drafting3
-
Posts
194 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by drafting3
-
that's what i've been doing. if i need to plunge, i predrill the center. then peck drill with my endmill to keep from having a wadded up mess, followed by the pocket toolpath.
-
i've been studying their geometry. i definitely have to take a few things into consideration since only a small portion of the endmill actually cuts. (ramp angle and using depth cuts) this brings up another good question. i've been using a lot of 2f and 4f center cutting endmills, but i still ramp/helix those. is it practical to plunge cut with these? i assume feed should be turned WAY down for this? i understand they are center cutting, but it doesn't look like any of them have much chip clearance at bottom dead center. i've been ramping with 2 degree slope using center cutting endmills. does center cutting allow me to make my approach steeper? will a steeper approach wear my cutter faster?
-
thanks. i'll take all this carbide advice into consideration on my next project.
-
from what i've seen, HSS works great on aluminum, plastic, and wood. i've cut on 6061 for days with the same HSS cutter and never had any burring. anything harder than aluminum, and i'll be using carbide exclusively from now on. i just found (yes, i found) a toolbox tucked away behind the machine. besides a collection of various HSS and carbide endmills, it has a 1/2" 2-flute 90 deg indexable carbide insert mill, a 1" 2-flute 90 deg indexable carbide insert mill, a 5" 7-flute 90 deg indexable carbide insert mill, and a 3/4" ballnose carbide insert mill. i'm pretty excited about these "finds", and can't wait to put them to use on my next steel project.
-
yes sir! i am the alpha and the omega, the beginning and end of all cnc milling here. it's nice because i know every detail of every cut, but when there is a mistake, it's 100% mine. when i first started here, i only did CAD and CAM. then one day the cnc operator was late to work, and since i had been watching him, i just started milling parts. instant promotion! the machine operator was fine with it, i think, because he prefers manual mills anyways. until i got here, they couldn't get the ATC working. they needed someone who could "talk to computers", and i was their man. i've been playing with g-code, because i felt it was important to know what i'm sending to the mill, rather than blindly letting mastercam handle it all. i will tweak the g-code directly from the controller now, which is a nice time saver. one thing i've been doing recently is using MDI mode on the mill to do simple operations, mainly facing or cut-off operations. i understand g-code now to the point that i could hand write code if i had to. i've broken many tools, but most were because of speed/feed issues, or running the tool well past it's lifespan. there was one incident of "press fitting" a 1/2" drill bit into aluminum, which was also when i learned what the "H" parameter in g-code meant. up to that point, i thought the height offset was directly linked to the tool being used. thankfully, it was just a HSS jobber drill, and the aluminum billet could be saved. i do have a question about tool life. i've been working with mainly HSS, as the owner here thinks carbide is the arc of the covenant. it seems like my HSS cutters don't last long, even in cold-rolled 1018 steel. i've had cutters get dull and need replaced after about 2 hours of machining. is this normal? are my speed/feeds wrong?
-
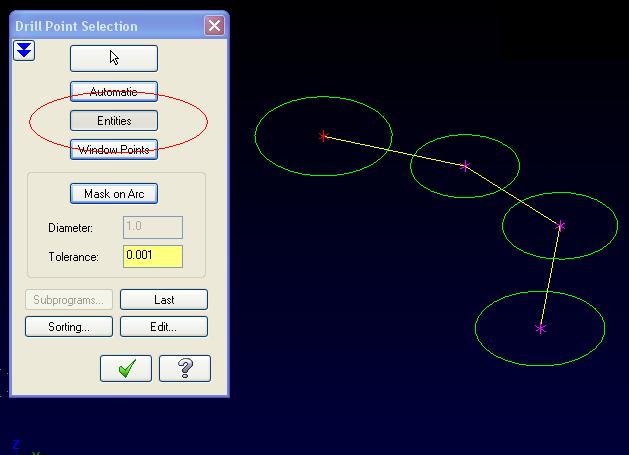
here is a screen cap of the point selection window. to select these 4 circles, i simply clicked "entities" in the dialog box, then selected a window around the circles. mastercam automatically selected their center points.

-
obviously you'll want some of the other veterans here to reply, but when selecting geometry for a drill toolpath, a "drill point selection" dialog box will pop up. (in x2 mr2 anyways) select "entities" and that will let you select circles instead of points. (you can select a window of circles if you'd like) mastercam will automatically select the center point of those circles.
-
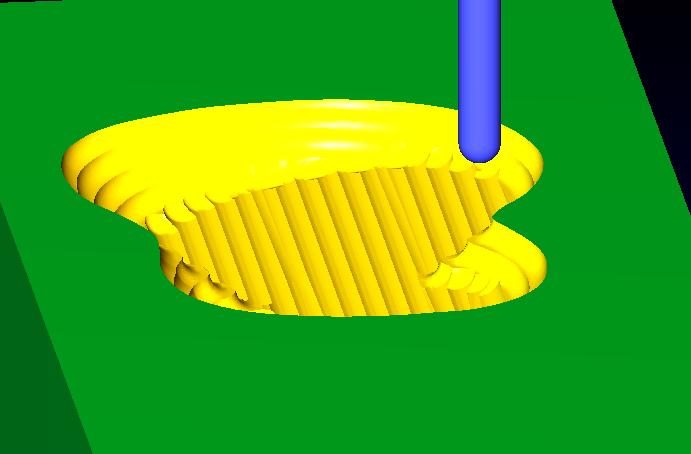
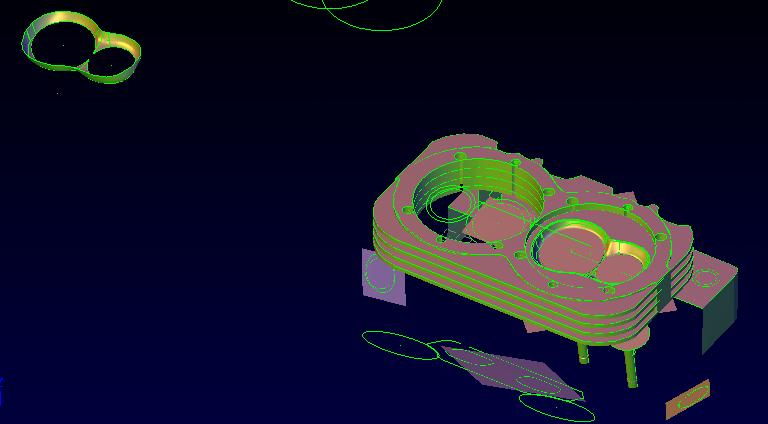
i am working on milling out combustion chambers for some racing engines, which i will test run on wood before milling my boss's aluminum babies. the bottom of the pocket being milled is at a 10 degree slope, so the roughing operation leaves large chunks of stock. in wood, loading up the cutter isn't really an issue and even aluminum seems to cut like butter, but i'd like to know if there is a good way to make the roughing toolpath follow the slope of the bottom surface. i know i'll be cutting complex surfaces into harder mold steel eventually, and i'd like to know how to handle this. i'm attaching 4 pictures: 1) shows the surface model of the combustion chamber 2) shows the first roughing operation, with large chunks of material remaining. 3) shows the solution i've been using, which is a 2D pocket operation projected onto the bottom surface and having the sides as check surfaces. 4) shows my finish operation with constant scallop. when doing a pocket roughing toolpath, is there no way to tell the cutter to follow various z-depths to avoid leaving so much stock? i'm just curious if there is a more efficient way to do what i've done here. i've been working with mastercam for about 4 months, which is also how long i've been machining, so i'm sure there are lots of tips, tricks, and techniques i still need to learn.



-

Corrupt or Invalid file. Contact your local Mastercam dealer
drafting3 replied to drafting3's topic in Industrial Forum
just checked, and yes it is. that makes sense as to why it wouldn't open, but why did it save a 0kb file? everything worked fine until i tried to create that surface. -
Corrupt or Invalid file. Contact your local Mastercam dealer
drafting3 replied to drafting3's topic in Industrial Forum
i'm working on it. i've already prep'd the owner for upgrading the computer i'm on as it bogs down when verifying machine ops on complex surfaces. i think i have a quote sitting in my inbox from mastercam for an update, which was around $*k, but i also want to hit him up for new design software like solidworks if he's going to have me doing this much 3D design requiring multiple changes. mastercam is amazing for CAM, but using it to design/simulate/revise is like using a hammer on a screw. this will require proper wording and the right timing to get everything i want/need. -
Corrupt or Invalid file. Contact your local Mastercam dealer
drafting3 replied to drafting3's topic in Industrial Forum
i'm sure. i was working in X2 MR2 when the error happened, exited, and then tried to open the .mcx file i just saved. i now have this enabled. thanks. -
just ran into this issue while drawing surfaces in X2 MR2. i was trying to draw a swept surface using 2 across profiles, and 2 rails to create the intake port, which blends from a circle at the valve to a parallelogram with rounded corners at the intake manifold. (which is weird in itself, because i was under the impression a circle is the ideal shape for air travel) i had both across profiles split in half as mastercam couldn't generate the surface with both profiles closed. randomly I got an error, which i don't remember what it said, and then every action i tried to take was met with a kernel error. i saved, exited (alt-f4), and then tried to reopen the drawing file. that's when i get the corrupt file error. thankfully the server backs up every night, so i only lost a few hours of work. any clue how to avoid future problems like this? just save often?


-
Hello everyone! I've been using this forum for a while to locate fixes and advice for what I assume are noob questions, so I thought I'd say hi and introduce myself. I had been working as an architectural designer for residential remodeling for most of my life. I was in charge of creating 3D renderings with virtual walkthroughs for sales, drawing blueprints for the production team, and ordering everything from concrete block to ceramic tile. Recently I realized that I hated everything about it. (An epiphany after watching all three zeitgeists) I got payed great money, but the industry offers humanity absolutely NOTHING. No one needs a $100,000 kitchen remodel, but I've designed and sold dozens. Excess is excessively disgusting, and I was tired of wasting my creativity and engineering mindset on designing lavish living spaces for people with more money than anyone really needs. So, I quit my job and started back to school for a degree in engineering, aeronautical and astronautical engineering to be exact. (figured I might be able to help us get off this rock) A plastic injection company found my resume on my school's website and offered me a job. Now I work in the toolroom, where I mainly act as a toymaker. I handle any and all CNC milling operations, which usually consists of working on the owners racing hobbies. I'm not designing or building spacecraft yet, but I'm learning a lot about engineering and manufacturing, which should come in handy. My CAD background is ridiculously strong, so that part was an easy transition between fields. While I have never used CAM software before, I am extremely computer savvy and typically pick up new software without effort. Machining seems to be where I have the most to learn. We run Mastercam X2 MR2 with a SNK FSP-50v, and I am using G-Wizard to get my baseline speeds and feeds. Even with outdated CAM software and an ancient mill, I've made some pretty cool magic. I'm really enjoying myself. Anyways, sorry for rambling on. I'm sure you'll see me around asking silly questions.