Cory M. Pio
-
Posts
55 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Cory M. Pio
-
O-ring Boss Port Question
Cory M. Pio replied to Cory M. Pio's topic in Machining, Tools, Cutting & Probing
Can't win them all. -
O-ring Boss Port Question
Cory M. Pio replied to Cory M. Pio's topic in Machining, Tools, Cutting & Probing
yeah i figured something like this... i already bought the tool because this is a test lot and we probably get more. -
O-ring Boss Port Question
Cory M. Pio replied to Cory M. Pio's topic in Machining, Tools, Cutting & Probing
yeah, just figured someone out there might be doing it for 5 pc. orders to save on tooling. -
O-ring Boss Port Question
Cory M. Pio replied to Cory M. Pio's topic in Machining, Tools, Cutting & Probing
No guess no luck than -
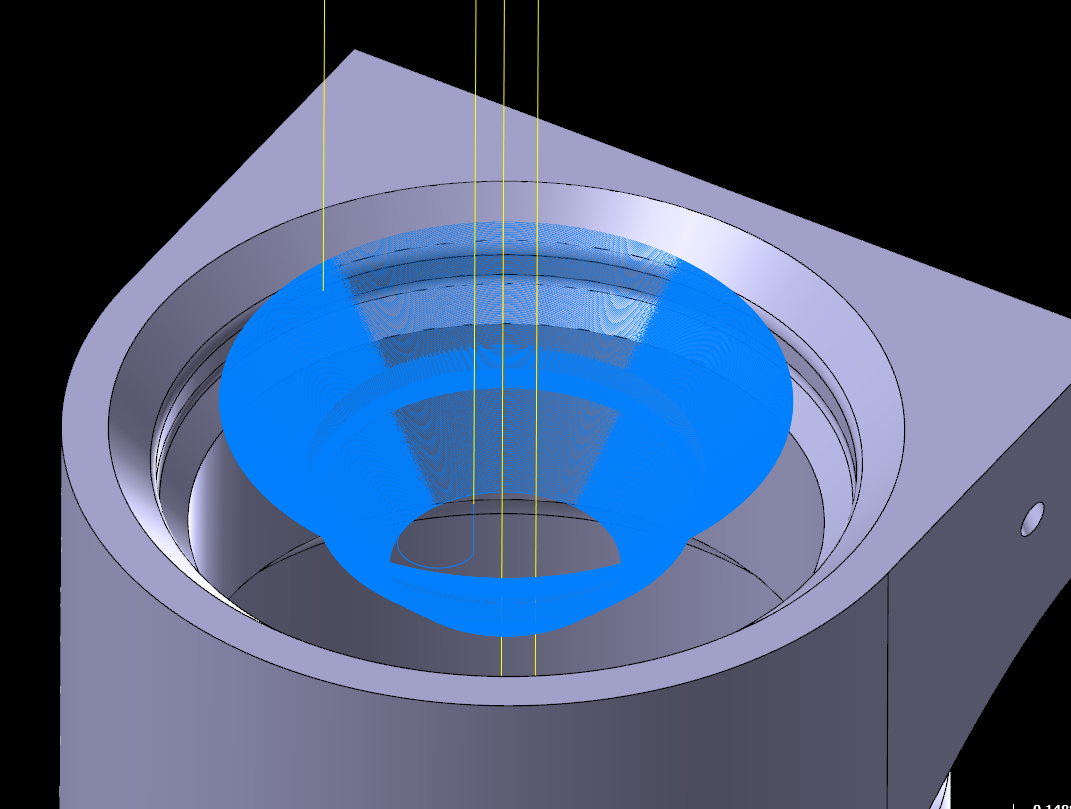
Howdy, Has anyone ever had luck Surfacing O-RIng Ports? AS5202
-
i just find it CRAZY that isn't defualt for fanuc
-
fs2 4 1 0 1 0 #Integer, not leading fmt "P" 4 dwell$ #Dwell
-
dont worry im in a safe space.
-
I can dig it.
-
How do i change the dwell in my drill cycle to out P1000 with no decimal point. I take it I have to use a Format Statement , somehow, to get this to work, or possibly not. I read some of the post documentation but it just left me dazed and confused. Attached is my post...#CMPEDIT are all my changes so far...I'm dowloading MPMASTER now to see if they have a switch built-in. Forgive my terrible lack of programming knowledge I am learning slowly. Generic Fanuc 3X Mill.txt
-
Question for Fanuc guru's regarding 31iMB Prgm Check screen.
Cory M. Pio replied to neurosis's topic in Industrial Forum
Program check is something i only ever used in memory mode. When i hit check during a cycle it allows me to see distance to go and modal commands on the left along with the program lines on the right.- 1 reply
-
- 1
-

-
I think I'm going to restart this post with mpmaster. Piece of junk HMC 3axis post got me all screwed up... thanks for the help guys
-
I've had that set at "break at quads" for all planes... Really strange linearize does work but if i can't tell in a backplot like cimco which path will gouge than I'd have to do the whole program. My boss seems to think it might have something to do with modal commands for arcs.
-
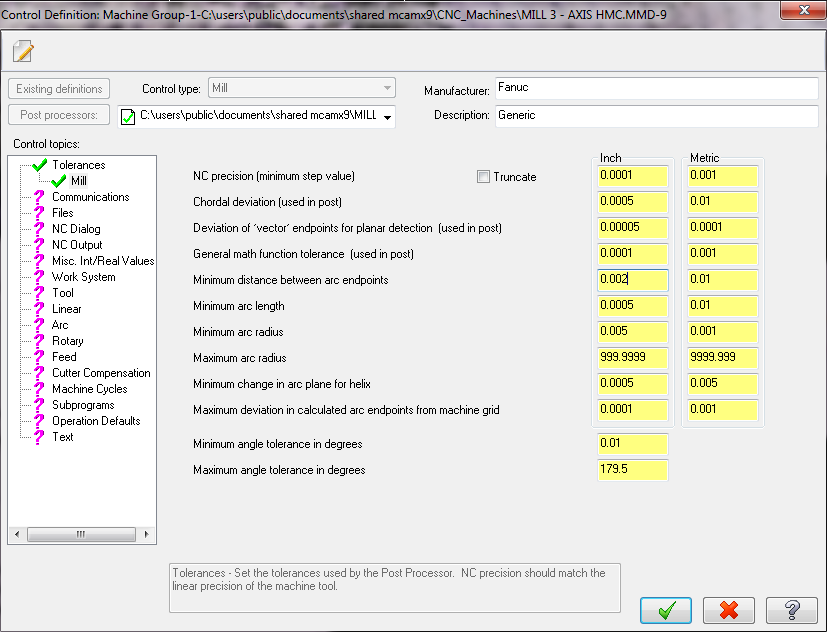
I changed this setting in control def. from .0001 to .005 and .010...the output was identical lol using beyond compare. So i don't think this is a cure all
-
Cool i'll start at five...
-
Does this cause an ancillary problems?
-
Top of stock will affect your depth cuts... so if you have top of stock .010 you can check depth cuts and set a finish pass of .005 if you want
-
This is where I'm at right now.

-
i J K .0001 set by MASTERCAM DEFAULT ARRRRRR. I'm almost 100% sure this is the issue. I changed it to .005 per your recommendation. I'll know for sure in a few hours. This is set unchecked as defualt for the HMC 3 axis post... Also set to quads as defualt...
-
i will do testing on monday... first ill take smoothing to segments off and change the min. arc. rad if this doesn't gouge i will change back the min arc to the default to see if the gouge 360 thing will show up again....on a piece of regular 6061 alum. I can't be scraping anymore brazed assemblies. THANKS GUYS i will report back Allow 360 arcs was never checked and i have it breaking arcs at quads..
-
I'm def. leaning towards min. arc being the issue... cause it bit me on a setup piece and since than i have been back plotting all repost of this program to this control
-
Hey gentlemen, I had an issue today with GENERIC 3AXIS HMC POST. I was using Horizontal Toolpath with filtering off and tolerance set to .001. The path ran on a Fanuc 18i controller. Two arcs did a full 360 gouging the part. So i set to smoothing fixed segment and the problem wwent away. Is this a common problem? looking for the low down here. Any advice?
-
well i could see that but sometimes we want to run one part to make adjustments and other situations... i only post one part never have to renumber tool or touch offsets so i like this system
-
Still doesn't seem flexible enough. Why would you want to repost every freaking time. Just post one program for one part and have macros!?!
-
this is pretty good logic for only having to post a single part program on a horz