cormigu
-
Posts
124 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by cormigu
-
Thanks for responding Colin, I downloaded the post off of the Tech Exchange, it works fine i'm just trying to figure out how to add the tool info. Your first suggestion doesnt show up in my post but thank you for your help. Generic Okuma 4X Mill.mcam-content
-
Hello! I am currently using Generic Okuma 4x Mill and it does not have the tool_info. I was wondering if i could get some help in adding it into my post processor. Attached is a screen shot from MPFAN. Any help would be appreciated. Thank you

-
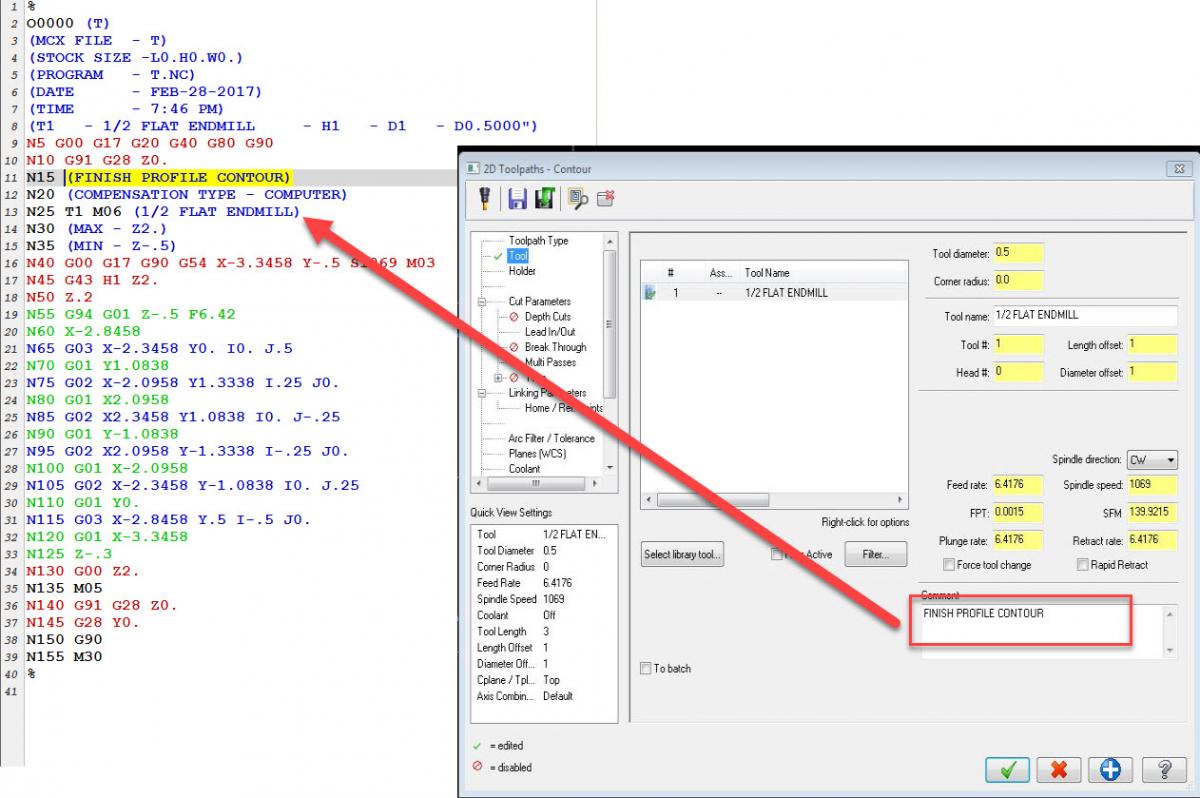
Hi everyone, can someone tell me how modify mpmaster post? My comment is "FINISH PROFILE CONTOUR" and it shows up in N15 but i want to show up in N25 right next to the FLAT ENDMILL. I would like it to look like: T1 M06 (1/2 FLAT ENDMILL FINISH PROFILE CONTOUR) any help is appreciated.

-
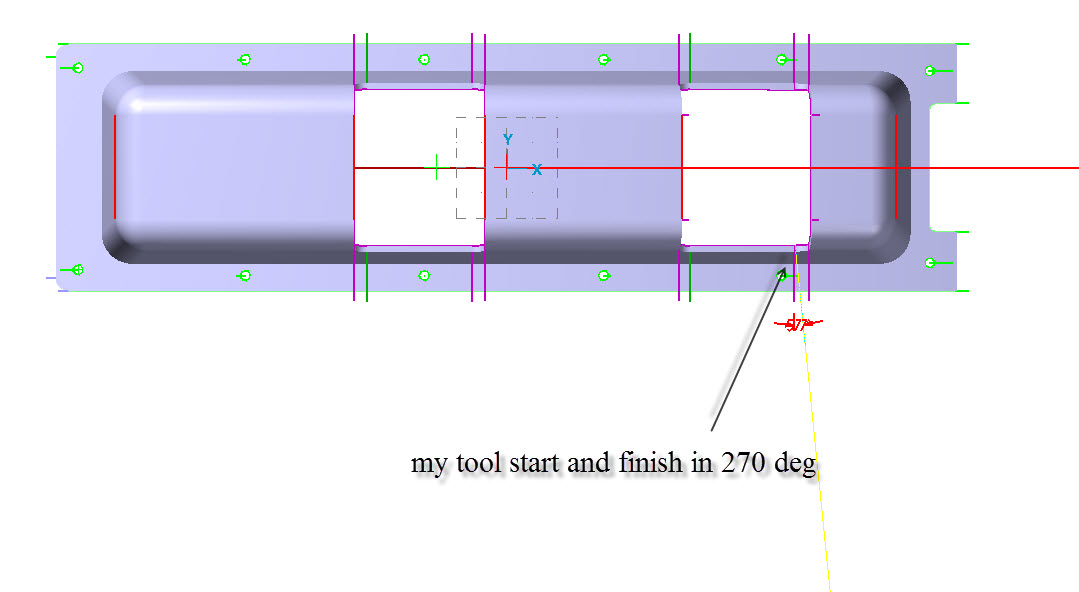
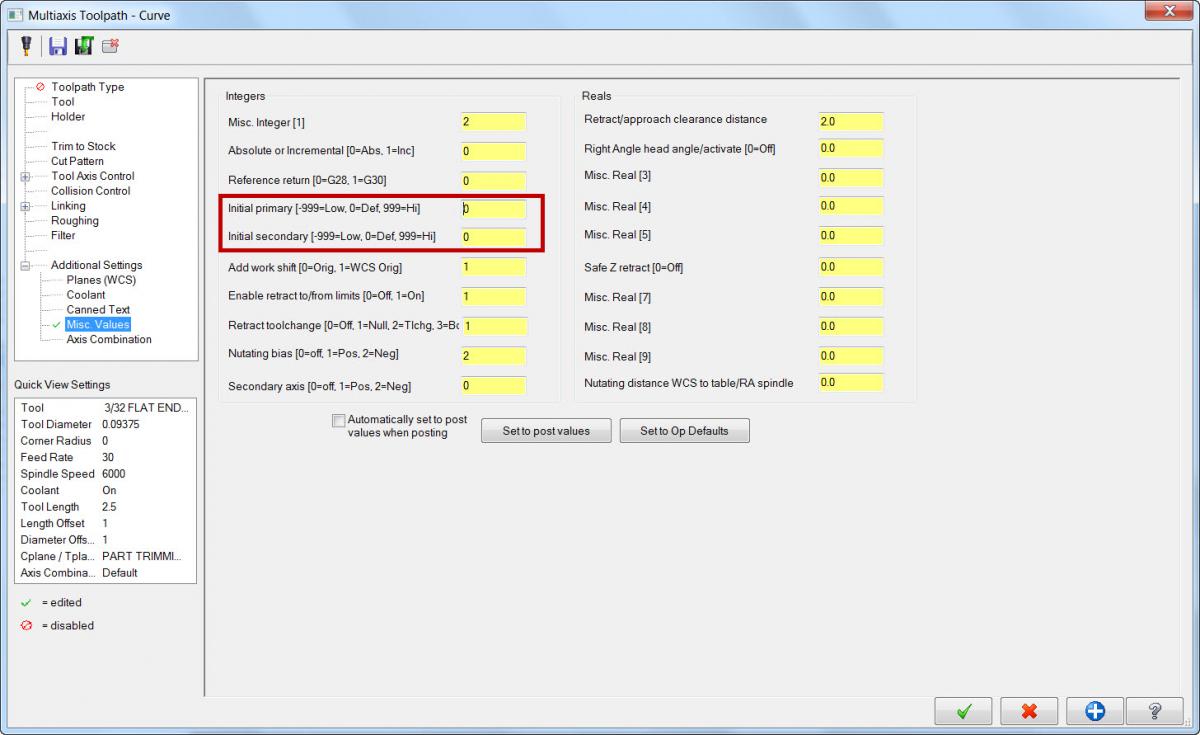
could somebody explain to me how misc values work? I have a trouble with this issue ,it make crazy motion in my router 5 axis. In the picture attached i put a red box around the value that i need to modify but i don't know how to do it. i appreacte any help.


-
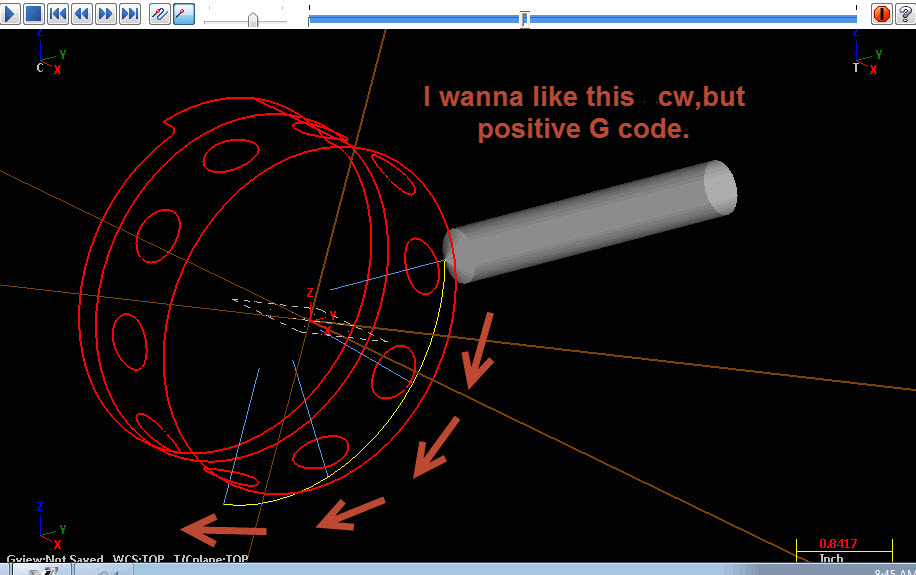
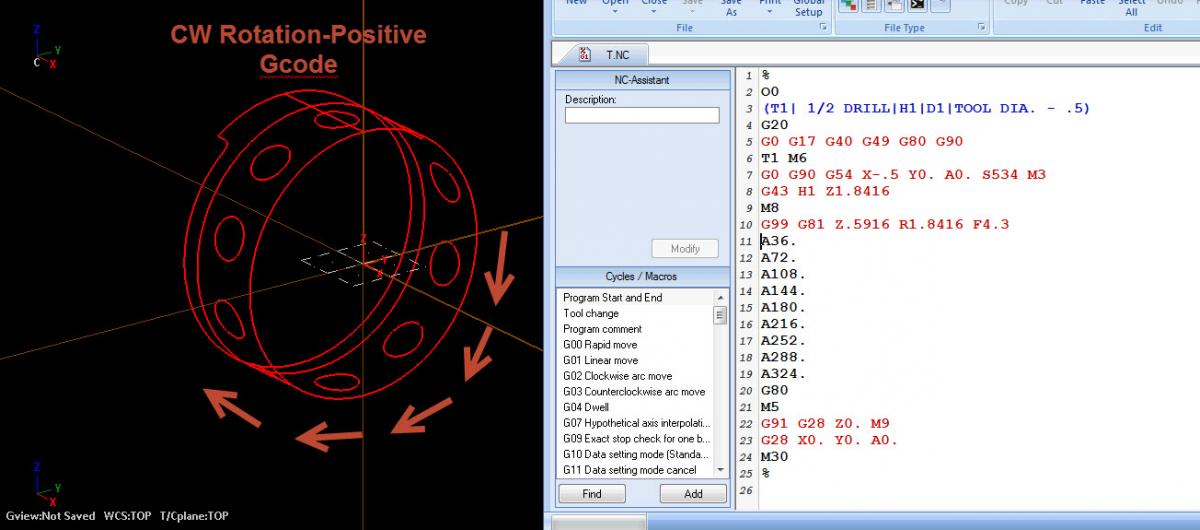
hi guys, I need to know if there is a way for the rotation on the 4th axis to be CW ,but for the G code to still be positive?.I have attachedthe program along with pic.I;m using a generic haas 4 axis vnc. thx TEST 4 AXIS.MCX-7


-
fadal post processor updated issue
cormigu replied to cormigu's topic in Post Processor Development Forum
Ok Crazy^Millman, I will.thanks -
fadal post processor updated issue
cormigu replied to cormigu's topic in Post Processor Development Forum
Hi Crazy^Millman Ive tried to use it but theres alot of lines that need to be chnaged and alot of codes that the machine doesnt recognize, basically it would be alot of editing manually. Thats why i looked for someone who can show me how to modify it. -
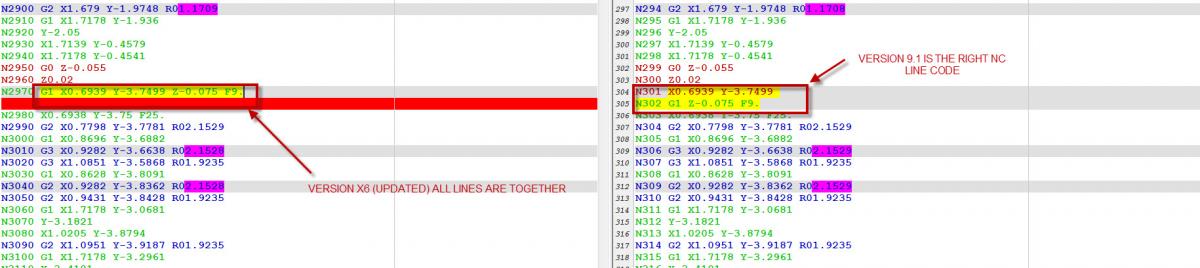
Hello everyone, Today i updated my fadal post processor (version 9.1 to x6), for some reason the lines in the picture showed, are all on one line on the x6 version, but on the 9.1 version they are on two lines. If i run the machine on the x6 version it will crash. My question is if someone can help turn the one line into two lines like the 9.1 version on my post processor. Any help is appreciated.

-
hi guys, Could someone tell me if its possible to rotate my 4-axis (thats on the x axis) to the y-axis if so, is it A or B-axis, do i need to change something in my post or my settings (i am using MILL DEFAULT post) Thanks in advance.
-
thx kccadcam, it has been fixed.
-
I dont think so,check the front view and run backplot you will see the shape.
-
yeah but I dont Know why in the part look like egg.
-
hi guys,.. could one of you please do this program please,Idid it but the holes(0.394") come out an egg shape. thx guys. TUBING PART-4 [email protected]
-
Hello I am working on getting the generic bridgeport post to work properly with a Bridgeport Torqcut 30 for mastercam X5... THX.
-
Hi everyone, Does anyne know how to modify a post processor to control fanuc 10T , which where the X is negitive . Thank you
-
Wow mmm.....,Ok JParis thx a lot for your help.
-
Oh Ok, what do u think about a generic post processor?
-
Description: WT 100 Multi-tasking compact machine featuring state of the art capabilitise * Up to 22/15kW cutting power available for turning shaft-work with synchronized spindles.(Motor power 11/7.5kW per spindle) * Driven-Tool Motor Power 7.1/2.2kW,for heavy cutting with small tools. * With upper / lower turret construction,4-axis machining as well as various other machining combinations possible on either spindle * With upper / lower turrets and opposed two-spindle construction,cycle time balancing and reduction is possible. * With up to 24-tools per turret,48 tools can be permanently available. regards MC
-
Hi Guys, We have a machine Nakamura -Tome wt 100,But I don't know what kind of post processor I should use for it? thnx.
-
Thanks a lot JParis,for your help,.....it's working fine......
-
every is just fine but the issue or question i have is? how come when i post it to G codes ready to put it into the machine, all my work offsets are different according to the angle for example: N1020 T9 M6 N1030 G0 G90 G54 X-2.25 Y0. A0. S4500 M3 N1040 G43 H9 Z.73 N1050 G99 G81 Z.2375 R.73 F30. N1060 G80 N1070 G55 X-2.25 Y0. Z.73 A-90. N1080 G99 G81 Z.2375 R.73 F30. N1090 G80 N1100 G56 X-2.25 Y0. Z.73 A-180. N1110 G99 G81 Z.2375 R.73 F30. N1120 G80 N1130 G54 X-2.25 Y0. Z.73 A-270. N1140 G99 G81 Z.2375 R.73 F30. N1150 G80 N1160 M5 N1170 G91 G28 Z0. N1180 A0. N1190 M01
-
Oh OK thanks,but how can to get just G54 ( No G55 G56 57.....) and 0-90-180-270 deg. thx.
-
I'm using GENERIC HAAS 4 -AXIS VMC. THX.
-
Hi Guys, I'm trying to make a program in a 4 axis but I don't now how, I wanna to use just one WCS (G54) and to get 0-90-180-270 deg ,is it possible? thx. SAMPLE PART.MCX-5
-
Hi guys, I'm looking for a sample file how can I use High feed. thanks a lot guys.