





BBprecise
-
Posts
280 -
Joined
-
Last visited
-
Days Won
1
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by BBprecise
-

Shared folder is shared folder on another pc
BBprecise replied to BBprecise's topic in Industrial Forum
Colin, good thing you're here to remind me of crap. I did the same thing yesterday on a mill definition and it fixed and I remember thinking I need to go back thru and redo all of our machine def's. Worked a treat! Thanks Colin. -
Shared folder is shared folder on another pc
BBprecise replied to BBprecise's topic in Industrial Forum
Well aware on the default directories Mastercam installs to (2020 is like the 14th/15th version of Mastercam I've installed and used). Been running this setup for 2-3yrs without a hitch until I had to upgrade my pc to Win10. All files and paths are set correctly. I'll try deleting and resetting the paths to the post processors. Anything is possible at this point. Thanks Colin. -
Shared folder is shared folder on another pc
BBprecise replied to BBprecise's topic in Industrial Forum
I double checked and it's in the right spot. -
Shared folder is shared folder on another pc
BBprecise replied to BBprecise's topic in Industrial Forum
I'm using the wireless version of the same mouse. My latency is 10-15sec to open, save, close and when I add the machine group to the file I have to hit escape key several times for it to add the group. Normally when I add the group I get prompted for the toolpath group name, but the prompt doesn't appear. At 1st I thought it was poping up behind Mastercam but it's not. Only way for it to complete adding the machine group is to hit escape key several times. I used to have the shared folder (and nethasp when we still needed one) on a separate internal drive on my pc, but if I needed to restart my pc it messed everybody else up so we moved the shared folder to one of our virtual 2012 servers running on vmware and moved the nethasp to another pc that rarely needed restarting. Now that we use a license server I have that running on one of our virtual servers as well and I never had a problem with anything until Win10. I even found a few posts about how to make sure OneDrive is completely disabled and removed from my pc and followed them and still have the problem. My reseller says it's because my machine definitions were on that shared drive, which when they did a test file on my pc with copies of the machines on my local pc and it seemed to work, but it's back to the way it was now. -
Shared folder is shared folder on another pc
BBprecise replied to BBprecise's topic in Industrial Forum
So I just checked and no OneDrive. Kinda hoping it was still installed so it would explain my problems. Anybody using an Evoluent vertical mouse? For some reason when I'm using Mastercam it hitches, but as soon as I minimize MC it works fine. I am really starting to not like Win10. I think one of the other programmers is on Win10 so I'll ask him if he has a long wait when saving file. I doubt it or I would of heard by now as I do as much of the IT stuff as I have time for. -
Shared folder is shared folder on another pc
BBprecise replied to BBprecise's topic in Industrial Forum
I will double check, but I'm pretty sure it's not and I think my reseller looked at that too. Everything was working great when I had Win7 running 2020. As soon as I moved to Win10 everything went to hell. Couldn't get my old SpaceMouse Explorer to work either. No matter which driver I tried using. Ended up having the company buy my a new one so I had them buy me the Enterprise. Damn ain't this thing got some buttons! I went back and forth between the Enterprise and the wireless Pro. I may send the Enterprise back to get the Pro wireless as it's all I really need, but this Enterprise looks really cool on the desk . -
Anybody here have their Mastercam Shared folder on another pc on their LAN? Specifically anybody running WIndows 10. Ever since putting Win10 on my pc opening and saving files to that shared folder has been really slow. Like 10-15 slow to open, close and save files.
-
Lathe machining with ceramic inserts for Inco 625
BBprecise replied to Eric E's topic in Industrial Forum
I don't have 2021 installed yet so I can't open the file. Ceramics in 718 haul xxxx. If we needed to hold tight tolerances in 718 we had to use carbide to get the time in cut we needed without the edge's wearing. -
Lathe machining with ceramic inserts for Inco 625
BBprecise replied to Eric E's topic in Industrial Forum
Not sure if you've got what you needed, but my opinion is stay away from ceramics in Inco 625. Better off with carbide IMHO. We have a few Inco 625 jobs we do and we originally tried ceramics and they didn't hold up for crap. These parts are forgings, but even after we removed the scale and got in to clean smooth cuts they still didn't hold up well. We rough with Kennametal 3/4" round and square inserts. We take 3/8" DOC's at .012 ipr at 120 sfm with KC5010 or Sumitomo AC520U grade inserts. We use same grades for finishing at 150-160sfm. I have done a lot of programming with ceramics in Inco 718, and a few types of Rene and have very consistent luck with our process. In these materials when roughing we use Kennametal KY1540 inserts at anywhere from 650-750sfm at .007ipr at .125-.150 doc. Now the key is when you go in to a cut and come out. Coming in I bring the insert in at a 45º so it just barely cuts a chamfer and do this for every pass going in to a sharp corner. When ever possible coming out of a cut I create a line at 45º from the surface I'm cutting up to the last surface and wrap a radius to smooth that corner. This way when I come in for the next cut I ramp down to the surface I was just cutting then feed straight into the edge prep from the last cut. The pic without the tool shows the 45º lead off with a .03-.06r between the 45º line and the last level. The pic with tool is ramping in to the surface I just cut, then it feeds straight in to the 45º lead. This is on a VTL so this is actually boring the ID of a part. I'd have to make a video of a toolpath showing how I bring ceramic inserts into a corner. Greenleaf used to have a great section in their old catalogs showing how to prep edges for ceramics and best practices, don't know if they still do or not. If not let me know ad I'll send to 20+ pages I have. What you're trying to accomplish is to move the notch point out of the cutting zone, as this is what causes the highest failure in ceramics. When we rough with ceramics we time the passes so we get roughly 4min's per pass with Ø1/2" button inserts, 3min's roughly with a Ø3/8" buton and so on. Finishing we aim for 5-7 minutes depending on material and brand of ceramic insert. Finishing with Ø1/2" buttons we usually take .05-.075/side. You have to be where the insert is the strongest which the Greenleaf paperwork explains to you, Cutting Inco 718 and Rene's is like butter for us.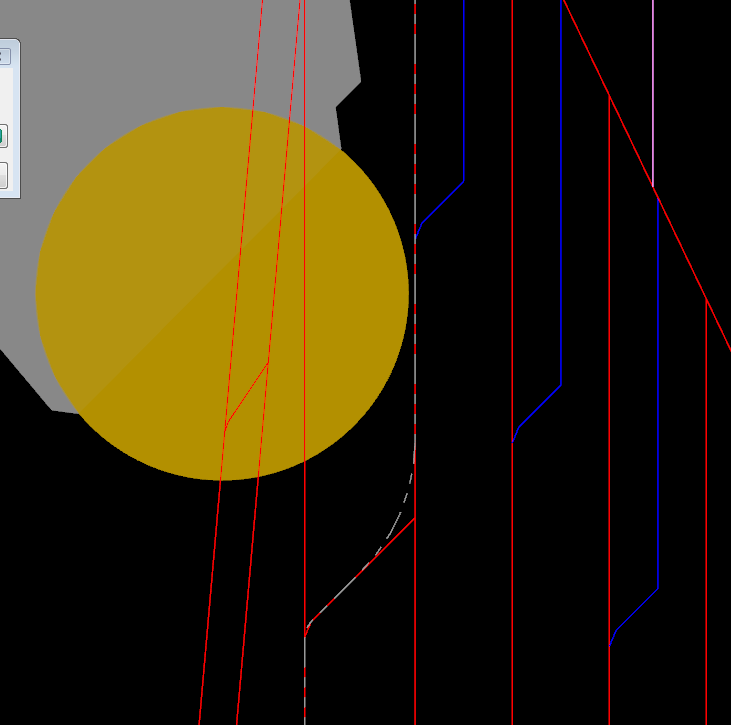

-
Pete, no worries as my issue happened several years ago and found out that it was my AV/FW program being hosed. I haven't moved to 2021 yet and I don't expect any problems as I think I've uninstalled that emulator already. Thanks for the offer though.
-
Pete, while the "genuine" warning may be new, but blaming an emulator is not new. See my post 2 above yours. Then read my reply to JP's question below your post. Now granted, my instance was probably very rare if not the only one ever. However I did find my problem, and it wasn't the emulator as I never uninstalled it and was able to upgrade Mastercam and CNC Systems refused to help after I explained why I had the emulator. Just like when I've had a couple glitches with Mastercam and the 1st thing I get told by reseller is "It's your video card" before they even try any trouble shooting. Now their have been times when it has been my video card and I have no problem with that as long as it can be proven with reasonable certainty, but a few times I've gotten that response and I kick it back asking them to prove it before I spend $400+ on a new video card only for them to look at a few settings to find a setting that was wrong. Just imagine how irate me or any other customer would have or have been when we purchased a new card to find out it wasn't the problem. Now my last posts may seem negative towards CNC Software and my re-seller, but they're not intended to be. I generally have great luck with my re-seller and I worked with JP often when he worked for my re-seller and he was great to work with. Just pointing out there may be other causes for any issue. Now I don't know the requirements are in order for Mastercam to throw the "genuine" warning, but is it possible that it's something else besides an emulator? Software errors are like machine tool alarms, they are vague and usually not much help in a lot of cases. That's why I've started to learn how to read/understand the ladder as it's easier to narrow down the problem.
-
John, that was way to many years ago for me to remember the exact program, but what I do remember was that it was an old vinyl cutting program for an old vinyl cutter that a friend owned. Now this is coming from memory so some of the details may be off a little, but you should be able to get the jist of it. The company that made the cutter didn't make software, so they worked with a software company to produce a custom version of the software that included certain features designed to make use of special features of that cutter and sold it as a bundle. That was the only way you could get the software to run that cutter and utilize every feature of the cutter. My buddy said other owners tried other programs (even the same program, but not the custom version) and built their own profile, but they couldn't get it to work perfectly. The software that he needed to run this old vinyl cutter used an RS-232 hasp (just like MC did back in the day) and he had lost it when he moved. Well, the software company had stopped using hardware hasps at some point and had moved to a software license key. This particular printer was a commercial cutter and extremely popular for years after the last one was produced. Unfortunately the new software didn't support the cutter nor the special features, so what the software company had done was to use a hasp emulator to simulate the RS-232 hasp (which also helped those that needed to upgrade their computer and didn't have an RS-232 port) and for a fee handed the simulator out. However in order to get the emulator, you had to have the original purchase receipt for the cutter, the s/n on the hasp, and the s/n of the cutter as the two were linked together. Because I was more computer savy then my buddy I contacted the company for him to get the emulator and installed the software and emulator on my work pc to make sure the cutter profile was there and would work before I went thru the hassle of installing it on his pc because he wasn't going to have internet for another few weeks and needed the cutter ASAP. Now this probably happens very rarely if ever and was the 1st time I'd ever run in to such a case. Now my understanding of machine simulator in Mastercam is that it's more of an emulator then a simulator, because it's trying to mimic the software and hardware of the machine. I would think that is the same function of Vericut, but I could be looking at that wrong.
-
I ran in to a problem with MC a few (3-5yrs ago) when I was trying to update to latest version at that time. CNC Software (thru my reseller) refused to help when they found out I had a software emulator on my pc. It was a perfectly legit emulator to run perfectly legit software. Told me the only way they would provide any more help was for me to reformat my drive and re-install everything. I got a little ticked at that, so I said screw that and continued to solve the problem on my own. Ended up being my AV/FW program got busted on the last update and never showed my that it had sandboxed the install file. I tried shutting down and even uninstalled the AV/FW program at one point and it wouldn't let it go. Once I got it sorted out in the registry all was well.rt CNC just really pi**ed me off when they refused to help because of legal software, and they couldn't give me a reason why the emulator would cause an install problem. If they had I probably would have tried un-installing the emulator. Long story short, stop any AV/FW programs you may have running, uninstall MC, and try re-installing again.
-
Now that's the gods honest truth right there.
-
That's fun, having the part rotate in the direction opposite of what you're expecting. Never a good thing. Was the B direction the only problem? The post matches our B and C rotations and the test program I did the B & C went to the right spot, it's just the X & Y are off it seems. Hair puller.
-
This SARS-CoV-2 crap makes it difficult to get anybody here. The high pressure TSC crapped out on us about 2 months after we started running the machine. We scheduled a tech to be here, but they called him back for whatever reason.
-
I did last Friday, but haven't heard anything back yet.
-
We just can't figure out why G68.2 isn't working the way it should. The post spits everything out correctly the best I can tell, but machine isn't reacting like it should. Another battle for another day. I can't imagine the math required to calculate hole location without using G68.2, Not worth it. I do have a trial license of Production + for MC, but that doesn't look to be as easy to use as I thought. Then again I don't have any training on it.
-
We had Colt firearm part that had a custom Acme thread that had a starting point tolerance of +/-.0015, and an Ø1-1/16 x 24 thread that had a starting point tol. of +/-.0008. In a titanium cast no less. We made 5 parts and told them we weren't gonna make any more. The pitch dia tol. of both threads alone were enough to take that point out of tolerance. That sucked!
-
We haven't had any luck getting the G68.2 working yet, so no we're not. Not sure what we're missing. Yeah, lots of bonus there.
-
I've heard the same. We had a couple of old Mori-Seiki's SL lathes from the 80's years ago and they were pretty good for the thrashing we gave them. The SL-5 was a beast compared to the new Johnford ST lathes we had at the same time with same spindle hp rating. We used to take a program from the Mori and run it on the Johnford and we'd stall the spindle every time we roughed a part. That Mori never broke a sweat.
-
I always though Mazaks were a top tier brand. We did look at Mori's DMU series, but I didn't like the way the trunion is set up with no support on the front.
-
Not a fan of Mazaks? Compared to what we've had and currently have they are a much better machine. We purchased the VC-500, a VCN-570 and an HQR100 new last fall. We have a problem with the external TSC on the 500 (stopped working after 3 months (and getting a tech up here during this crap is like pulling hens teeth) and the rotary we bought with the VCN won't even work. Apparently they never hooked it up when they installed the machine and I can't figure out whats going on with it. We haven't even done the training for the Mill/Turn in Mastercam yet. Time and money as with everything else.
-
Was just gonna ask the same thing?
-
Hey John, how's it going? Yeah, Will had the deer in the headlights look when I told him the price for the add-on and training. I've read a few places online that there is/was a disconnect between Productivity+ and Inspection +, do you know of this? I've asked Renishaw, but haven't heard from them yet. We haven't see that kind of movement yet, but we haven't done anything real fussy either. When Will and I went to their facility, they were bragging how a couple of shops they know of were using a 300 or 500 to inspect parts. Granted it never cuts chips, but I don't know how tight the tolerances are either. Thanks John. I've sent an email to them, but where we didn't buy directly from them I'm not sure how willing they are to work with me. I've never dealt with them before. Hopefully I'll hear something soon.

