





GIZMO 21
-
Posts
243 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by GIZMO 21
-
-
james, kyle
this is what i received back from CAMplete..
Hi Jesse,
CAMplete does not support posting the probing paths from external CAM systems.
It does not have the ability to read the probing paths.
Having said that, you can program your probing paths directly in CAMplete.
For now, only the datum probing is supported and I don't know if any more development will be made on that front.
jesse
-
 1
1
-
-
good stuff..
we actually have cimco coming out tomorow to demo the cimco probing.
i am using CAMplete to post for our matsuura mx-520 and our mazak variaxis i-300 and i was worried
about this integration for the probing part of it. i already reached out to Danish from camplete but still waiting for his response.
-
14 minutes ago, phill heward said:
is that a serious offer?

-
On 8/6/2023 at 11:55 AM, amw said:
I figured this out after. Im using the old V9 style coolant as I mentioned. But it looks like Advanced drill is getting the values from the X style coolant and I didnt have these setup. See attached pic, you can see where on and off came from.
So I filled in the values for the X style coolant and now advanced drill works ok. Still have v9 style coolant selected and using it everywhere else.

just got done messing with this toolpath after not using it due to not working for me in the past.
now its doing exactly what I need it to do for deep hole drilling. PLEASE!! do not break the toolpath..
on the above image under the enable event tab, change from ON to M08 or whatever code you use to turn on coolant. same for turning it off.
hope it works for you. it worked perfect for me after changing.
never mind, i re-read your post and see that you figured it out.
-
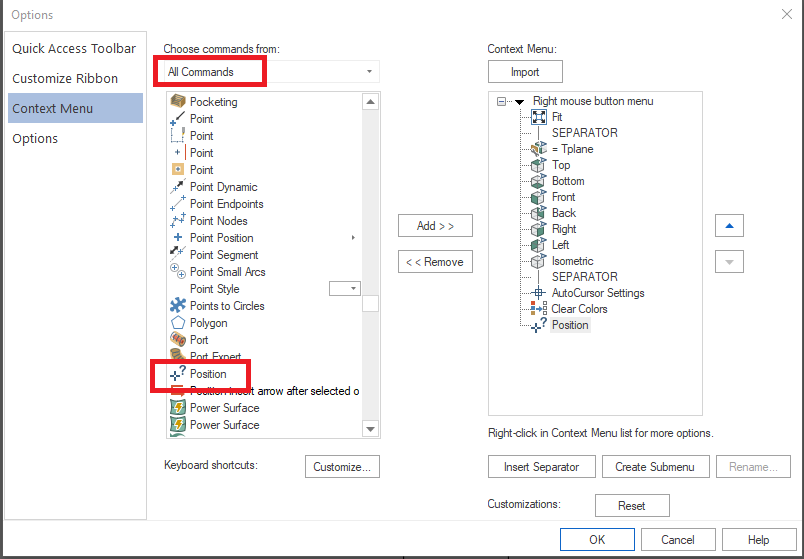
open all commands
scroll down to position.
I didn't have on my right mouse button. not that i want it there but was able to add it.
-
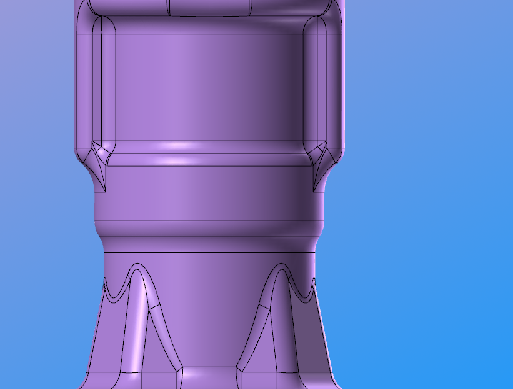
I just programmed a round part similar to the o.p but it had a little more detail in between 2 flanges with 5 axis pocket rough.
I chained the same way with 2 curves not touching each other, used a stock model that i created from the turning operation to tell it where it had material. it kept the tool from coming outside the 2 curves.
I didn't think it would work but it did.
-
 1
1
-
-
it looks like the rad on your ballmill is larger than the one on the part. might have to use a smaller dia. ballmill.
-
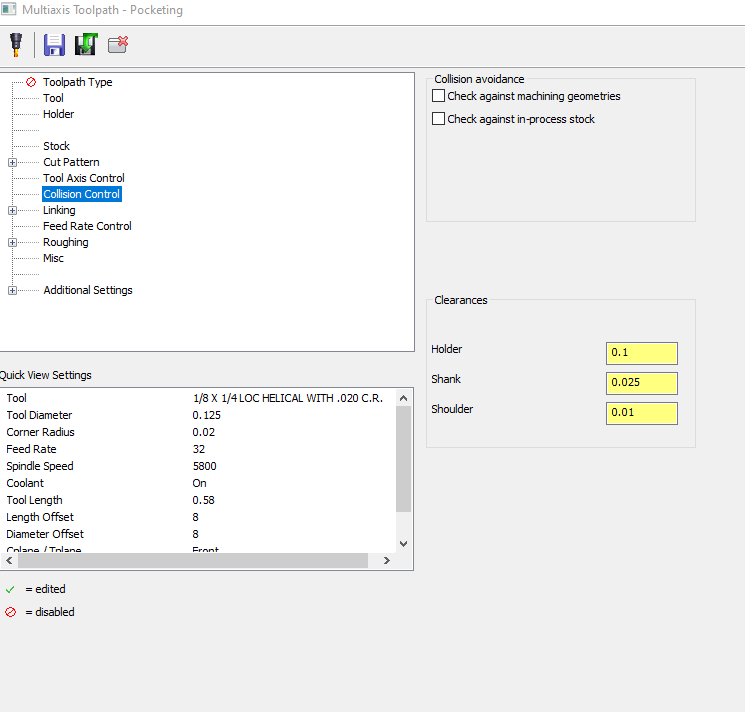
in collision control tab.
-
sometimes mastercam wants to do weird s#@t. i find what I'm looking for and make it work and just go with it.
as long as its a good pc and i don't crash the machine..
9 minutes ago, mirek1017 said:so I need to have selected stock or just wall and floor for this toolpath ?
just the walls and floor.
-
-
check out Mastercam's official YouTube channel.
there's some really good stuff there also.
I just had to reference to a video yesterday in the mastercam channel.
-
I agree with expanding the holder page to the right.
1 and 3 I set them in the defaults to my liking.
-
16 hours ago, Jake L said:
This is just a complete guess but I've run into issues before if the "length of cut" defined in the tool is shorter than the radius of the lollipop ball. My workaround for this is extending the length of cut a thou or two up the shank. See attached screenshots for better explanation.
We get our lollipop cutters from Harvey. I download the SIM file and when I fill in the LOC for the tool (given by Harvey) the LOC is usually shorter than the radius of the lollipop tool. In the past this has caused Mastercam to not recognize how far of an undercut the tool could make. So Mastercam would only use, say 230 degrees of the tool, when in reality the tool had 270 degrees of flute.
This was in Mcam 2022, not sure if it was fixed in 2023. And again, this is a shot in the dark, it could be a hundred other things.


yes this will work. I always define my cutters as they are.
had a part in 2021 for deburring some undercuts. the toolpath was good with the tool defined as Harvey described it.
a few months later I opened up the file in mastercam 2022 and tried to run it with no success. everything on that toolpath was over tilting
my table for overtravel.
long story short, I got a hold of our mastercam reseller and was told to extend the cutting depth into
the shank. that fixed everything for me.
I do not like it, but it works.
-
something like this.
-
1
-
-
pretty slick.
-
CAMplete is super easy to use. i program all my operations in one mastercam file. combination of 3 axis material prep op, then the 5 axis program then back to the 3 axis for the last op all in one file. when exporting to CAMplete you select which operation to verify. need to reach out to CAMplete for a webinar. in my opinion they have the best support that i have ever had to deal with. also you have james on this forum who is very helpful as well. it sounds like all you need is some basic training and you will be on your way. once you start using CAMplete you will wonder how you got by without it, especially when running 5 axis machines.
-
1
-
-
On 4/11/2018 at 2:56 PM, PcRobotic said:
I have tried them all, and the issue is the company won't upgrade the computer at all. We have to keep our job and we have to do whatever it takes to complete the job.
i can see why your shop doesn't want to upgrade computers. you find workarounds for your problems.
-
ok jay,
you had me confused. I was like I though I seen him around here the other day. lol. its all good jay.
thanks for letting him know though.
-
thanks jay.
-
james,
shoot me a message. I'm trying to reach you, but your inbox must be full.
-
2
-
-
Don't let the interface spook you.....
I was very vocal about my displeasure with it early on.....
Had to go back to X9 early this week....already I had to hunt for things
I know what you mean john. once I start using it, I should be fine. because I noticed even vericut is going the ribbon bar style interface.
-
still using x9 cause I don't like the new ribbon bar style interface. I know eventually I have to start using 2017, so I've been tempted into start using it, but now this crashing thing
i'm hearing about will keep me on x9 for now.
-
1
-
-
I agree, whatever machine you go with, get STEP models of the machine as part of the order. I've built Vericut machines/controls for some of my customers, and most of the machine tool dealers ream you after the fact for models.
we definitely have the step model of the machine on the p.o before signing anything.
thanks for the heads up.
-
What kinds of parts are you planning to run on them?
we are small quantities job shop (1-10 pcs) focus on small 6" x 6" x 6" size parts. aerospace, satellite, motorsport, and tooling. we work with many types of materials from aluminum to Inconel.
most of our work is done 3+2, and surfacing, but a lot of our parts would benefit from 5 axis motion. all our machinist are assign to one machine. we start a project from programming
all the way to washing your own parts. I will be in charge of the new machine, so I just want to make sure I get everything that I might need to venture into 5axis simultaneous machining.
Haas UMC 750SS
in Machining, Tools, Cutting & Probing
Posted
The guys at CAMplete have always been helpful anytime i reached out to them for help, they still are but a-lot of times their hands are tied now ever since autodesk took over. I knew this would happen though.