TuxedoMask
-
Posts
31 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by TuxedoMask
-
Thanks Gunther! I saw this posted back a couple pages and didn't see an answer. I was wondering if there was a way for X+ not to duplicate tools when I select a whole toolpath group? Right now to get around that I'm selecting each new tool for X+ to post out. Thanks in advance!
-
This worked. I went ahead and tried to play around with it but the only setting I didn't change was what worked...sigh lol. Thanks a lot! And thanks to the others for the input as well!
-
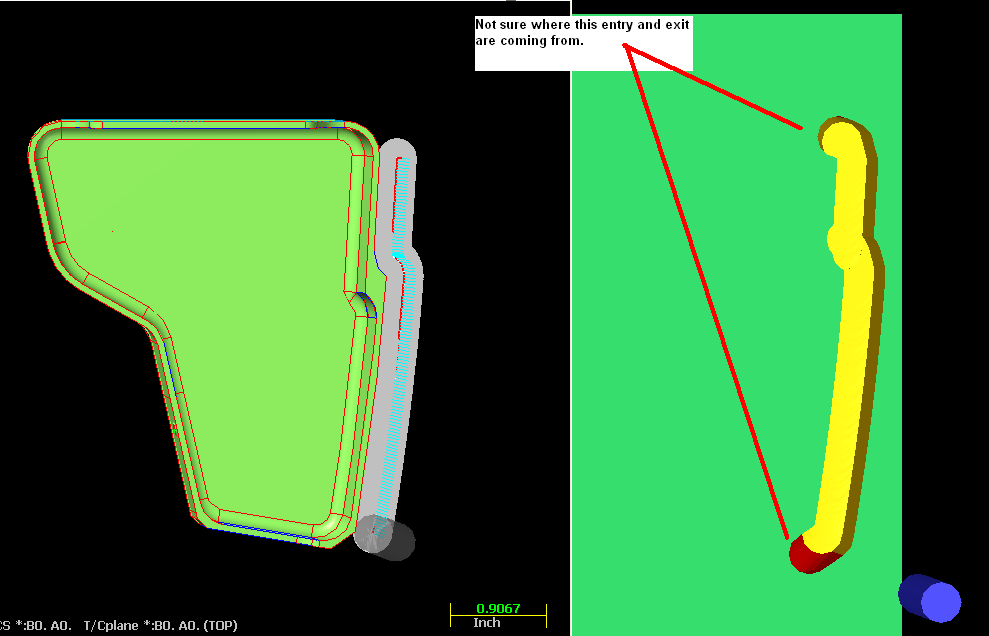
Hey guys, I've opened up an old X3 file into X5 and was updating our toolpaths and noticed that when I verified my Swarf cuts they were acting crazy and cutting into my part. However, when I blackplot the toolpath everything comes out normal as they were on X3. I've uploaded a picture to show you guys the difference in motion between backplot and verify. I'm not sure where the verify portion is getting its lead in and lead out from and crashing into the wall of my part. I've gone into the 'Linking' tab and unchecked the Entry/Exit motions off. I've never had this problem before in X3 and I'm hoping its just a setting errror so I can actually have some confidence when posting out the program. Thanks in advance!
-
Worked out great. Thank you!!!!!!!!!!!!!!! Would've never figured that one out by myself.
-
Hey everyone, I've been playing around with my MPFAN post and now I'm stumped. I've gotten as far as getting my post to output this comment on Tool Changes. "( 1/2" ENDMILL W/ .06 RAD | SET TOOL LENGTH TO - 8 )" But the problem is I'm using that 'tlngnote = tlngno$' as a guide and I've been trying to find the code for the tool overall length so it automatically posts out my Tool overall length to help my guys know how far to stick out their tools. We have setup sheets but you know people get lazy and tend not to look at them sometimes. Could you guys possibly help me out and let me know what I'm doing wrong or if it's even possible? Thanks in advanced guys!
-
Haas Trunnion Questions
TuxedoMask replied to Tom Matuszak from McCann Technical's topic in Industrial Forum
Hey OP, I'm currently at work and can't dl from the FTP but for your negative A-turns have you tried to go into your Misc Values and inputting '1' on your secondary a-xis? It should be the last option on the first column in the Misc Values tab. Putting '2' will force A to rotate negative and '1' force a positive turn. Hope this helps. -
Thanks for the help guys. Alvaro ah so I've been doing it right the whole time then. I thought I was going crazy with this. I've always thought it was weird that I could program many angles but I couldn't get a simple B axis rotate.
-
Hey guys I really don't know what the heck is wrong with me. I can't seem to figure out how to force a B output. I'm using the "Generic Haas VF-TR_Series 5X Mill" post. Our part is about 18.000" long will hit the floor when it's rotated B90. A90. on a HAAS Trunnion. So what I'm trying to do is just rotate the part to B-40. A0. and cut off the ends of the Material so the part will clear when rotated but every time I post it out it forces the Angles to B0. A0. and wants to cut the part at that set angle. Is there a way to just rotate B without having to rotate A? The only way I could figure out how to do it was to just Rotate B-40. and A-.05 to make it work. Thanks in advance.
-
[X3] Generic Haas VF-TR_Series 5X Mill Post
TuxedoMask replied to TuxedoMask's topic in Industrial Forum
Thanks for all the replies. I will try what you both suggested. gcode: No i'm using the same toolplane for all Just the same WCS -
Is there to force the Post to just post only A90 without changing my machine definitions. I'm creating tool planes that are only A90 and when I post a batch of toolpaths that contain B0. to B180. the post likes to change it to a A-90. when there is a full rotation involved. To just keep A at A90. I basically have to post my whole toolpath groups separately to keep A postive. Thanks in advance.
-
Thanks for the replies guys. Unfortunately I've been way too busy to put any further investigation into the problem. Hopefully some of your tips will help me. I'll keep ya posted.
-
Thanks for the input everyone. Yup we have been using Hanita Varimills and they seem to be the best option for now. Thanks everyone.
-
We just got a new contract with our customers for a part that's about 18" x 5" x 3" in block form. Material is 15-5 PH Stainless Steel and will be roughed out and sent to heat treat to 35 Rockwell C standard. We'll be running on 5 Axis machine and this is our first time running this type of material. Could anyone recommend any specific tools for this type of material and if so could you list the application for the tool; tool diameter, max stepover; max depth cut; and recommended feeds and speeds. Thank you in advance.
-
Does anyone else get this message that runs on Vista 64 bit. It just happens randomly and I don't know the cause of it. After a fresh clean install it will work fine but sometimes when I try to create a line or anything of that sort a window will pop up and say "Parameter is Incorrect" and freeze my ribbon bar. Usually closes the program and reopening will help but now every single time I try to create a line it does that, rendering Mastercam useless to me. Any else have this problem or know what's causing it?
-
I'd honestly say I could program that part in less then 20 hours if given the model, but that's also a really rough estimate.
-
I'm self taught on Mastercam also bro. You pick things up a lot quicker if you just play with it. Unfortunately for you I don't think you will get too much play time but don't panic. You still have us to help. I started just programming basic 3-Axis parts and slowly worked my way up. A couple months later I'm programming complexed 5-Axis parts and didn't realize how quick of a jump I had made until I stopped programming for a couple months. Don't stress it and keep playing with MC. Good luck.
-
I just had the exact same problem occur to me. Even after repair install. It would work for a while and that MCCore Error: Parameter is incorrect would come back after I create a line. After that happens there's an odd chance that it still works but just the ribbon bar incomplete with my previous task up. What the heck is the problem.
-
Yup I've noticed that heh. It's going to be a while. Thanks everyone.
-
Hello everyone, I've ran into a problem I can't seem to figure out. We've reached maximum memory capacity on of our HAAS VF-4's and there's over 300 programs in there. Some of the programs are not proven and some are and the operators have failed to delete those that aren't. I was wondering if there is a way to send all the files at once and leave it over night. I've tried going into the Advanced RS-232 Mode and selecting all the programs. But when it's receiving it tends to package all the programs into one file. Basically I'm just wondering if there is a way to receiev multiple programs into separate files. Thanks for your time.
-
My best advice would be to play around with it. Believe it or not I have absolutely no formal training at all. My uncle showed me a couple things in Mastercam and trusted me to make programs in less then 2 weeks. Now a couple months later I can program 4-5 axis machines and edit my own posts. Just play around with it. It'll come naturally soon enough =)
-
That's awesome. I'll be sure to check it out. Bogus do you happen to know a John Le at NIAR? heh...
-
sorry i solved the problem. I had to go to properties and uncheck "Run as Adminstrator" Not sure how that would cause the problem though.
-
I'm running X MR2 and for some reason when I click on the Level Manager at the bottom of the screen its frozen. No manager pops up. It's really strange I've been running Vista for quite some time and I've never encountered this before. My colors work, WCS, Gview, Planes all work. Not sure what happened. Anyone have any ideas?
-
I would do WCS > Normal > Then Select Line Parallel to your view > Rotate to make sure it's the toolplane is right. Make sure that in your toolpath manager you're WCS is set to your original and your Tool/Construction planes are set to whatever plane you want to cut. Just make sure you keep the same WCS for every Toolpath. Not sure which version you're on could you please state it so that everyone could chime in.
-
We're running heat treated stainless steel and we've ordered some 1/2" 4 Flute Hanita Varimills with a LOC of 1". We're using a HMC HAAS EC-400 to run this part. I've looked at the chart they have provided and would like to do a series of tests of the best feeds and speeds. So far I've got the spindle at 1600 RPM and feedrate at 7.5 IPM. I'm going to try to crank it up to atleast 3000 RPM and 21 IPM. Forgot to mention I'm slot cutting stepping down about .250 Any recommendations? Thanks everyone.