





GoetzInd
-
Posts
1,392 -
Joined
-
Last visited
-
Days Won
4
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by GoetzInd
-
-
A 15hp screw compressor is around 15K. Not too expensive of insurance if you ask me. Plus, allows for growth and routine maintenance to be done without bringing things to a halt.
Mike
-
I've done some demos with TS (they are local) and have talked to a couple users in the area about it. The common complaint is reliability and support. I think the software itself is awesome when it's functioning correctly but it is trying to do so much that it encounters issues far to often. Couple that with the fact that there are like 2 people in the US that really know the stuff and other than that you better speak French. I'm sure as time goes on it will be better supported in the US but I would never go out on a limb until then.
Mike
-
We've used the BK Micros along with these:
https://cnc-specialty-store.com/broken-tool-detection?zenid=b26a706c0e486069a6dd9bf746f3b702
Mike
-
Quote
HAAS machine with Fanuc controller
Really? Never seen that before. Is this an older, larger machine that has been retrofitted or something?
Mike
-
Wow! Great work guys. Did you guys do the cell controller yourselves?
Mike
-
Almost everything here is HSK and Capto aside from the robodrills which are Big plus 30. I really prefer HSK63a over Cat40. A little more expensive to get going but work it if you are going to start from scratch. If you already have thousand of steep tapers.... that may be tough to swallow.
Mike
-
I'm more of an R8 guy myself......
-
 1
1
-
-
49 minutes ago, JParis said:
It's now called translate to plane....
Also, try Dynamic Xform, far more powerful
+1. 3d translate is pretty week compared to dynamic.
Mike
-
I think he means that the job is already tooled up without TSC. I highly doubt Matsuura even imports those machines without thru coolant.
Mike
-
1
-
-
I would go more Twards Tsugami. Very nice machines. Support would play a major factor for me though.
Mike
-
On 8/7/2017 at 9:13 PM, Fred@Slate industries said:
Transform has issues ,
The one that has bitten us in MC 2018
is Stock to leave as it resets itself to zero
(from whatever you had it set too)
Its fixed in update 1
Hi Tony,
What is the build number of update 1? Is it in beta? I don't see it on the website.
Thanks,
Mike
-
Hi Guys,
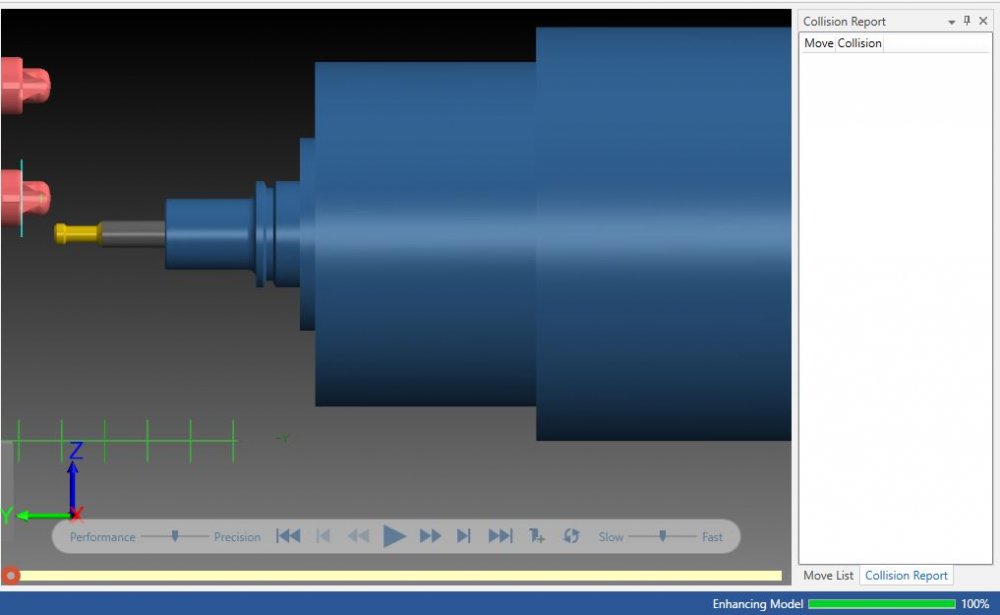
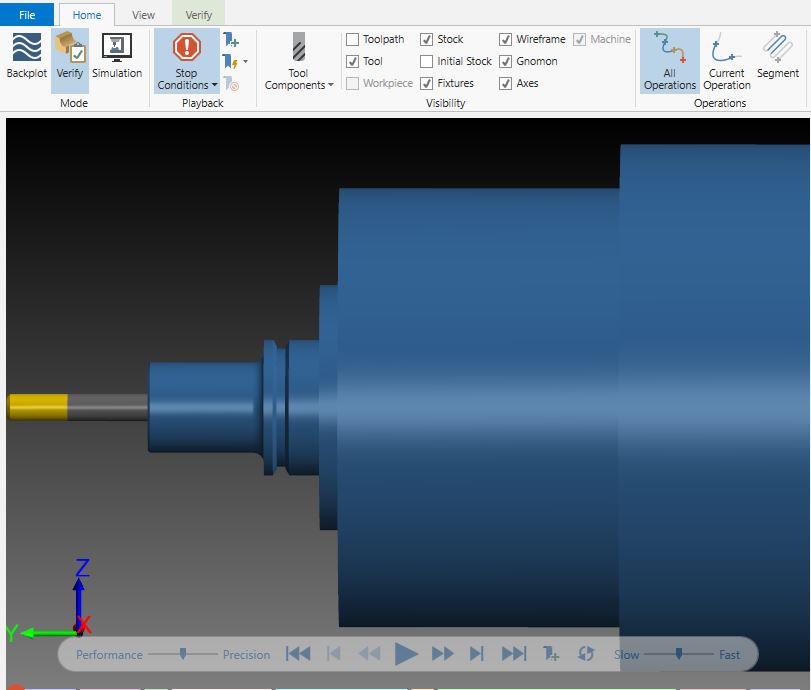
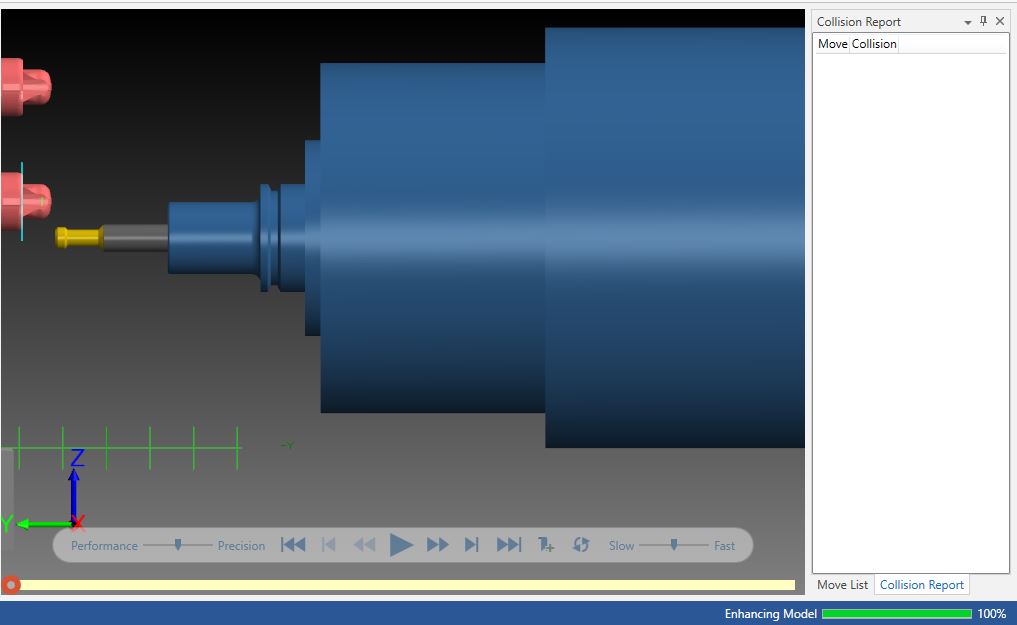
I am having an issue verifying ops with custom tools during a transform op in 2018. The tool displays correctly when verifying the operation by itself, but when verifying the op through a transform, the tool reverts to it's Mastercam properties, not it's custom profile. The two pictures below are of the exact same tool and operation. One is when verifying by itself (correct), and one is of the tool when verifying the transform op that uses this tool. I remember having a similar issue in X9 but only when backploting custom tools in a tranform op.
Any ideas? this is basically sends us back to X9 if we can't get it working as almost every program we have uses both custom tools and transforms.
So far I have tried:
-Forced regen of all ops. Same result.
-Re-creating tool from scratch. Same result.
-Creating new tranform ops. Same result.
TIA
Mike
-
Romicron is the ultimate for super accurate boring. That being said they cost a small fortune. My second choice would be Kaiser. Then Komet. A cheap criterion would be my last resort.
Mike
-
Quote
Edit: I didn't read all the way.... lol. Roughly what did that all cost? I know the probing must have been a big chunk.
IIRC the USB/Ethernet was around $1600 and the probing (spindle probe and tool probe), was around 10K.
Mike
-
1
-
-
I upgraded the exact year and machine 3 yrs ago to USB/Ethernet option as well as probing. Took them like 4hrs.
Mike
-
I would look closely at the OKUMA Multus U3000 and also the Nakamura NTRX-300
Mike
-
This always frustrates me. Run into it with trepan and shell type thread mills.
Mike
-
Makino PS95 is a nice machine too and won't break the bank. My next choice would be the Matsuura VX, then maybe a doosan. Like many, I think if you're already used to a Fanuc based control, I would stick with that. Okuma is a nice machine too though. We have a bunch here in our prototype dept.
Mike
-
On a Makino Pro 5 w/ SG4 (High speed option), I've seen 10 percent cycle time reduction on regular 2d high speed paths with no arcs posting.
Mike
-
I would go Nak as well. IMO, cheaper, more reliable, and better support. We have a lot of index/traub here (not that one though, and things get expensive in a hurry when they go down.
Mike
-
Quote
How do you make it do a full circle at the top?
Maybe turn off helix lead in/out?
Mike
-
Not too impressed by the dimensioning scheme but I would be OK with a note along the lines of "All un-dimensioned basic values to CAD nominal".
IMO being able to omit dimensions is one of the great benefits of Geometric Tolerancing. In this case though, I would add the basic dim. No reason not too. Not like it's a super crowded print.
Mike
-
Quote
I could be wrong but from what I recall, using the Z neglect you MUST home it out afterwards because it will still think it's at the same Z value as when you turned on Z neglect.
Yes. Cool function but very dicey if you're not sure what you're doing. This is one of those situation where having multiple block skips comes in handy.
Mike
-
Quote
looks like leaded stock.
I'd like to try that with Inco.
My thoughts exactly.
Mike
Making Turbine Blades Today
in Machining, Tools, Cutting & Probing
Posted
I always loved that picture.
Mike