





MikronGuy
-
Posts
100 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by MikronGuy
-
-
Guys
Was wondering if anyone has the spec for a M19 x .35 6H class thread
-
It may be a software issue. I have had this issue since I started programming with V9. I learned to work around it by checking the codes in my program.
-
material type has to be taken into consideration
-
thanks guys
my reseller sent a workspace backup to replace all workspace files. but we still have to rebuild the toolbars
this happens on opening MasterCam and happens to multiple users.
-
using X8 every once in a while our Icons keep changing and the only way to correct it is to uninstall and reinstall MCAM. See image attached.
any help would be appreciated.
-
have you considered gundrilling?
-
I know this still does not resolve your question but another option would be to use the new transparency toggle.
i will look into this.
-
Not sure if any functionality was removed, but Alt+S should allow you to see the point.
I understand the ALT-S, but that just adds another step to the process that should not be necessary, and has to be done before any selection.
-
Is there a setting in MCam X8 that allows the solid model to change to translucent after selection during the Dynamic Xform Command. Some times i need to position the gnome in the center of the solid model and i have no way of attaching to the point created during the bounding box creation.
X6 & X7 had turned the model translucent after selection during the Dynamic Xform Command. Did CNC remove that functionality?
-
have you looked at www.lang-technovation.com?
-
figured it out after i posted it. same command in Feature Cam
Thanks.
-
i searched the forum but could not find this. Did CNC get rid of the panning ( alt + mouse wheel ) feature in X8. all it right now is rotate the part.
-
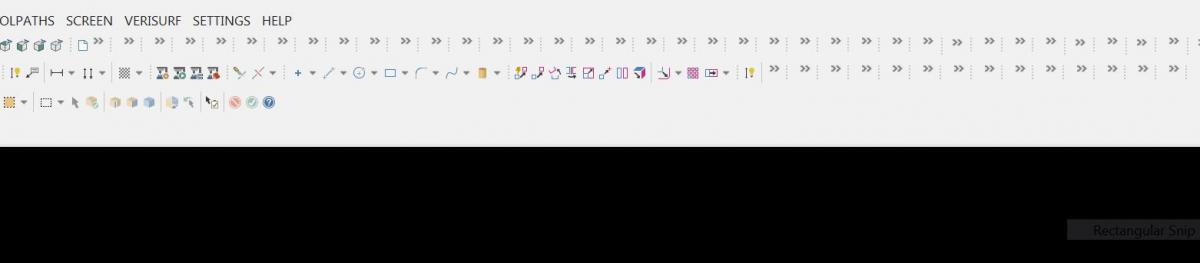
guys this has been bugging since we loaded X7. how do i turn off the "hide hidden lines" in my config file i like to see all the lines when i perform Alt-S

-
Will never work without one, even if i have to bring mine in from home.
-
micron guy,you know what im trying to get,ill try what you suggest.can you give an example of what the G codes will look like?
this is a quick code at those values feed and speed incorrect
T77 M6
G0 G90 G54 X5. Y30. S1577 M3
G43 H77 Z1.
M8
G98 G83 Z-1.25 R-.59 Q.1 F4.
G80
M9
G91 G28 Z0. M5
-
Clearance set to Absolute 1.00
Retract set to Incremental .05
Top Of Stock set to Absolute -.64
Depth set to absolute -????????
If your drill cycle is set correct the tool will start at Z1.00, rapid to Z-.59 to start drilling to programmed depth, after drilling tool will retract to Z1.00 then move to the next hole clearing the islands on the part rapid down to Z-.59 and start all over.
The key is the clearance plane value. I know a lot of programmers that do not use that feature.
-
few questions
are you using cycle 19 or plane spatial?
cycle 19 will give you random movements whereas plane spatial will go to the actual programed #'s. i had the same problem with the machine movement in cycle 19 ( scrapped a $40,000 part), changed to plane spatial and every thing is honky-dory now.
is the kinematics forcing the rotation of the B axis towards the operator?
-
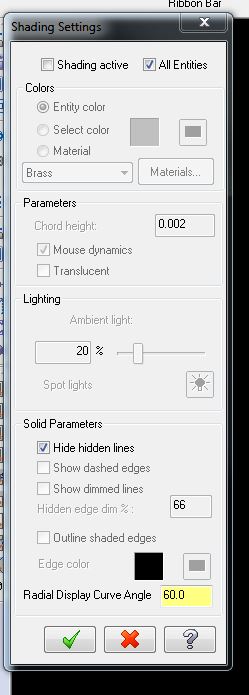
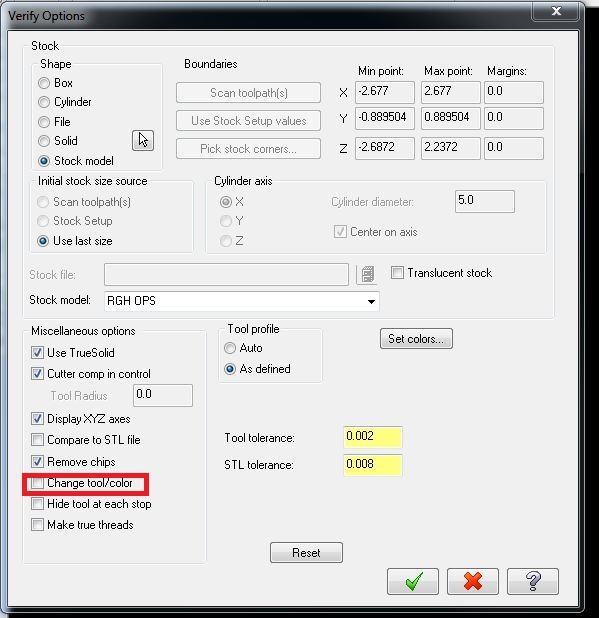
i see mastercam is pushing their stock model. it works great inside the software. the question i have is sometimes i need an stl to run in vericut, how do i export the stock model out as an stl so vericut recognises it as such?
-
Im trying to use high speed machining but I keep getting a improper g code for the g05.1q1 is there a parameter that is not turned on or off im also running it off a sim card with m198 witch I have done before on previouse tools centers using the hsm thanks
If I remember correctly from my Fanuc days the G05.1 Q1 has to come before the tool call line but I may be wrong.
N1 G20
N2 G00 G17 G40 G80 G90
N3 G91 G28 Z0.
(X7 OKK HM-600 MACHINE 58)
(MACHINE GROUP-2)
N4 M08
N10 G49
N11 G05.1 Q1
N5 T4 M06 (0.5 FLAT ENDMILL)
N6 (MAX - Z.1)
N7 (MIN - Z-1.338)
N8 G00 G17 G90 G54
N9 X-6.8298 Y22.1439 S12000 M03
N12 G43 H4 Z.1
N13 Z0.
N14 G01 Z-1.338 F180.
-------
-------
-------
N12873 X-5.1867 Y1.7592 R.1125
N12874 X-5.1483 Y1.7522 R.1125 F180.
N12875 G03 X-4.0654 Y1.3747 R28.5085
N12876 G02 X-4.031 Y1.3564 R.1125
N12877 X-4.0253 Y1.3516 R.1125 F500.
N12878 G01 X-3.9728 Y1.3046
N12879 G00 Z.1
N12880 G05.1 Q0
N12881 M09
N12882 G91 G28 M19 Z0.
N12883 G28 X0. Y0.
N12884 G90
N12885 M30
%
-
What Grievous said. Don't lose sleep over it.
The control will re-sequence the line #'s or you can do it manually in CimcoEdit before the transfer.
-
try turning this setting off

-
 1
1
-
-
I have used Fanuc, Haas, Hurco,Okuma and Yasnac and it does not get any easier or user friendly than a Heidenhain. For the first 2 days I hated it, but after I learned the control and how powerful it is I loved it. The only gripe I have on the control is the override knob controls the feedrate and rapid at the same time. There is no separate override for the rapid. The manuals are available on the website for download.
-
+10000 Bob
-
M126 is the code for shortest distance so the machine will find the solution for shortest travel and move to that location. That is probably the reason for the tracking. The only other reason will be if M128 is active. M129 will cancel M128 and M127 cancels M126
there is a setting for solid angle in the control to turn on SPATIAL. you may have to call Dekel for help. dont know if it is the same as the MIKRONS.
will that model control run SPATIAL, we have an older model TNC530 that will only run Cycle 19
I am not too familiar with Dekels but I am pretty sure you do not need line #30 in the HEIDENHAIN I may be wrong due to the control being an older model. You can download the HEIDENHAIN manual for your control from the HEIDENHAIN’s website.
Need Metric Thread help
in Industrial Forum
Posted
thanks Catherdral