





JeremyV
-
Posts
275 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by JeremyV
-
-
So... we just upgraded to SSD hard drives due to mastercam 2018 not being stable. Along with that came windows 10 (meh), but now when we print the main part, the file path seems much smaller in windows 10 than it was in win 7... is there a way to make that font bigger so the old guys can read it?
-
Thanks for the insight to this. It helps to understand a lot on how oxides should be ran...
Seems Supervisor wants to kick this back to the other building where they are able to do it somehow... on their end. This is something they should have handled a while back when routing the job to the floor.
-
What I have is a solid piece of material. The material is 6.14 DIA X .35 thick
We've already tried running this dry - bad idea. Of course it chipped.
So diamond coated inserts eh?
The guys seem to think this is better done on a manual lathe?We ran this slow on the feed rate ... like .001 IPR for roughing.... unless that is too fast? And using carbide insert for aluminum I believe...
@Tim Johnson - I haven't tried that yet. I'll get back to you on that.
-
So... got a weird material called ITO...
Seems all we need to do is add a radius to it... therefore I'm at a loss as to what speeds and feeds to give this
Has anyone here experienced using this material?
-JD
-
So i've managed to sort of fix how to get mastercam to post correctly: select a different tool and hit the check box then go back in and select the correct tool then it posts right after regen.
I'm strongly thinking of going back to update 2 because update 3 is being a PITA.
-
On 1/16/2018 at 11:00 AM, JParis said:
Regen to toolpath
That I was never taught...
I know how to regen toolpaths, but is Regen to toolpath something different? If yes then how do i use that feature?
-
On 1/8/2018 at 1:42 PM, jlw™ said:
You should only have to do it for used planes. I assumed everything you had was used. Have you tried just doing it for used planes?
I actually did, wasn't much help there either. Even verify was showing the tools cutting parallel to the part, which is bizarre.
Another part of the issue now is when we switch machines, we have to change some tool numbers... which I would go about opening the parameters and changing the number after editing the tool. Funny that.... in the original file, T14 posted at T14, however changing T14 to T36 in a new file still posted at T14... i've never had this problem before the update.... never. I'm stumped.
-
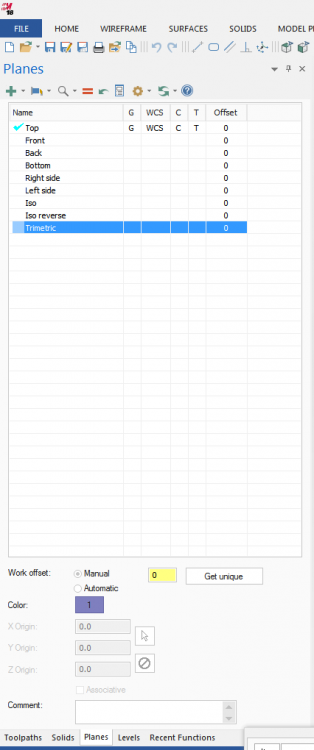
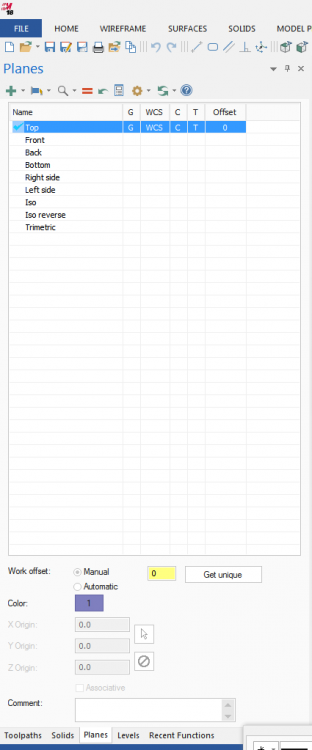
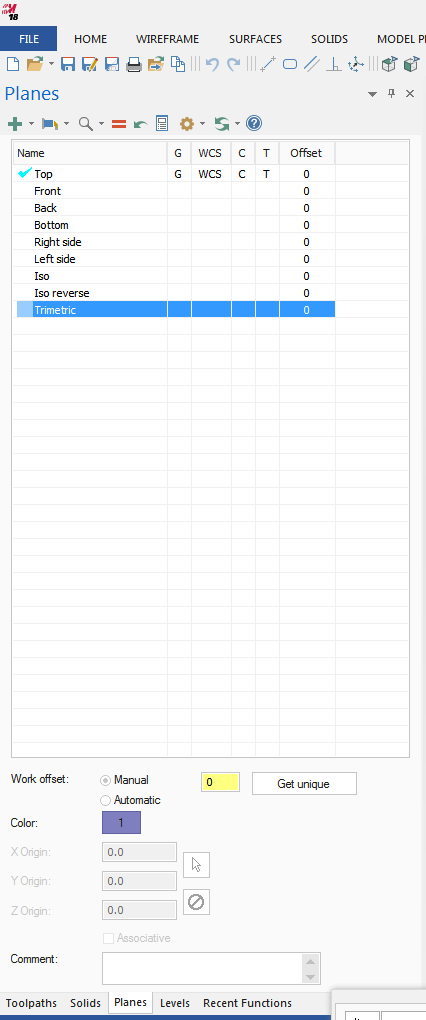
Really? Been using the 2nd pic with no problems til the update... Most times I really don't need to assign zero for anything unless using multiple planes. I do know when using multiple planes, I assign zero for all used planes and that works fine, but why should we have to assign zero for planes that aren't being used?
-
The first Pic is what I had to do to force G54 after the update;
The 2nd pic is all I needed for G54 before the update
-
Just installed the recent update on Friday before I left.... Discovered a bug right off the bat:
Before the update, I was able to force work offset zero in the planes tab so everything posts at G54 instead of mastercam auto assigning random G work offsets that I don't want...
After the update, I noticed the random G work offset was worse and after I forced work offset zero on only the top plane, mastercam posted G55 instead followed by G56 and G57... I didn't quite understand that and couldn't figure out why it was doing that, so a crazy idea and forced work offset zero on ALL planes...and the funny part is mastercam finally posted G54 on all operations.... I've never had to do that before...
Did anyone catch this yet or is it just me?Is there a way to roll back to update 2 or am I screwed? So far i've only updated my PC, all other PC's are not yet updated.
-
So is there such a thing to create threads in 2018 with a macro or something?
My co worker asked me about it, but I haven't figured it out much... not that we do lathe threading much...
-
We use wear.
Only time we don't use wear is when we program for the CNC Laser - then we use Computer.
-
We went with the ballnose option as management did not like seeing the lines in between cuts...
So I programmed it automatic with .02 per pass going 140-160ipm @ 5800RPM - I didn't account for spacing and left it automatic... it was funny looking - kinda like a disco ball. So i tweaked that to .01" and jeez... the program ballooned to 11,000KB+ in size, which is way to big as the machine can only hold 500-600KB of code...
So after a lot of adjusting, managed to fit the program in the machine at .128" i took about 15 mins to do.
Hopefully this'll be the only time we need to make a chamfer that big, however if we get it again or something else, I think we should consider getting an ISCAR 45deg cutter that can do large chamfers...
-
58 minutes ago, cncworker said:
Use 2D contour, parameters, go into cut depths and select tapered walls, set taper angle to 45. Also use more depth cuts, on that same page.
This can work with a ballnose? I've never tried it before, except with a chamfermill and the chamfermill leaves lines we don't want between cuts...
But I can try it anyhow...
-
Currently working on a 10" thru hole with a 45deg chamfer that is .850dp.... Tried a chamfer cutter going 3+ passes and that left lines between cuts;
Now trying flowline on a spiral path, except my program is miles long.... Is there a way to switch from linear to arc in the flowline section or am I using the wrong type of cutting parameters/tool path?
-JD
-
1 minute ago, C^Millman said:
Do what I did years ago. I bought my own computer and used it at one shop. For every hour faster I was able to do my work I charged the owner for an hour of my time. After 200 hours in about 2 month he paid for the new computer.
Best of luck, but the .1% factor of your PC in the CNC department not getting the attention it needs doesn't scream a lot of confidence about his overall vision of your shop.
Tell me about it - I would have just done what I needed to do if i was the one running the shop... trying to get them to spend money on something they think doesn't need to be done drives me nuts. It's a losing battle here and there at times. But I think we are going to get some sort of upgrade, more RAM hopefully.
-
9 minutes ago, C^Millman said:
Drill holes is much different that cutting a kidney slot or something of that nature is what I was envisioning. Yes drilling holes is just a matter of using the C Axis process or setting up the correct planes and you are off to the races. Glad you got it figured out and thank for posting back up it is nice to know when someone has been helped.
No problem.
I'll reply here if I run into any issues with irregular shaped objects... I kinda want to try that and see what happens.
Thanks all.
-JD
-
On 11/18/2017 at 4:17 PM, Matthew Hajicek™ - Conventus said:
You mentioned defrag. Do you have a spinning hard drive, or an SSD? SSDs should never be defragged, they don't need it and it just uses up write cycles. That said, if you do have a mechanical hard drive, upgrading to an SSD should help your speed significantly.
Fully aware of this as I have a SSD at home. I've considered upgrading to a M.2 drive. Been told it's quite fast...
I can understand why people still use HDD's, but the performance of SSD's alone are enough to open my wallet for their awesomeness.
-
Currently have a spinning HDD.
I knew 16GB ram wasn't going to be enough... I would have liked to go overboard on RAM....
I brought up performance issues with the boss about this.... There currently is no budget for CNC for upgraded PC's, we would have to wait a year from now..... Sept 2018 is when he sends the CNC budget or whatever.
At this point, I'm almost positive 128GB will be the new normal for the next vers of mastercam.
-
On 11/17/2017 at 4:25 PM, C^Millman said:
Did you have to move holders around to allow for that to work or was there enough room to not hit like you originally said it would? Thanks for the update.
Did not have to move anything. The Y axis does not move for polar interpolation. Every hole was done at "X+" location, which was where I wanted them to be. Plus programs are so much shorter now.
-
I've ran a program 4" away from the part just to see the behavior. It actually did what simulated in mastercam, much to my surprise. We went with it with zero issues so I guess thats a plus... for now. Will continue to keep an eye on that.
-
So... sup all,
PC Specs:
Win 7 enterprise
Intel Core i7 4790 @ 3.6GHz
16.0GB System Ram
Nvidia Quadro K620 4.0GHz ram
1.0TB HDD
So, Macam2018 has been crashing near the end of the day as a result from slowing down excessively. At one point, a simple reboot of the PC fixes the performance issue, but everything slows down within 2 hours of use. This includes trying to send things to the printer, loading tools / tool libraries, loading parts and pressing various buttons in the tool paths as well as backplot.I have a lot of things on the network, but that shouldn't affect performance due to a simple reboot... I'm just stumped as to where the root issue is on this.
Prior to this post, I ran defrag, not sure if it will help or not. 2017 loads faster than 2018I'm not the only programmer i'm having issues with mastercam's performance. The other programmer has the exact same setup as i do, hardware wise.
So.... any ideas? Would my reseller be of any help?
-JD
-
I was kinda hoping the Polar interpolation would simply do what I needed at zero deg, 30 deg, 90 deg, and 270 deg without having the X axis go so far below centerline and crashing any adjacent tools since the Doosan turret doesn't allow for large part clearance between stations...
-
JLW:
On 10/26/2017 at 0:26 PM, jlw™ said:I do this A LOT on table/head machines. Mostly a 180 half/half split but sometimes on really big parts in sections to get the part in my work envelope.
Have you tried this on a CNC Lathe for face milling?
I did and after looking at the code, it doesn't seem to look right. I had polar interpolation AND C-axis rotation enabled, the only angle i saw was zero deg.

Mastercam 2019 crashing and other...
in Industrial Forum
Posted
So... second time this has happened. I thought it was a fluke but doesn't seem to be. After an hour of using mastercam, I made sure to save my work because based on what happened before, I'm glad I did.
So... once in a while i'll change the colors of chains for better identification and if I needed a color that is not in the small list, i'll go to "more colors" and then mastercam crashes. This happened twice now in 2 different days. The funny part is, when selecting "more colors" after a crash, it works okay once. I haven't tried it again. So whats up with that?
Also, why does mastercam open a new file in the previously saved directory instead of the primary directory?
As an example, our primary filepath as set in mastercam is: \\kjlc\Division\Manufacturing\Programming
and after we work on a file, it'll remain in that location till we work on a different one. This has never happened before. Is there an option somewhere that i'm not aware of?