





Dave Ball
-
Posts
594 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Dave Ball
-
-
quote:CIMCO Integration are pleased to announce that the following Mazak milling controls M2, M32, M+ and Fusion (M640) are now supported in the Mazatrol file viewer option for CIMCO Edit.Normally Mazatrol files can only be viewed using an actual Mazak control. With Mazatrol support added in CIMCO Edit 5.5 these files can be viewed on a normal PC as well as printed in hard copies.
-
Is that a prototype for Hobart or a custom paddle for an eccentric chef?
 ...all the ones I have seen were simply cast...Great job none the less
...all the ones I have seen were simply cast...Great job none the less 
-
3.14 X Hole Dia. = circumference, make the circumference length the length of the hypotenuse and the .235 the side adjacent, then do the trig, this will give you the ramp angle. I think

-
I have used custom macros to comp for temp variations, but only on a few simple shaped features...
-
Like I said earlier, this code was setup for gundrilling, but with a few tweaks it could easily do what you need.
-
First off let me say there are other ways of doing this but this has worked well for my needs. This is a working "gundrilling" mod that should serve as a good guide for you to add what you want to your post.
Declare your desired variables like below...
code:slowdrill_speed : 0 # Single Gundrill - Slow PRM for Gundrill Cycle
slowdrill_feed : 0 # Single Gundrill - Slow feed for Gundgrill Cyclestart_height : 0 # Single Gundrill - Z Start Positionfirst_depth : 0 # Single Gundrill - Z depth for gundrill at slow speed/feedfastdrill_speed : 0 # Single Gundrill - Fast / Recommended RPM for Gundrillretract_feed : 0 # Single Gundrill - retract feedratedrill_speed : 0 # Gundrill Cycle - Drill RPMstart_hgt : 0 # Gundrill Cycle - Z start heightdrill_feed : 0 # Gundrill Cycle - Drill FeedrateCreate your postblock in the drilling section of your post...
code:pgundrill #DLB--------Canned Gundrill Cycle Added 7-31-08
pdrlcommonb # works in conjunction with pmisc2$ and pmisc2_2$pbld, *pdrlxy, e$pbld, *start_height, e$pbld, *slowdrill_speed, "M4", e$pbld, *sg01, *first_depth, *slowdrill_feed, e$pbld, n$, "G4", *dwell$, e$pbld, *fastdrill_speed, "M3", e$pbld, n$, "G4", *dwell$, e$pcan1, pbld, *sg01, *pfzout, *feed, *strcantext, e$pbld, n$, "G4", *dwell$, e$pbld, *slowdrill_speed, "M3", e$pbld, *sg01, *start_height, *retract_feed, e$pbld, *sg00, *initht_a, e$pcom_moveaChange pmisc2 like this...
code:pmisc2$ #Canned Misc #2 Cycle #DLB--------Canned Gundrill Cycle Added 7-31-08
pgundrillpmisc2_2$ #Canned Misc #2 Cycle#pdrill_2$pgundrill #DLB--------Canned Gundrill Cycle Added 7-31-08Create custom labels for the MC parameter fields...
code:[misc2]
1. "Gundrill Canned Cycle"7. "Slow RPM"8. "Slow Feed"9. "1st. Z Depth"10. "Fast RPM"11. "Retract Feed"1. "Custom Drill Parameters 20"[drill cycle descriptions]1. "G81/G82 - Drill/Counterbore"2. "G83 - Peck Drill"3. "G73 - Chip Break"4. "G84/G74 - Tap"5. "G85/G89 - Bore (feed out)"6. "G86 - Bore (stop, rapid out)"7. "G76 - Fine Bore (shift)"8. "Gundrill Canned Cycle"9. "Subprogram Call"10. "Probe ID / Bore"11. "Probe OD / Boss"12. "Probe X Centering"13. "Probe Y Centering"14. "Probe Z Position"15. "Probe X & Y Centering"16. "Gundrill - Single Location"
-
Its possible to make the changes in your post but is it worth it? How often do you need the functionality? I have a very similiar mod in my post for gun drilling.

-
Me2... I have been using the synch toy for a few years...works great
-
It is a post mod, but a relatively easy one to do.
-
James...it sounded like ALL of them left the body, but I didnt try to count them
-
quote:OBVIOUSLY you've never been saved by that "cool looking" lexan. I have, and it worth every extra penny. I just may not be here if it were not for Lexan. (I hope my wife does not see this).
+1000
I was standing right next to a guy who went into MDI to turn on the spindle after running a high speed toolpath...12" face mill @ 15000 RPM!
 Trust me you want LEXAN!
Trust me you want LEXAN! -
Thanks James! That will defiantly go in my reference file, now if I can find a printer that will connect to the RS-232
-
Can anyone recommend a printer that is capeable of being connected directly to the machine RS-232 to utilize the DPRINT command? Also, James how do you specify what device you want the DPRINT to go to?
-
quote:I placed the Fanuc Data Server 63354EN.pdf file on the ftp site in the text_&_post_files_&_misc directory.
I just searched the ftp but can't find this pdf, does anyone else have it?
-
code:
if id_num < 1 | id_num > 12, #----This checks for a valid user ID number, 1 through 12 ONLY
[result = mprint(id_num,1)spaces$ = 0*e$scomm_str, id_num, scomm_end, e$spaces$ = sav_spcexitpost$]This should get you started
-
The M6400 with as much horespower as you can afford.
-
I prefer to group tools by type but beware that not all pockets are created equal...some are designed for larger diameter tools and the vast majority wont hold anything beyond 4" diameter, so if you have large tools they will have to go into the pots designed for them or you may have to leave adjacent pots empty and thats a waste. Just food for thought.
-
set your post up with the exitpost command if a valid name/id is not entered. Give each programmer a unique id number and attach that number to their name, then when they enter their id you see their name and no id entered just exits and they can't post code. Its a hard handed approach but as long as they dont share their id number it will get what you want.
-
quote:but the machine hasn't been calibrated in at least 5 years.
You need to resolve this issue reguardless...Get the machine ball bar tested and/or laser alinged.
-
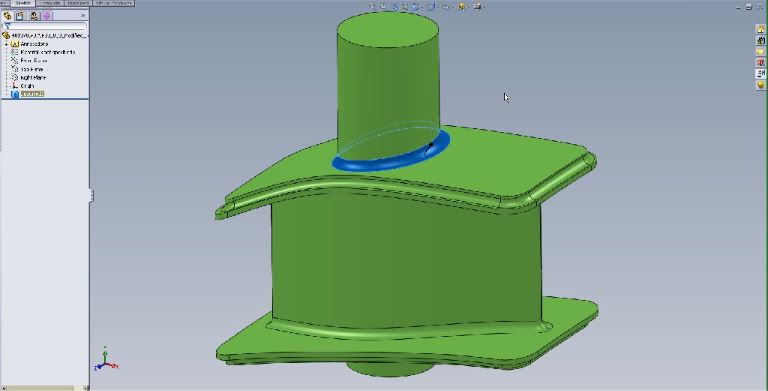
having a bit of issue with surface finish in the blue area. Radius is .156 and will be cut in a vertical mill with the boss alinged with Z axis. Materia is 17-4. Surface finish radial works ok but I was wondering what tool path would you use to program this with?
-
For plain solid carbide tooling, between 100-200 SFM, feed varies greatly depending on dia. but as an example a .500 end mill should be between .001-.002 IPT
-
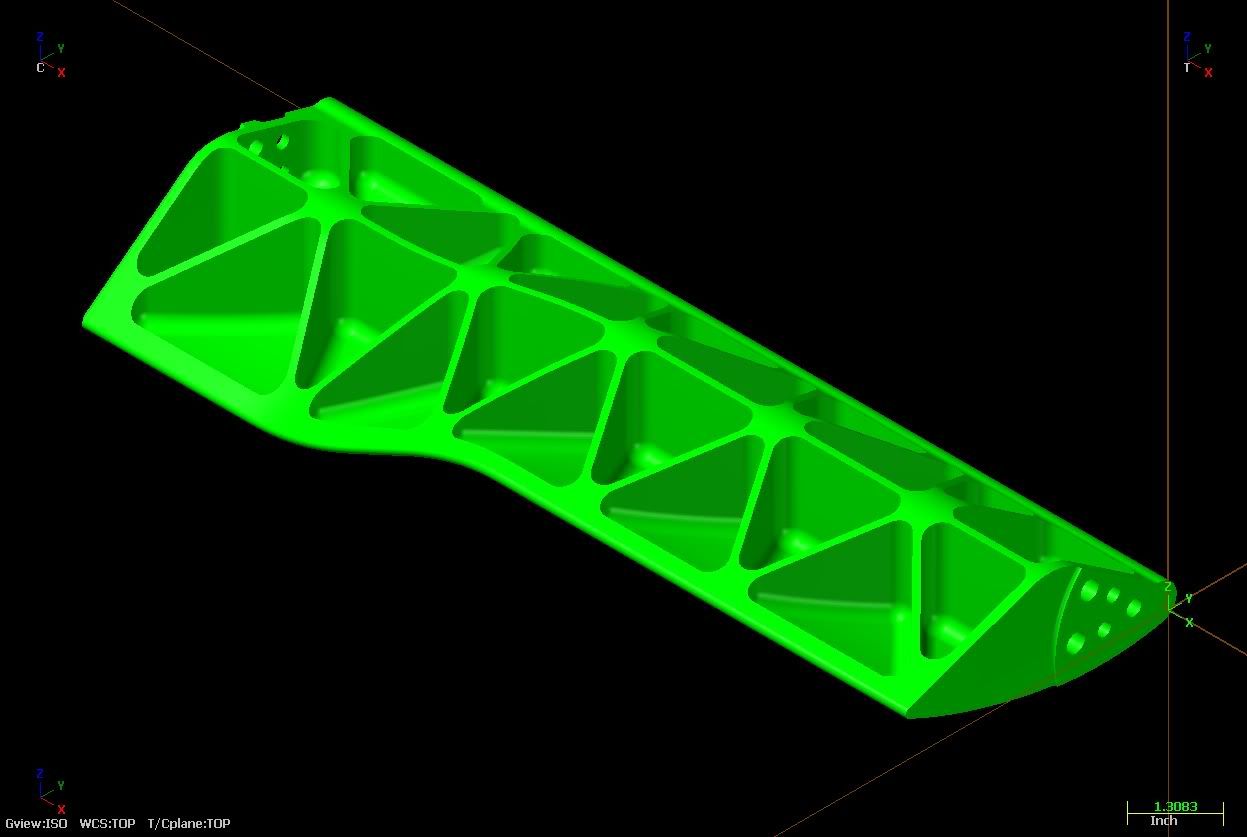
Sorry I forgot to mention the walls are all vertical, no undercut and the floors are on different angles.
-
What method and toolpath would you use to cut these pockets on a 3 axis machine? Material is Ti-6Al-4.
-
Greg, I agree there has to be a way. I set my brothers Centurion 5 up and he can see his code while running, however this is during DNC as he only runs large files. If I get a chance I'll try a few things on that machine.
Which Toolpath?
in Industrial Forum
Posted
I'm attempting to program a tool path for a deburr brush using X3. The machine is a Makino a61 5XR. Basically its a 4 axis horizontal plus a C axis rotating around Z. I want to move the tool in along the baby blue colored line then rotate C so that the tool follows the dark blue line. I have my wcs setup but I have no idea what path to use or how to use any of the 5X stuff.