





bigprody
-
Posts
150 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by bigprody
-
-
Thanks again guys. I tried the tool table it is a good option but I am looking for something more certain. I will spare you the details but our work flow is quite specific and I am looking for a solid number and counting the different ID#’s is the best way. Also it will give me a chance to figure out buffers, I can see they will be of some help in some other areas.
-
In the documentation that I have there are 4 parameters for defining buffers.
# --------------------------------------------------------------------------
#Buffer 5, testing to store misc real values
wc5 : 1 #Initial count for write buffer 5
rc5 : 1 #Initial count for read buffer 5
size5 : 0 #Buffer 5 size
g10z : 1 #Saved mr9$ value
g10x : 1 #Saved mr10$ value
gten_tool : 1 #Tool number capture
fbuf 5 0 3 0 0
# --------------------------------------------------------------------------
The examples that I see here seem to have 5 Parameters as per the above.
-
Looks like a buffer is the answer. A few questions, the MP documentation that I have is from ver. 9. 203 Buffer Files PDF. Is there something more up to date?
-
That is it Cathedral, I think I have enough to get started on this I will post once I have it figured out or if I need some more help, which will be more likely. I have not used these forums much but when I have everyone, on here has allways been very helpful, it is nice to have such a large community of knowledge to tap.
-
Outstanding, that seems like a much simpler method. It will have to wait till Monday tho.
Thanks. Have a nice weekend.
-
Thanks for the explination Colin. Here is what I would like to accomplish.
We have a very specific work flow from the posted code to our machine. We build stamping dies here. I run a 2 pallet Matsuura and every part thru the machine is one off. To facilitate a quick work flow we have built extensive tool and operation libraries and keep stock on hand of these 800 or so tools. Each tool has an ID number which we use the "Manufactures Tool Code Field" in the tool parameters page to hold the value. I wrote an App for windows that keeps track of the tools in our machine using the ID #. When we load up our code into the app it pulls all of the ID #'s and compares them to what is in the tool carousel. It reorganizes our tools in program to match the machine thus saving us alot of editing.
We run lights out every night combining longer running details. I am now starting to combine these programs in Mastercam. The limit that we have with these multiple setups is the size of our toolchanger. So what I would like to do is inside of mastercam pull 3 or 4 details into one file, run the code, have the post count how many different ID#s the now rather large program has and output the result in a comment at the end of the file. I can easly maximize the night run that way by using as much of the tool changer as possible.
How I would handle this in VB would be to build an array holding the ID#s checking so none were added twice and then the size of the array is my tool count.
Possible in MP Language?
-
Thanks EX.
Buffers are new to me, would you mind helping a brother out?
-
Can I define an Array variable in the post language?
-
Using the technique I just posted set the subprogram switch to on and use incremental. This might give you what you are looking for.
-
As Cjep says, I like to set the instances to one more than I need and then code only the transform op. You can control how the tool changes occur by setting the group NCI output by switch.
-
I have libraries of standard operations (drilling, tapping, c'bore, and such) for different thickness parts. I have updated our tool library for all of our standard tools to make them assemblies. lastly I have updated all of the operations for one thickness ( 3/4) to use the new assemblies. I am going to copy the 3/4 ops and change the depths to make the operations for the other thicknesses. What I would like to do is edit the new set of ops in some sort of editor rather than calling each one up inside of X7 and changing the fields. Any thoughts people?
Kevin
-
I will take a stab at this. When you are creating the entities they are being created in the same color as your background. Check in your config, colors, section. You should be able to find a setting to change there.
-
Hey, Thanks guys. You have given me some viable options. FYI I sent this off to our re-seller and they gave it a shot. Their answer was to move the file to solid works, it has a more powerful generator and they were able to fillet it properly. With electrodes over the years I have found that you have to be a bit creative in order to get the result you need.
Thanks again to both of you for taking the time to share your expertise.
Kevin
-
Yes, I use that quite often when our sinker is doing a straight plunge. In this case he will be orbiting the electrode I need to pull everything in in the x, y plane .012 and offset the radii in the z plane .002. I have the xy pulled in I just need to fillet the top corner to match the part.
Thanks again for your help. Ben
I actually have a few days on this so no rush.
Kevin
-
There we go.
Thanks again Ben K
Kevin
-
-
If I an figure out how to post it, you can have it.
It is attached, let me know if you need anything else.
Thanks for your time on this.
Kevin
-
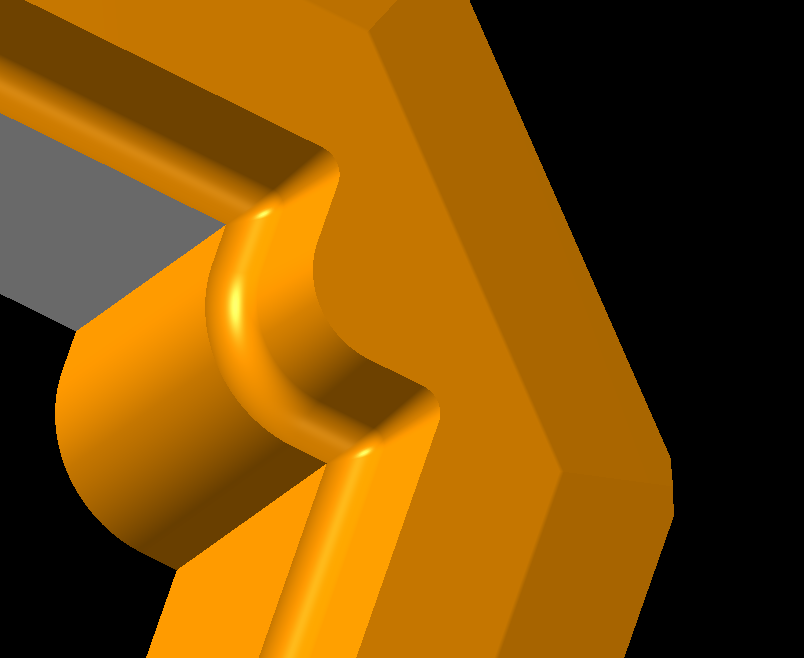
I am trying to develop an electrode that will be orbited. I am having trouble adding fillets to the hits that match the detail we will be burning. I would greatly appreciate it if someone could help point me in the correct direction. The problem is that the fillet is larger than some of the inside radii. The part has a sort of mitered corner that I do not seem to be able to make happen in Mastercam.
I am running X7 mill level 3
I would be happy to provide the file if someone has the time to look at it.
I have attached a snip of the corner that I am trying to develop the trode for.

-
Hello everyone, I have just started using machine simulation, and I am having a problem with tool tips on my spot drills. In machine simulation the spots show running too deep as if I have tip comp checked in the operation. When I run it thru verify all is well. Any thoughts?
Kevin
-
Using a server, it seems that when we change our defaults to the server, MC allways finds its way back to the orignal directories.
-
What is the best way to handle having multiple programmers at multiple stations working out of the same tool, matl, and operation directories?
Kevin
-
Running Windows 7, still having problems finding the Applet.
Kevin
-
Thanks for the quick reply. Unsure of what you mean by "MCAMX CONTROL APPLET".
Kevin
-
Just started running X6 Mill and everytime I start a new file I get an "error loading holder from file". I figure that it is just a directory mapping problem but for the life of me I cannot find where to set the default for the tool holders. Any help would be greatly appreciated.
Kevin
Array Variables
in Post Processor Development Forum
Posted
Missed that last post of yours EX. That sounds like the ticket.
Thanks again for takeing the time to help me out. I owe you one. I will give your idea a shot.