





nickc
-
Posts
32 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by nickc
-
-
Found it,actually in machine definition
-
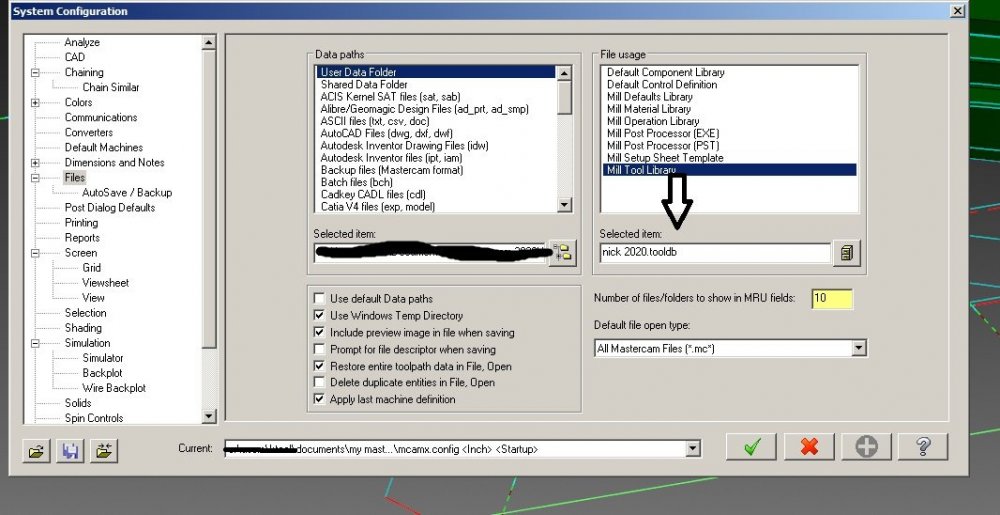
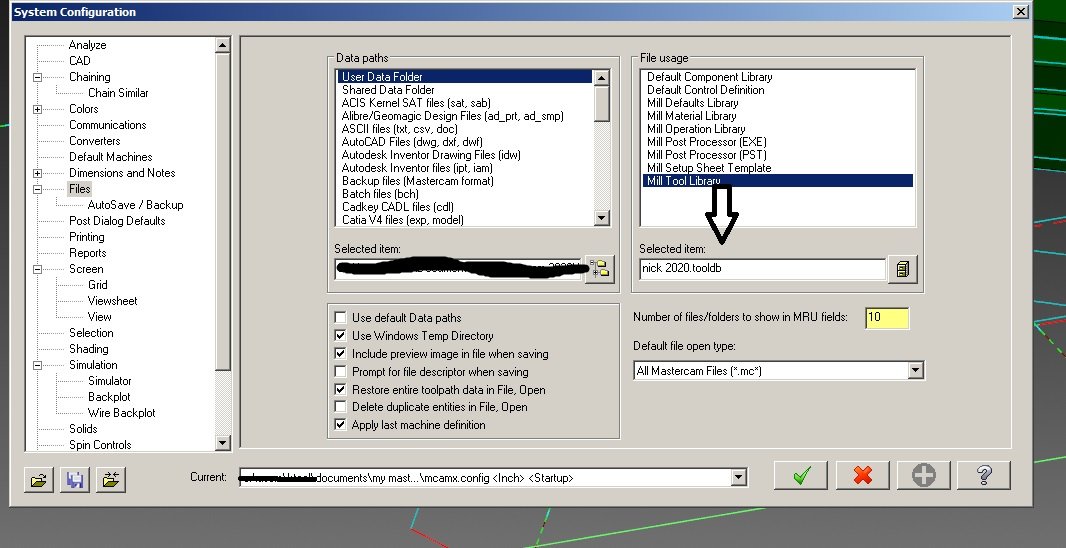
how do you set default tool lib? ive tried in config and it never works.whenever i start a new file it always defaults to the big inch library
-
I have started just posting a g81 cycle for each "peck" that i need to get to the bottom ,that way(on okumas)it retracts all the way out but starts down deep
example
g81 z-1 r.1
g71 z.1 ---forces tool retract plane
g81 z-1.1 r-1.
g71 z.1
g81 z-1.2 r-1.1
-
my run-ins with this fella usually involve a containment boundary
-
actually a good question!
i think this would be a job for the post processor ,maybe MISC values ...,someone correct me if im wrong....
-
waterline just did this to me,unchecking "contain to tool contact point" fixed it
-
this happened a lot when we used x7 and customers would create models with a newer parasolid version than mastercam had,re-saving with other software to version 23 seems to fix it
-
i would try the Raster toolpath,basically a parallel finish with a arc on and off,and set your filter to create arcs in xz,yz ( g18 g19)
-
i definitely need some of this!
-
thanks for the help,ill try this tuesday.still learning how to use stock models and .stl's for 3d stuff
always learning
-
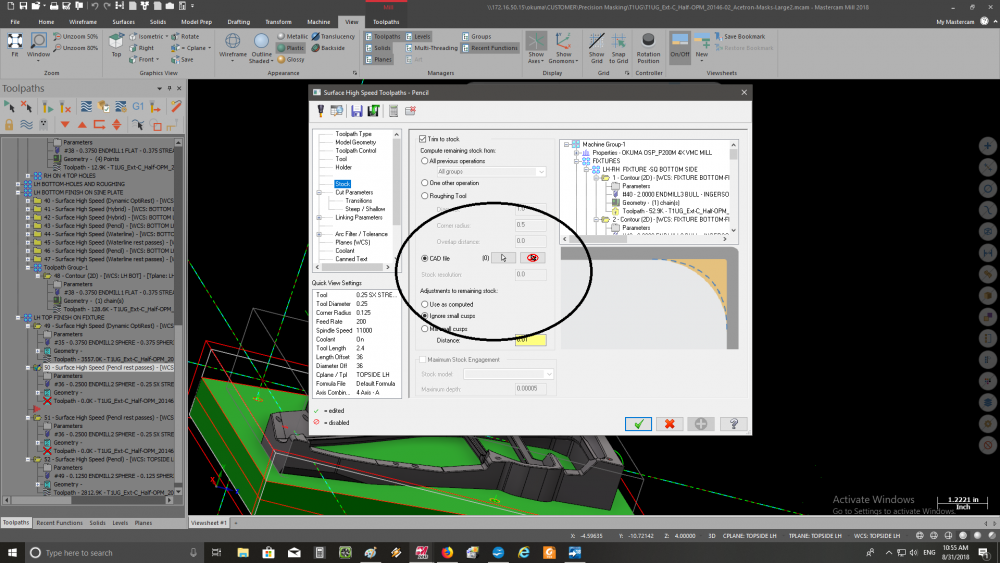
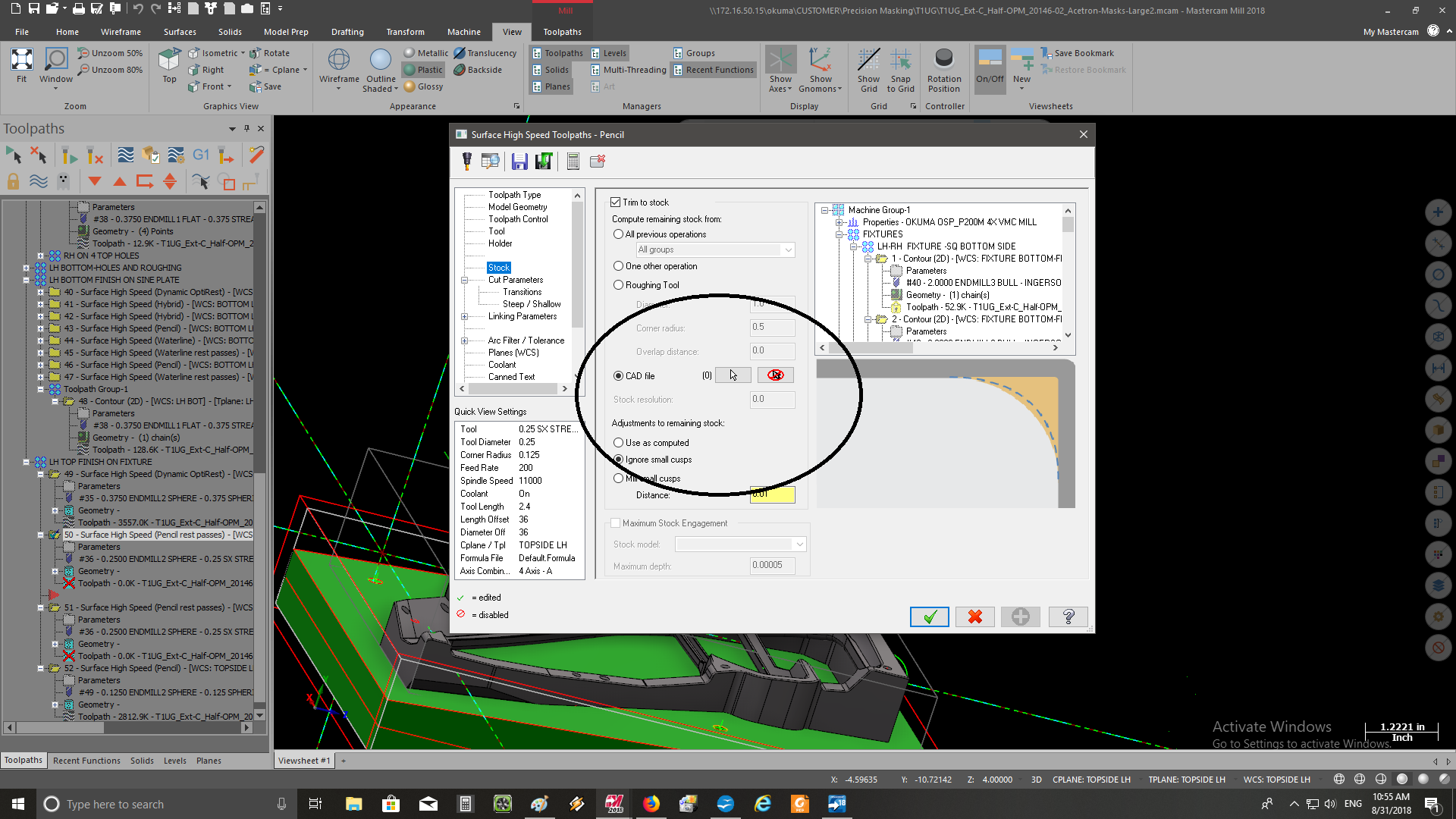
after generating a tool path that took 20 minutes ,i saved the file and after saving toolpath was marked as dirty,with the .stl file used for stock disappears from the stock tab in the restmill page,seems to be happening a lot when using stock to reference leftover material
-
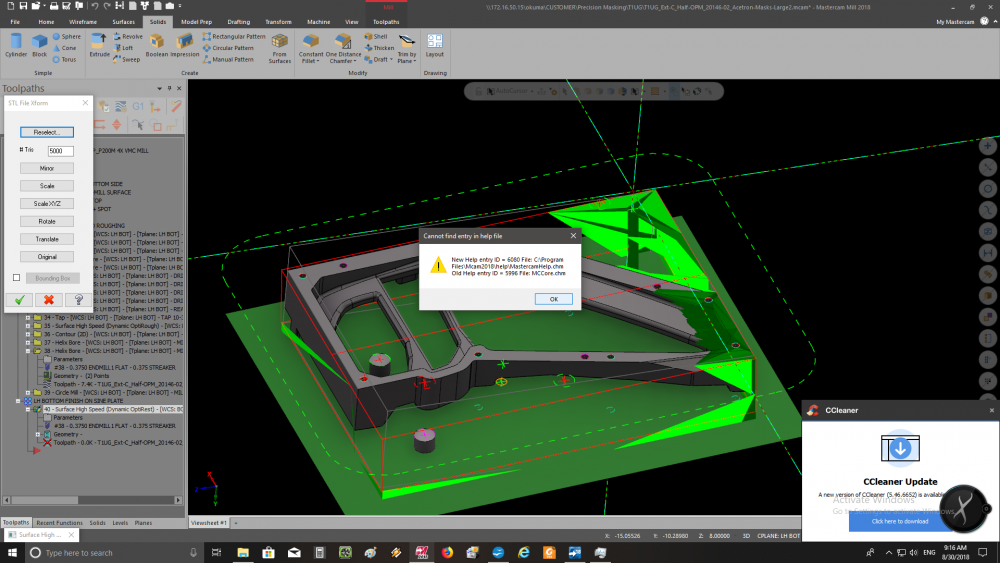
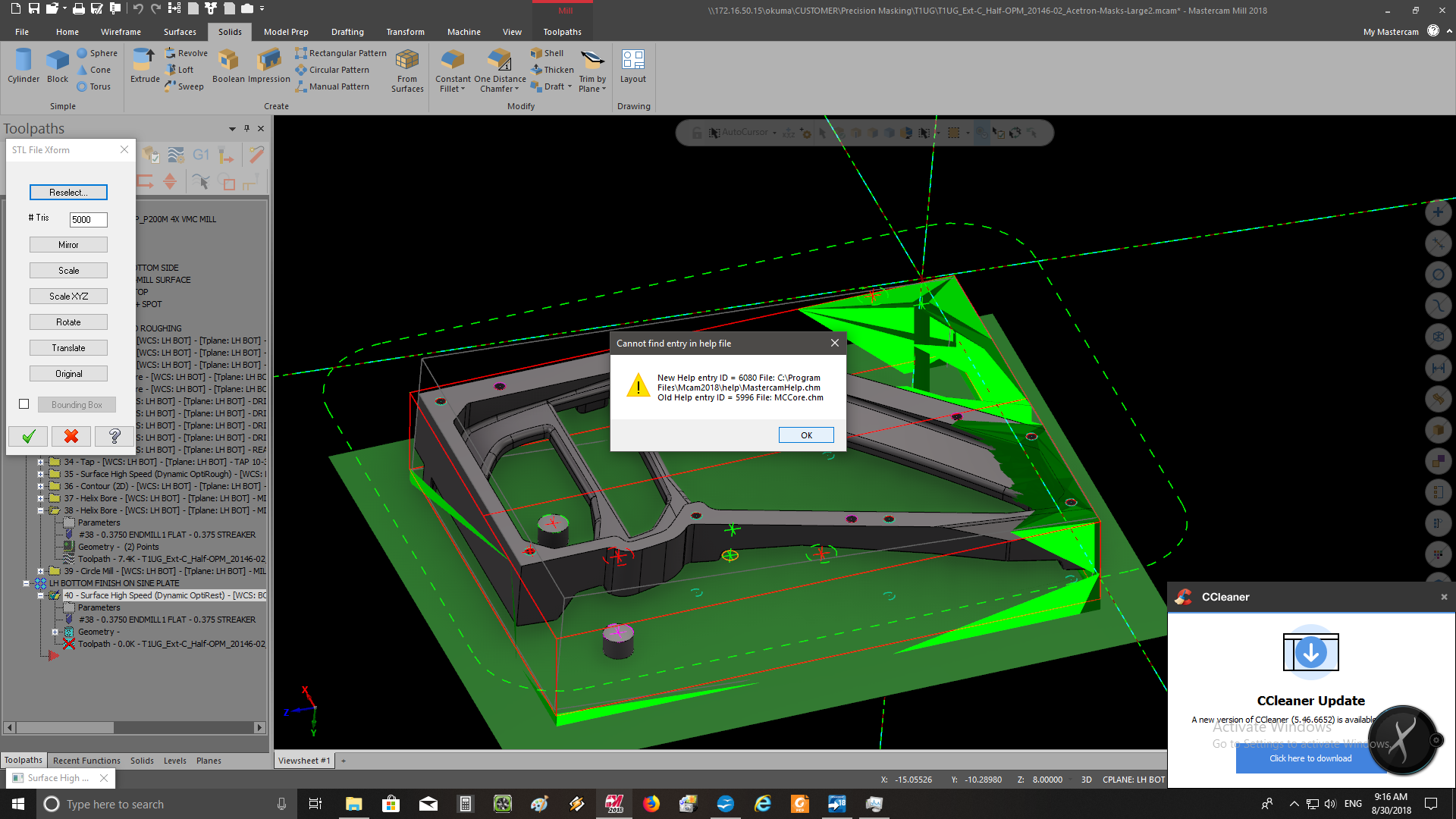
when loading .stl for stock,pressing the help button gives an error,where do i find the help file? and is there a way to actually see the .stl,all i get is pieces of it visible as shown in green
-
i get that too when opening a file for the first time,happens at first save ,works for me as it keeps me from messing up the original cad file
-
just did a file repair and save on a part and the planes tab just shows the standard plane selection.added planes return to the list after re-opening the file.
just a bug i guess
-
select library as source,not current. then click show all
-
-
use circle mill,mask on arc .instead of contour.works for me
-
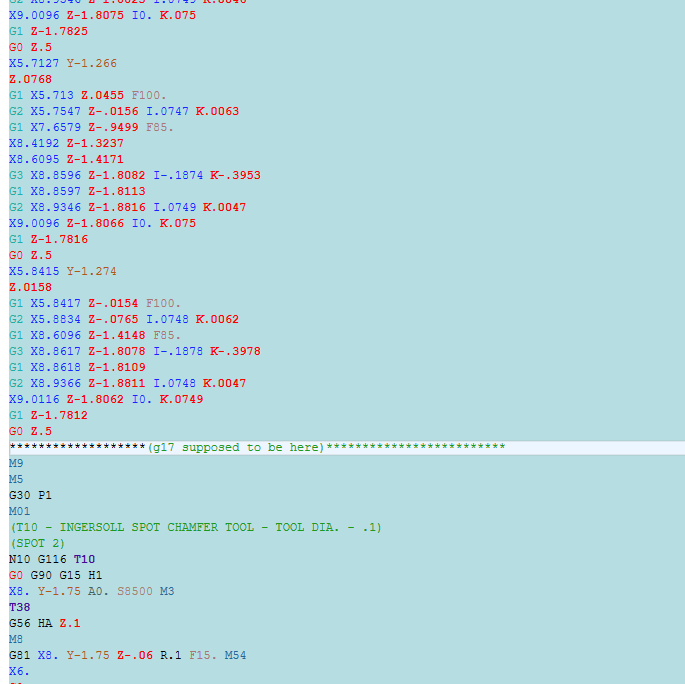
thanks folks ,ill contact BOB and get it fixed up! g17 on the first move line like gcode suggested
-
i have not edited the post,only our reseller has done any editing. i know how to "edit" older posts but havent dicked with this one at all. when we had mastercam x7 it would post that correctly,ill take a look at our new post for what you mentioned
-
forgot to add im using mcam2018
-
merry monday everyone,was wondering if there is a way to force a g17 reset after using g18-19 . i just gouged a part because mastercam did not output a g17 for a drill cycle after a raster tool path that was using g18,thanks
-
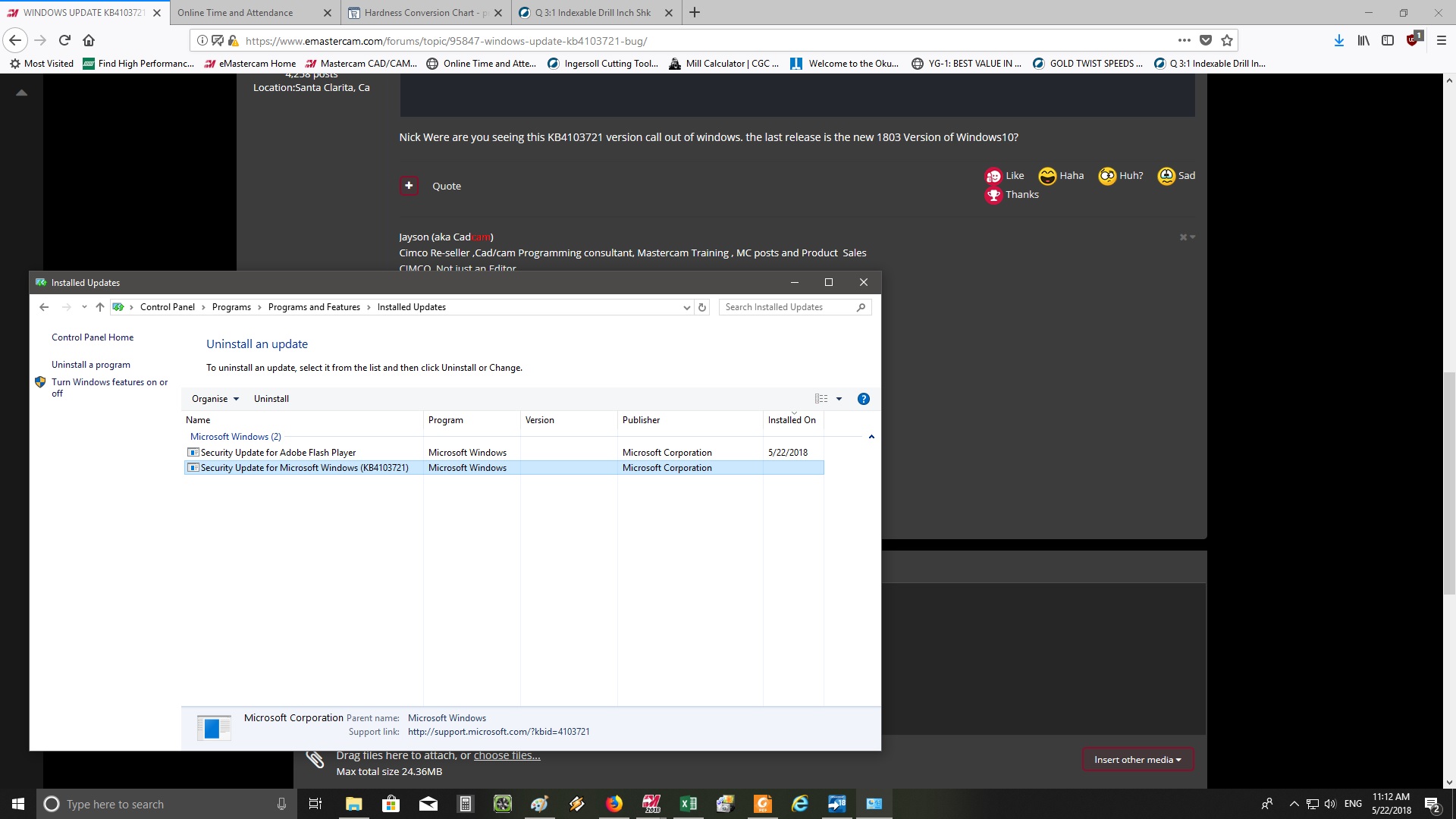
windows had been trying to update for about a week,kept pushing it back.decided to update this morning and afterwards mcam2018 would lock up.uninstalled the update and it works fine now.not sure if its an old update or what.mcam also prompted me to accept TOS like it was being used for the first time.
-
this update freezes Mcam2018 after closing back plot
win 10
ryzen i7
nvidia quadro p2000
-
On 4/18/2018 at 8:58 AM, jeff said:
What speeds and feeds do you guys use for tiny thread mills in A2?
Using a single point thread mill for an M6x1 thread, about 1/2" deep.
The first one did about 20-25 holes, broke at the shank, the 2nd did 2 holes, broke at the same spot.
This is the thread mill I'm using http://www.lakeshorecarbide.com/12singleprofilethreadmill58loc160cutdiaaltinctd24-56range.aspx
Material is A2 (not hardened), drilled hole is about 1/4" deeper than the thread goes.
200-250spfm, 6-8ipm. (4 flute)
I think it must be my cut depths, I'm taking 1 pass leaving .005, and then 1 finish pass.
Any suggestions?
Thanks.
Make sure you compensate for the actual arc size youre cutting
i use this formula
((hole diameter-cutter diameter)/hole diameter)* linear feed=feedrate at center of tool
example 3/8-16 with a 3 flute tool at .28 dia
(.313-.28)=.033
.033/.313=.105
linear feedrate example .0013 fpt
sfm 200
3.82*200=764
764*3*.0013=2.979 this is your linear feedrate
2.979*.105=.312 this your actual feedrate at tool center ---use this as you programmed feed
also slow feed by 30% or more at the first entry of the cut for at least a half revolution of the thread
-
 2
2
-
Check holder
in Industrial Forum
Posted
Are you using the c-hook "check holder" ? i usually use the option to "edit projection" place the tool at the deepest part and click and drag the holder up and down till it looks good.that along with the option to trim passes to holder (under surfacing toolpaths-on holder tab) have always worked for me