





Pilot Plant Supervisor
-
Posts
330 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Pilot Plant Supervisor
-
-
I just ran a Guhring 2MM gun drill in Titanium and it worked great! 3.5" deep hole in 21 pieces with one drill. I have no idea if that would work in ceramic though.
-
Contact www.pacifictoolandgauge.com Their specialty is firearm chamber reamers, but I bet they can make you what you want.
-
I vote for Royal Acculength
-
Works for me.

-
I suggest you contact [email protected] for Landis threading tools. The ATI Landis threading tools are really not that expensive and the body will accept many sizes of rolls in case you need a different size down the road.
-
I just had to drill 2MM holes 3.5" deep in Ti. I had the Guhring rep come in and we used a gun drill. I was impressed, 21 holes with one drill and you could hardly see any wear with 30X. That's 73.5" of Ti!!!. Anyway, the rep said he has had good luck with the gun drills in Nickel based alloys. Through spindle coolant 1000psi is a must for this to work though.
-
-
That's about how long it takes to hire someone here.

-
According to the warning label, the carbide dust is only toxic in California so I don't have to worry

-
 1
1
-
-
Here is what I got from Haas. It's in typical email format so you have to start at the bottom.
Casey,
I apologize as I intended to send you the response from Haas and did not.
It appears that Haas is unable to provide what you are looking for at this time.
Thank you
Bill Basacker
Customer Service Coordinator
Selway Machine Tool company
888-735-9290ext4790
________________________________
From: Steve Hattori
Sent: Tuesday, September 13, 2011 6:21 PM
To: Bill Basacker
Subject: Re: EC-1600
She says no solids yet, maybe late this year. She can send planviews to help build it youself guys.
Steve Hattori
Applications Engineer
Selway Machine Tool Company
________________________________
From: Bill Basacker <[email protected]>
Date: Tue, 13 Sep 2011 15:54:14 -0700
To: Steve Hattori<[email protected]>
Subject: RE: EC-1600
Steve,
Try LaDonna Hambrick. If it can be done I’m pretty sure she will know. Her email is [email protected]
Thank you
Bill Basacker
Customer Service Coordinator
Selway Machine Tool company
888-735-9290ext4790
________________________________
From: Steve Hattori
Sent: Tuesday, September 13, 2011 3:48 PM
To: Bill Basacker
Subject: Re: EC-1600
Bill he wants Haas to provide a cad file model of his machine so he can use it to run machining simulations in his programming software.
A LOT of customers want this, but I haven't been able to get an answer from Haas. If you know anybody to talk to there, give me a name and Ill keep asking.
Steve Hattori
Applications Engineer
Selway Machine Tool Company
________________________________
From: Bill Basacker <[email protected]>
Date: Tue, 13 Sep 2011 14:08:16 -0700
To: Steve Hattori<[email protected]>
Subject: FW: EC-1600
Steve,
Please read the email below and let me know if you have any idea what he is talking about.
Thank you
Bill Basacker
Customer Service Coordinator
Selway Machine Tool company
888-735-9290ext4790
________________________________
From: Karstens, Casey [mailto:[email protected]]
Sent: Tuesday, September 13, 2011 1:58 PM
To: Bill Basacker
Cc: Rob Stuart
Subject: RE: EC-1600
Bill,
I believe what we need is a 3D solid model of the machine. Industry refers to it as a “skin” because it is a model of just the outside surfaces of the machine. With that, Mastercam can simulate machine axis moves with the part and fixturing in place to eliminate the possibility of clearance/crash issues.
Casey Karstens
Aerospace Machining
ATI Wah Chang
1600 Old Salem Rd NE
PO Box 460
Albany, OR 97321
T: 541-926-4211 Ext. 6672
From: Bill Basacker [mailto:[email protected]]
Sent: Tuesday, September 13, 2011 9:30 AM
To: Karstens, Casey
Cc: Rob Stuart
Subject: RE: EC-1600
Casey,
To be quite honest I’m not familiar with what you are asking for so if you could please provide a little more detail then I will be happy to help you.
Thank you
Bill Basacker
Customer Service Coordinator
Selway Machine Tool company
888-735-9290ext4790
________________________________
From: Karstens, Casey [mailto:[email protected]]
Sent: Tuesday, September 13, 2011 9:14 AM
To: Bill Basacker
Cc: Rob Stuart
Subject: EC-1600
Bill,
Can Haas provide us with the skin for our EC-1600 with 4th axis platter? We would like to set up machine simulation in our MasterCam system to make programming safer and easier. Thank you,
Casey Karstens
Aerospace Machining
ATI Wah Chang
1600 Old Salem Rd NE
PO Box 460
Albany, OR 97321
T: 541-926-4211 Ext. 6672
CONFIDENTIALITY NOTICE: The information in this e-mail
message, including any attachments, is for the sole use of
the intended recipient(s) and may concern confidential and
privileged information. Any unauthorized review, use,
disclosure or distribution is prohibited. If you are not the
intended recipient, and have received this communication in
error, please contact the sender by reply e-mail and destroy
all copies of the original messages. Thank you.
CONFIDENTIALITY NOTICE: The information in this e-mail
message, including any attachments, is for the sole use of
the intended recipient(s) and may concern confidential and
privileged information. Any unauthorized review, use,
disclosure or distribution is prohibited. If you are not the
intended recipient, and have received this communication in
error, please contact the sender by reply e-mail and destroy
all copies of the original messages. Thank you.
-
Gcode, that's where I get hung up. Under "download type" do I use Quadro performance, Quadro partner, or ??? We don't have Autocad or Solid Works or anything else. Just Mastercam.
-
Im lost with all these numbers! Which driver should I use for Mastercam with dual Quadro 4000's? I checked my settings and my current driver is 8.17.12.7533
-
Has anyone tried the Jergens 5 axis fixturing? It looks nice and I've been thinking about buying it for our trunnion. I like their ball lock system and I bought a double lock vise column that even made the cover of their catalog. Pretty nice stuff for the price.
-
I was getting that too. I called the re-seller and he said it was because I installed X6 as a User instead of Admin (Windows 7). I had IS come and do the install as Admin, and the message went away.
-
Try tightening up your arc filter tolerance to .0005 or less for the finish pass, and use the refine toolpath tab to fine tune. It will make it take forever to re-gen and verify, but should help with the gouging.
On your roughing paths, make sure your arc filter tolerance is half of what you are leaving for finish. If you are only leaving .002, your arc filter tolerance should be no more than .001.
-
I don't mean to hijack the thread, but when I used Esprit 10 years ago, they had a great chain manager built in. You could just pick a chain from the list and it would highlight the geometry and you could use it for another toolpath if needed. Does Mastercam have something like this hidden that I haven't found yet?
-
I had Heli-Cal make some specials that were 7" OAL. Was pretty reasonable and quick too.
-
I would use Surface High Speed Core Rough and make sure you define your stock.
-
Maybe old school, but I still like using an insert mill for this application. I would run an Ingersoll 3/4" at .1" depth cuts.
-
I don't have any experience with that type of thread mill, but I'll tell you what works for me. I use Micro 100 solid carbide thread mills that have multiple teeth on one plane, and I cut the hole right to size using cutter comp so I can sneak up on it. In Stainless and Titanium, I usually add a spring pass. I run 200 SFPM in Stainless with .0002 - .0005" per tooth feed. In Titanium I run 120 SFPM with the same feed.
-
Here is what I need .
-
The pockets have square corners and are sunk in to the inside of the bore. I don't see any way to mill them.
-
We are looking for someone on the West Coast who can burn pockets around the inside of a bore. The bore is 40MM and the pockets will be around 1.2MM deep with a radius that follows the contour of the bore. I can't post pics as it is proprietary. I'm thinking a CNC sinker with a rotary table. The part is roughly 70MM diameter x 100MM long. Any suggestions?
-
I just finished a job that had very similar feature shape. I used Surface High Speed Core Rough followed by Surface High Speed Waterline Rest (for the side walls), Surface High Speed Scallop Rest (for the radii and floor), and finally, Surface High Speed Hybrid finish. I'm new to the High Speed toolpaths and X6 too, so I spent several days messing with parameters of the toolpaths to get what I wanted.
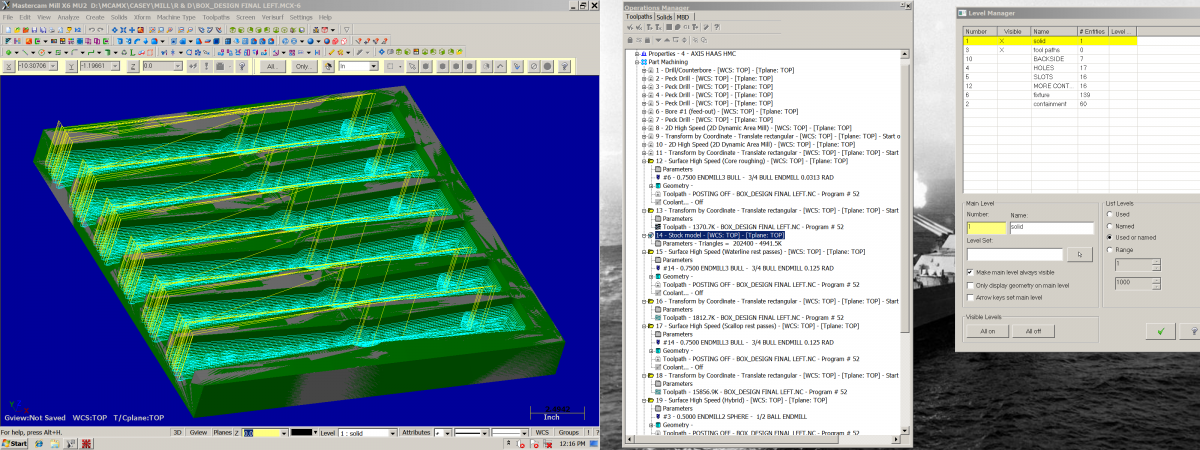

hst hybrid
in Industrial Forum
Posted
I've seen it. I think it had something to do with my containment.