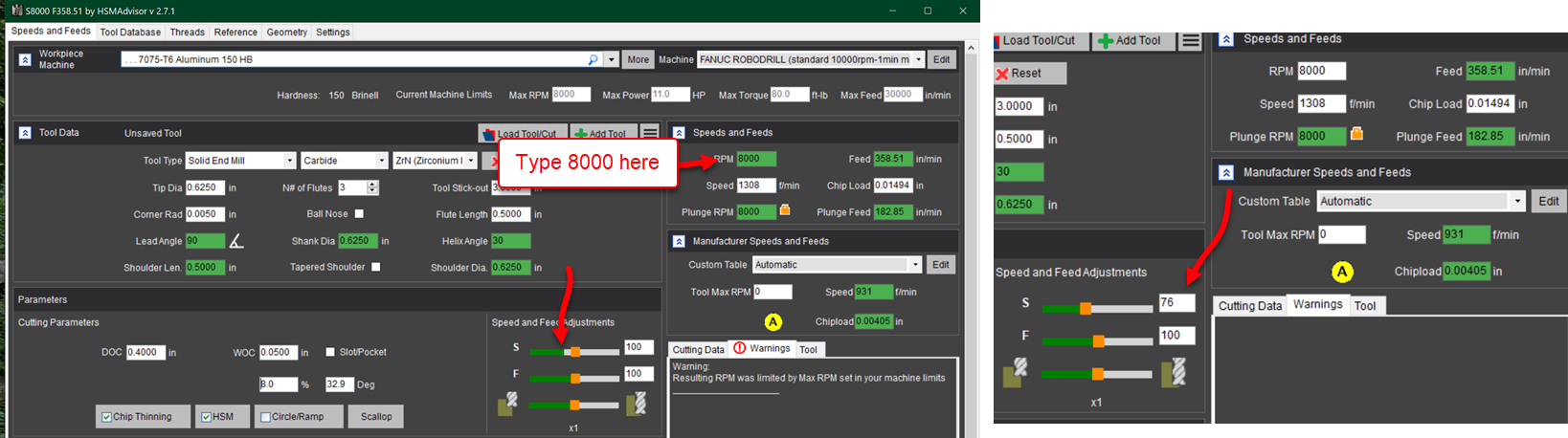
Oh, and another handy trick, if you enter a situation where the feedrate or spindle speed is reduced due to safety margins/machine limits, it'll slow down the feed/speed shown as the little green bar below the slider. If you're trying to figure out what % of a reduction that is, you can type in the number on the RPM or Feed line in the upper right, and it'll set it there so you can match the other:
I have a notepad doc with tool diameters, type/make, stickout, holder and material as default go-to's for what has previously worked (well). But if I was still doing "it", I'd buy this.
Yours is the best explanation I've ever read on this. For what it does compared to the Mcam RCTF (disclaimer - which I never used), if I was CNC i'd "buy Bob" and properly integrate into Mcam....
A shout out to CadCam Consulting
in Industrial Forum
Posted
Geeee g....your guys must luuuurve you....