BBprecise
-
Posts
280 -
Joined
-
Last visited
-
Days Won
1
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by BBprecise
-
 So the boss bought a new VC-500A 5x machine with Renishaw inspection+. Right now we are running a part that has a bore that has a .002 true position back to a datum created by 2 inline bores that are on a different side of the part. The boss wants me to write a program for the probe to measure the 1st bore then use that data to adjust the work offset of the other bore so hopefully the bores will be w/in tolerance , then to inspect both features again to get actual true position so we don't have to send every part thru the cmm. I know the codes/macros to measure a face and a bore, but creating a datum/feature between 2 bores and figuring out how to use those values to determine the new work offset location, and then inspecting the bores to get the true position is way beyond my ability right now. Anybody here willing/able to help me with this? I've attached the print and a parasolid of the part as it sits at it's programmed X,Y,Z zero. Trying to get the boss to buy the Renishaw add-on for MC, but money is a little tight right now with the way things are going. Appreciate any help! Thanks. junk1.pdf JUNK.X_T
So the boss bought a new VC-500A 5x machine with Renishaw inspection+. Right now we are running a part that has a bore that has a .002 true position back to a datum created by 2 inline bores that are on a different side of the part. The boss wants me to write a program for the probe to measure the 1st bore then use that data to adjust the work offset of the other bore so hopefully the bores will be w/in tolerance , then to inspect both features again to get actual true position so we don't have to send every part thru the cmm. I know the codes/macros to measure a face and a bore, but creating a datum/feature between 2 bores and figuring out how to use those values to determine the new work offset location, and then inspecting the bores to get the true position is way beyond my ability right now. Anybody here willing/able to help me with this? I've attached the print and a parasolid of the part as it sits at it's programmed X,Y,Z zero. Trying to get the boss to buy the Renishaw add-on for MC, but money is a little tight right now with the way things are going. Appreciate any help! Thanks. junk1.pdf JUNK.X_T -
Just ran it on my pc that was built in 2012. Not great times, but not bad. My big slowdown isn't usually with toolpaths it's with stock models. The last job, I had to run it thru verify and save the stl then use that as model for stock model because regening the stock model kept freezing MC (had to use task manager to end process) which for some reason would screw up my 3D mouse forcing me to restart pc once or twice every time MC would freeze. The big problem with this is if I missed something I have to go back and run everything again which eats up time. I got to the point I would save an stl at every 100 operations and label it so I would have to keep going back to verify so much. Specking a new machine from a few vendors and usually end up around $3-4,000. Wouldn't mind getting a solid box but all they use are xenon's which don't seem to perform all that well compared to the i series.
-
Pallet unclamp between toolpathe
BBprecise replied to BBprecise's topic in Post Processor Development Forum
I ended up getting the post to do what I needed with the exception that it's posting an extra unclamp code, but I can deal with that as I don't use 5 axis curve very often. Better to have it then not. Ended up having to add what I needed to the prapidout section of post. Maybe someday I'll fix the double unclamp code but that's for another day. Thanks for the suggestions guys. -
Pallet unclamp between toolpathe
BBprecise replied to BBprecise's topic in Post Processor Development Forum
It very well may Bear, just haven't tried your suggestion yet. Other fires to put out 1st. -
Pallet unclamp between toolpathe
BBprecise replied to BBprecise's topic in Post Processor Development Forum
Something else I probably should have mentioned is that the tools ends at the same spot as the start of the 5 axis toolpath so all the post/tool does is at the end of the contour toolpath is to rapid the tool to my clearance plane then brings the tool right back down without moving the X,Y or B. Oh and another thing is that all of my planes are set to use the same work offset, which I think is where my problem is coming from. -
Trying to work a little voodoo on my generic fanuc 4 axis post. Just did a job where I needed to go from a standard contour toolpath to a 5 axis curve. The contour toolpath is a linear ramp move to get the tool down to the correct Z and the starting X position of the curve toolpath. My issue is that I need to unlock the B axis before the machine can rotate and the post doesn't do it so I edited the program so I could get the program to the operator. Now that I have time I want to fix the post so it'll output the unclamp code before the B rotates. I have my post set up right now so if the 5 axis toolpath is the 1st operation it won't post the lock code after the B rotation, but I cannot figure out where to put the code so the post unlocks the B before the 5 axis. Any idea on where in the post I need to put my "if" statement? Been a long day already and probably just not seeing things correctly. Thanks.
-
Yeah, that's what I'm resorting to.
-
Well tried using the sweep and it doesn't allow more then 180º .
-
Been thinking about this some more and I could try creating a helix and end it right where my main geometry starts and try that as a 3D contour. I'd have to make several helix's for the different DOC's I need but that may work. If not may try your suggestion DUM1.
-
I've never tried more then 180º myself. Assumed it wouldn't allow more then 360º so never tried. I will give that a shot. I think I tried High Speed Contour, but I'll have to go back and look. Pulled me off this hot job for another hotter job.
-
Ramp Contour ramps the actual toolpath which I don't want. I want to helix in to my contour depth then cut the part. Thanks though.
-
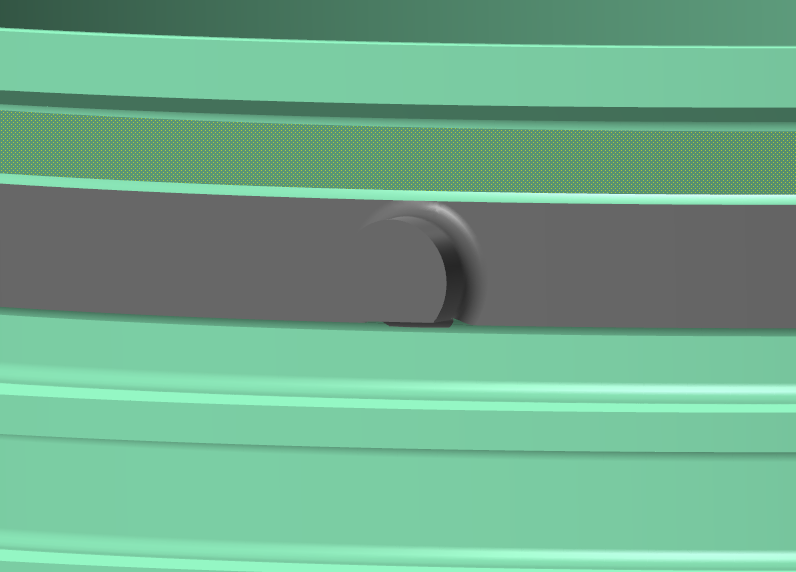
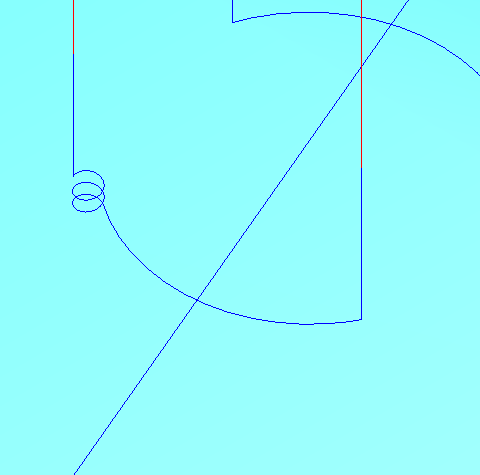
This has to be possible but I just can't figure it out. I have a boss on the OD of a ring that I need to mill. The gray area is still a solid band that I need to remove to leave the boss. There isn't enough clearance between the OD of the boss and the side of the next ring for the roughing tool and be able to climb mill the OD. I'd like to helix in to the material a little then make a pass around the boss. Customer is supplying the tooling so I cannot use a smaller endmill. The 2nd pic is roughly what I'm trying to accomplish, I know it shows conventional milling, but I wrote the code manually and brain farted on the G2/G3. Any ideas?
-
Oh I know that, we'd only be making the block itself. We'd send it out for the taper portion. Already contacted a company capable of doing this. We have a smaller group of similar parts and we use an eccentric DA (maybe it's an ER, don't remember) collet holder to hold a similar ID tool and it works great. Just can't get a Ø7/8" collet in except for ER40 and TG100 collets. The collet extensions I've found all have a very short shank and we'd be lucky to get 2 screws on the shank. We have 1 lathe with a C, the others are only X,Z. Thanks.
-
I've started looking into them, just not seeing what I need. We have a couple KM50 units (2" round shank, not one piece like in your pic), but between the length of the base and then adding the ER40 collet holder the tip of the tool will be 12" from turret and we'll be close to hitting the back of machine when we the run short tools.
-
The weight isn't a problem (2' diameter turret). We've run much heavier tools on this machine without problems. Sorry guys I thought I put the bars dimensions in my post. The bar is a custom solid carbide ID groover and is necked down to Ø.70 for 4" for a combined projection of 6-1/2" from face of sleeve/bushing. No way to attach it to any devibe bar. We've used an 1-1/4" bar that you can adjust the tune manually with great success, but just won't work in this case and don't see anything smaller then 25mm.
-
Anybody ever tried mounting a CAT40 milling holder on a lathe? We're having some problems with chatter on some custom boring bars? My thought was to bore the taper into a boring bar block (start with either a purchased blank or make out own) then use a piece of threaded rod and a nut to pull the CAT40 tool into the block. then use either a milling chuck or some type of hydraulic holder to hang on to the tool. I know it would put the tool further from the turret possibly creating more problems, but I think the benefit of 360º gripping on the shank of the bar will make up for it.
-
myemail, I thought about using 3006 (which I may still do), but I need to check a couple things out 1st. I know I don't have to, but I always use a variable for the increment value. Just one of those things I guess. Thanks.
-
Don't have the need for this kind of stuff very often so sometimes it takes me a while to get the code right. The last one I did was to only run a certain portion of a tool every 3 parts because it took 15min to run that portion and all it did was to machine the top of a bore on a mill in the exact same manner as the bottom is machined so the operator had a feature they could measure for that tool as the bottom of the bore can not be reached with any gauge we have. Our in process for that part is every 3 parts so why waste the time machining the inspect-able feature if operator isn't going to check it anyways. Our CMM correlated that the insp. feature was the same size as machined feature so we felt this would work. Made several hundred parts with this and no rejects yet.
-
Lets assume Z0 is 3" from face of chuck jaws and after part is parted off face of stock is 2" from jaws. When job is set up operator will put stock so face is a bit more then 3" from jaws. Right now my bar puller is the very 1st tool in the program and my concern is that if the operator puts the new bar in the same location (3" from jaws) as when job was set up and the bar puller then runs it will advance stock another 1" and the 1st tool will rapid right into the stock (). Now I could put directions on setup sheet for the operators to locate new bars 2" from jaws, bu I can guarantee that at some point somebody wont read all of the information and still put the new bar 3" from jaws. So at the beginning of the program should I put, IF[#513EQ0]GOTO2 (N1 is the bar puller sequence) This way regardless of whether operating is setting up job or a new bar is loaded the program will skip the bar puller sequence, and the setup sheet will have directions to set every bar 3" from jaws which should eliminate confusion and hopefully a crash. Thanks.
-
Ok, here's the situation we have a high qty job and currently we manually advance the stock to a turret bump on every part and collect the part that was just parted off. Well operators can't make quoted time so we're going to add a 2 finger bar puller. We can't just let program run in a loop and hope the operator is paying attention enough to see when he's chucking on to little material. We also can't run a whole bar at once because of in-process inspection. Supervisor has told me they can get 43 parts per bar and operator has to check 1 in every 4 parts and feels comfortable enough to be able to run 8 parts before collecting them from machine to inspect and package. Just would like someone to proof read my code to make sure it's work and makes sense so here it is, Start of program (#510 PART COUNTER FOR NUMBER OF PARTS TO RUN BEFORE COLLECTING) (#511 IS INCREMENT AMOUNT WHICH WILL BE ONE) (#512 IS HOW MANY PARTS TO RUN BEFORE COLLECTING) (#513 NUMBER OF PARTS ON CURRENT BAR) (#514 NUMBER OF PARTS TO MACHINE PER BAR) MACHINE PART #513=#513+#511 #510=#510+#511 IF[#513EQ#514]GOTO200 IF[#510EQ#512]GOTO300 GOTO400 N200M0(LOAD ANOTHER BAR) #513=0(RESET BAR COUNTER) IF[#510EQ#512]GOTO300 G0TO400 N300M0(COLLECT PARTS) #510=0(RESET 8 COUNT) N400M99 I like to put an explain what each variable is at the start of the program for my benefit. Only myself and the supervisor is allowed to change the variables in the control and what to set each one when job is set up will be on the setup sheet. #510 will be set to 0. #511 will be set to 1. #512 will be set to 8. #513 will be set to 0. #514 will be set to 43. Any suggestions will be helpful. Now how many of you started singing the 1st few words to the music of Parents just dont understand by The Fresh Prince? LOL Thanks.
-
Not having any luck creating a custom peck drill cycle in my post. Is it possible to override the "Enable Canned Drill Cycle" setting in the control def. if there is a value in a custom drill parameter box and use that value as my refht in the post? I've asked my reseller, but sometimes their post dept. is back up and takes a while to get an answer. If not looks like I'm either long handing code manually or paying to have reseller modify my post. Thanks.
-
Have you noticed any degradation of holding power after changing the tap a few times? I looked for a vid but never found one, thanks for that!
-
How do they actually hold the tap? There's no taper to seat against and no grub screws, do the taps have a light press fit or something? Really curious. No problems with tap pulling out or slipping? Thanks.
-
We did to, but they're out of business now. Whitney Tool are the same style, but not the same quality to me. That's why we started using Emuge. Need something smaller in diameter short of making what we need.
-
We've had great luck with the Emuge extensions, but those are just a hair to big for this application.