





Pilot Plant Supervisor
-
Posts
330 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Pilot Plant Supervisor
-
-
As long as all your tools are set to the same relative point, whether it be a presetter or on the face of a part, you can use it the same way. If you dont have a presetter, you can set them all on one of those little magnetic presetters stuck to the chuck face. Once the Z offset is entered in the geometry offsets for all tools, touch the face of the part with any of them and use the Z face measure button to enter an offset in the G54 (or 55, or whichever you chose). This will accomplish the same thing as workshift. Multiple offsets come in handy when you stock flip to machine the other side.
-
The Haas probe will enter the actual diameter of the tool in the offsets. You need to set comp to "control" in Mastercam for this to work. "Wear" comp would need to see 0 in the offset for a nominal sized tool.
-
M97=local sub program
M98=sub program
P=program#
L=loop or repetition
-
If you are working with a solid, click solids-Hole Axis, then click inside surface of hole. Green check, and you should end up with a vector line.
-
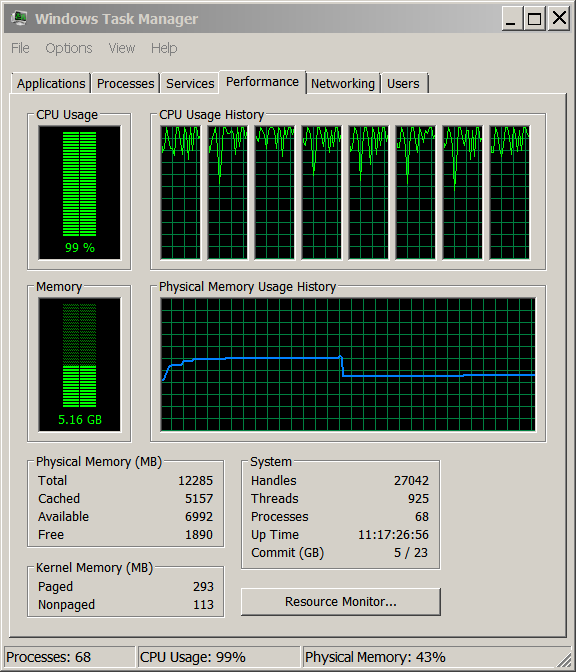
I am using a 2 year old Dell T5500 Xeon dual quad core 2.27GHz with 2 Nvidia quaddro 4000 graphics cards and 12GB ram. The attached picture is typical performance when I regen or verify. I'm thinking I just need faster processors?

-
Yep, saw that Crazy. Thanks for the examples. I did think of that as I was trying to get a good finish path, but at that point, I didn't want to split my solid because about thirty other operations would go dirty. Next time I'll try to get that stuff out of the way before I start toolpathing.
-
I am machining a very similar shape right now. I used HST core roughing, and tried several options for finishing. Flowline works except I get a climb cut on one side, and conventional on the other. Waterline gave me climb cut on both sides, but the radius on my part gets larger over the length so the transitions in the bottom of the groove had poor finish. Sometimes these parts that look simple give me the biggest headache!
-
Maybe set cut tolerance to 66% and line/arc tolerance to 34% ?
-
I've been cutting some flame cut blanchard ground A36 lately. Unfortunately, one of our engineers ordered the material and had them flame cut to size. When just trying to skim a surface to get something to locate off of, it eats carbide. If you get an extra 1/8" per side so you can get the cutter under the hard edge, its no problem.
-
Yes, with the length of cable we had, I could only use 9600 Baud. With the box, the cable is short enough to crank it all the way up.
-
I bought one of those boxes direct from Shop Floor Automations. Works great for transferring programs. It used to take 1.5 to 2 hours to send some of our programs over the RS232, now it only takes 20 minutes or so.
-
Oh, so much better! Thanks!!!
-
Another machinist here used my system and I'm all screwed up now. Every time I open up a new file, there are axis lines on the screen (not the small gnomen) that I have to use F9 to get rid of. I can't for the life of me find where to turn that off. Also, now my operations manager moves every time I re-generate something. I tried arranging everything where I want it and re-saving my tool bar, but it still moves. Any ideas?
-
No problems here. I used the update utility despite all the warnings, and I just use a tool out of one of the libraries as is, or modify it to suit me. I have not used the new tool manager, nor have I taken the time to learn how to create a library with all our tools.
I am using surface high speed toolpaths and importing operations from one part to the next and re-genning, and so far (fingers crossed) everything is fine. I am really happy with the speed of X7 over X6. Yesterday, I programmed a part (out of the same family) in 1 hour, where in X6 it would have been an all day affair.
-
This is where an old school Geometric die head is still of use. Set up on a manual lathe or turret lathe and go to town.
-
 1
1
-
-
Soft jaws with a dowel pin slip fit so it can be inserted (and obviously pulled out before running) when the part is flipped?
-
I got rid of the brown by switching to S737. We use the cheap mixer here as well.
-
If this job wouldn't have been for our favorite engineer's R&D project, I would have said NO WAY, NO HOW! Sheesh, it's been over 20 years since I've used a tool post grinder.
I'm glad to report that I'm DONE though, so I'll quit whining.
-
I am in the middle of finishing some mandrels 14" long tapered .490" to .500" dia. hardened M2 steel with a tool post grinder on a Taiwanese Cadillac lathe. I think it would be more fun to poop in my hand and rub it in my hair...
-
1
-
-
It depends mostly on the geometry of the insert and how rigid the set up is. I am turning some H13 now with a Seco DNMG 432 MF2 TP1500 insert. Finish cut with is .02" per side and the chips are long curls. More depth of cut would be better, but my set up won't allow it. Basically, you need depth of cut to be a little more than nose radius or you will end up with stringy chips that wad up all over everything.
-
Yes, we drained and cleaned the sumps when switching from S500 to S737. S500 is oil based, and S737 is semi-synthetic, hence the sump drain and clean. We did notice some foaming with S500 when using 1000PSI through spindle coolant, that was the main reason for the switch. I am happy with the S737, as it eliminated the foaming, and the machine stays much cleaner.
We work with mostly refractory metals here, but the coolant is used primarily on Titanium and Steel. The S737 does seem to react with our Silver infiltrated Tungsten material, where the S500 did not, but only in the band saw.
-
We have a Zebra Coalescer on our Haas EC-1600 horizontal. Previously we had a belt skimmer to try to get rid of all the tramp oil, but it wasn't very effective because of all the baffles in the sump. I thought the Coalescer would do better by constantly re-circulating the coolant. The sump seems cleaner, and there is no layer of tramp oil on top anymore, but the coalescer never seems to trap much oil. Where it goes is a mystery

-
1
-
-
Hangsterfer's here. We were using S500 with no problems, now we are using S737. The S737 seems to have better lubricity and really keeps the inside of the machine clean.
-
I had a similar long reach Titanium application with corner rad a while back. I had to reach down the walls of a casting 5.5". I used a Seco 3/4" dia square shoulder combimaster with a carbide extension to rough. For finishing, I used custom Helical endmills 3/4" dia x 8" oal. with 1/4" corner rad.
Horizontal machines
in Machining, Tools, Cutting & Probing
Posted
Just get the biggest tool changer you can. I didn't know anything about horizontals when we purchased our Haas EC-1600, and only got the standard 30 tools. You can never have too many.