





Joeyls319
-
Posts
384 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Joeyls319
-
-
Thanks for the replies guys. really appreciate it.
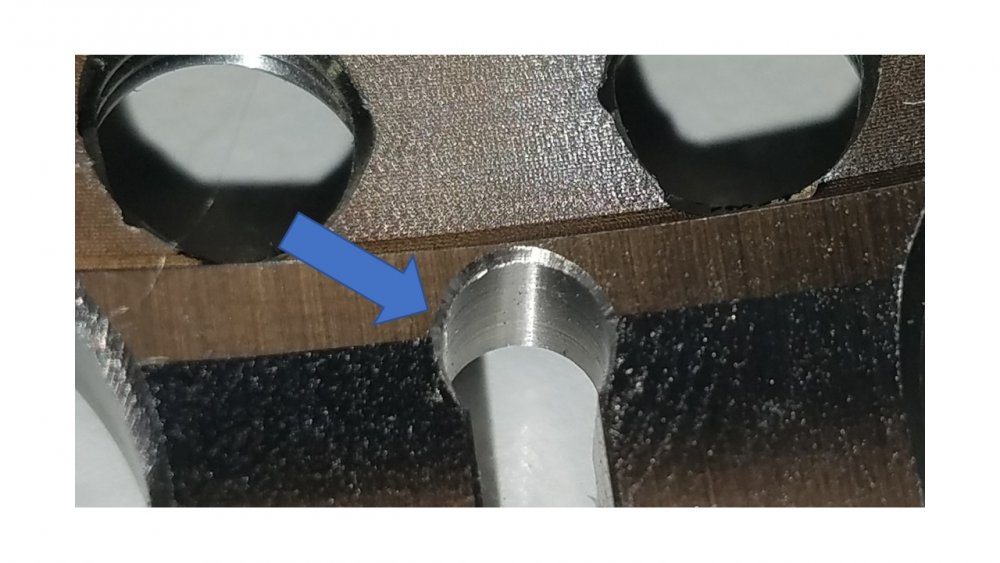
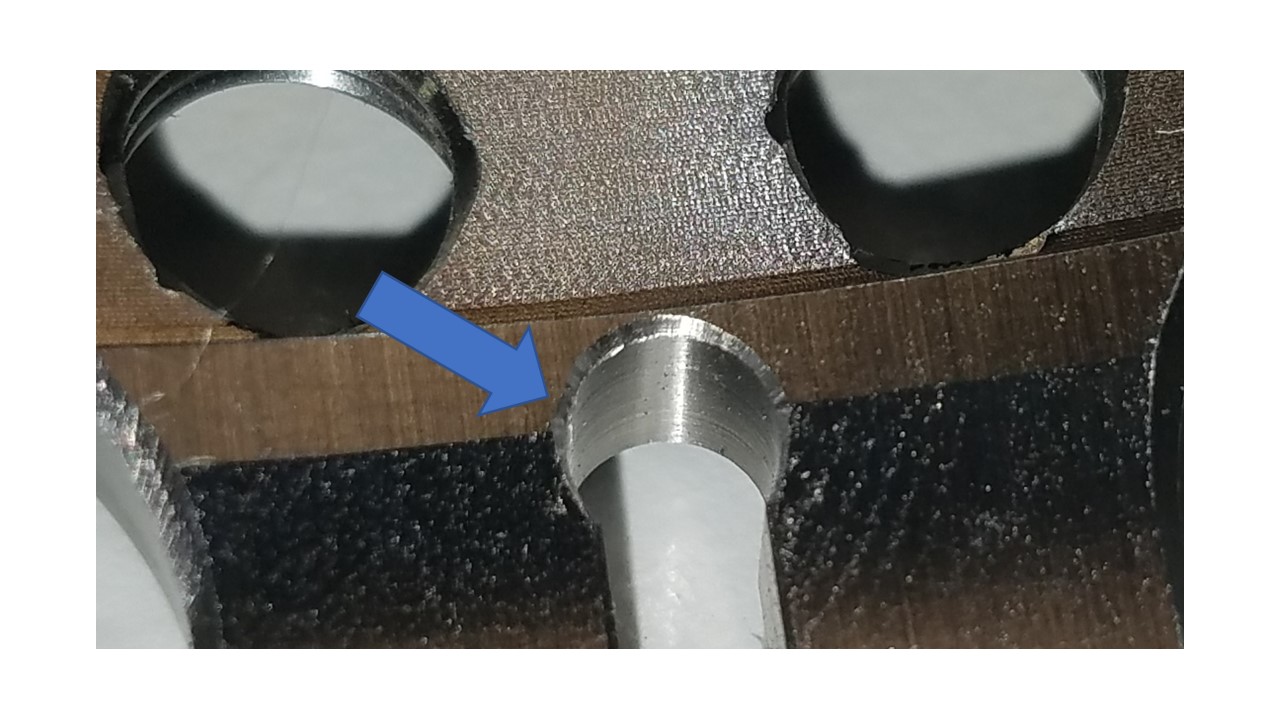
I'm trying to put a .3mm chamfer on two 4mm open holes at the end of a slot which is on a convex surface. My problem is that it's digging in a little on the edge of the hole towards the end of the path of when the surface changes angles. I was messing around with the curve 5 axis paths trying to correct it. I was playing around with the vector lengths to see if would control the tool angle better but I couldn't figure it out. I made the vector lengths the same as my tool stickout (15.5mm)
Then I started playing around with the project tool path and got a little closer symmetrical, constant path but still digging in a little.
The machine is a robodrill with a Lehmans 5 axis on the table.
I'm thinking the problem may lie with the 5 axis on the machine. The paths look good in mastercam and when I dry run it on the machine. Thinking it could be backlash in the rotarys.
I attached a couple of pictures (sorry about the poor quality).

-
Got a question in regards to the "Vector Length" box in a curve 5 axis tool path, under the Tool axis Control tab.
What does the length really do for me? If I increase the length, do I get better rotational control?
Is longer better?
Trying to understand this more.
Thanks ahead of time.
Joey
-
I have a question regarding setting the machine def defaults for verify. Is it possible to set a set time for tool changes so that the cycle time in verify is a little more accurate?
Just curious.
Thanks
Joey
-
Okay. I figured out my issue in Cimco. I needed to change the file type to something besides "text file".
-
Getting the same results with files with no extension. not getting the colors.
-
Thank you so much Millman. That worked wonderfully.
Any advise in regards to the other editor concern.
-
Hey all. I have a couple questions regarding the code editors (Cimco, code expert). Right now I'm using Code expert to spit out the code. When I post out a ".NC" file I get all the colors for the different moves and codes (x moves are red, z moves are green and such) which is what I want. When I post out a file with no extension, I don't get the colors.
Is there a way to apply the colors to other file types?
I would like to use Cimco but whenever I change the editor in the settings and post out, I get a "mastercam hasp not found" error. Not sure how to fix that. We are on a nethasp here.
Running 2017.
Can anyone give me any suggestions? much appreciated.
Joey
-
Thanks Rick
I will have to give that a try. I don't have a lot of lathe experience so I need to just sit down and play with it a lot more. Thanks for your input, I appreciate it.
Joey
-
Thanks for the advise. I will have to keep practicing. trial and error. I'll have to try it the way you described.
I appreciate the guidance and input.
Joey
-
Thanks Millman. I will try that when I go over to his shop after work.
So I have my toolplanes correct but the axis combination is screwed up?
The next time I do a lathe program, should I setup the planes first and then move my geometry?
-
Morning Everyone
Looking for some lathe help. I hardly have any lathe programming experience.
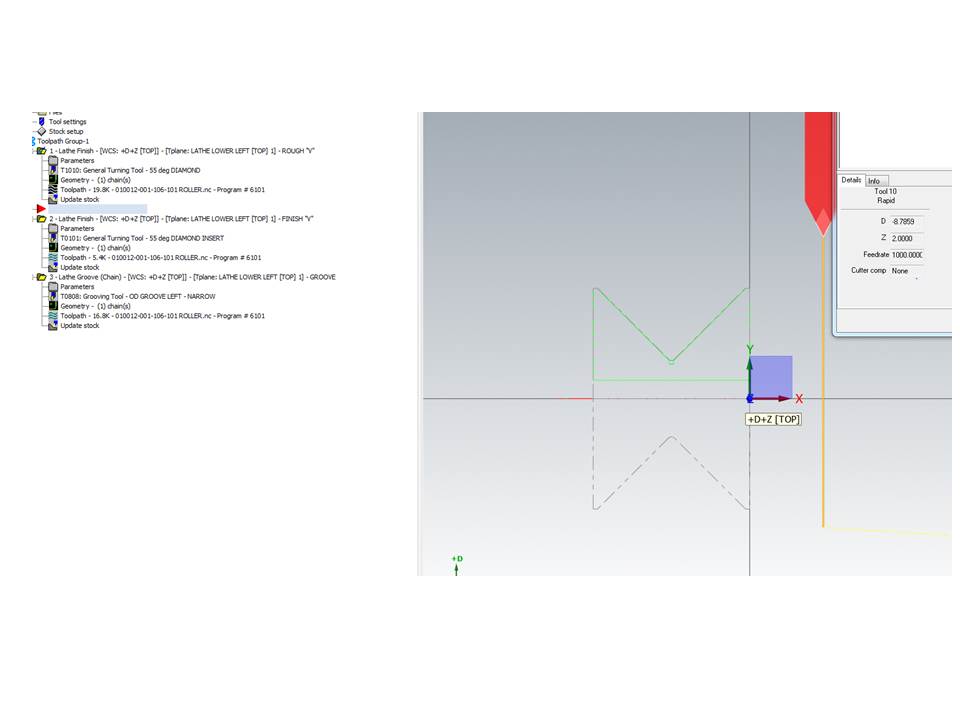
I sm trying to help out a friend who runs a local job shop and his programmer bailed on him and he asked me to help him out in a pinch. Anyway, he has a Haas HL-2 and I’m trying to program a simple part with a “v” profile. I got the toolpaths looking good however when I backplot and post out, all my “X” values are negative when then should be positive.
I have the WCS as +D+Z (TOP) and the toolplane as Lathe Lower Left (TOP). Pretty sure this is my issue however I can’t get it to change toolplanes and regen.
Can someone point out what I’m doing wrong and point me in the right direction? Any help would be greatly appreciated.
FYI, he’s using X6. (I know, I know dinosaur version)
I attached a screenshot of the backplot and the position display.
Thanks ahead of time.
Joey
-
Thanks for the input gentlemen.
Not sure what's going on. I removed the workspace file from the config folder and I rebooted the computer a few minutes ago because mastercam was "acting" strange and now everything seems to be alright.
-
Morning everyone.
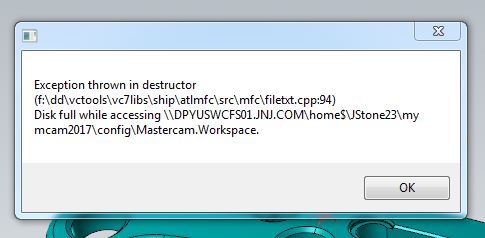
Fired up Mastercam this morning after the long weekend and all my settings were screwed up. After I reconfigured my right mouse button options, I got the message seen below (screenshot) when I clicked out of the wondow.
Can someone tell me what this means and how to fix this issue? I opened up another Mastercam window and none of my settings were there. I would hate to have to reconfigure everything every time I open Mastercam.
-
Thank you. I will check them out.
-
speeds and feeds for different materials. All though the more the app has, the better.
-
Hey folks
I'm looking for a good machining app for my Android phone. Any suggestions?
Thanks
Joey
-
thanks guys.
I will certainly be seeking your assistance. very much appreciated.
Joey
-
Thanks for the information Ron.
I'm just starting this journey so I'm sure there will be plenty of questions. When, not if I come across something I can't figure out, I'll be sure to ask.
Thanks again
Joey
-
Morning everyone.
Just started a new job and I got to learn the Seimens 840D controller. They use a lot of subroutines/subprograms here. Wondering if anyone can point me in the direction of some good books or resources to help me learn this stuff (ie: idiots guide to subprograms). We're running Mastercam 2017 and the machines are DMG milltap 700.
Thanks
Joey
-
yeah. me too.
-
Ron
So apparently the G98 doesnt stay modal?
I have altered my post so that it spits out on drilling and tapping.
-
The machine drove the part right into the part.
It was a face drill cycle. no clamps or bosses in the way.
Here's the code:
%
O0757(98-331-616-001_OP 20_1000)
(DATE: 03-23-17, TIME: 13:29)
N100 G20 G99 G97 G40
N110 G10 Z-8.525 P0
N120 M21 (HI CHUCK PRESSURE ON-290 PSI)
( ROUGH INNER FACE )
N130 M26 (CLOSE DOOR)
N140 G28 U0. W0.
N150 G00 T0303
N160 G50 S1200
N170 G96 S800 M03
N180 G00 X13.468 Z2.
N190 M08
N200 Z.315
N210 G01 X11.1925 F.01
N220 X11.3339 Z.3857
N230 G00 X13.468
N240 Z.165
N250 G01 X11.1925
N260 X11.3339 Z.2357
N270 G00 X13.468
N280 Z.015
N290 G01 X11.1925
N300 X11.3339 Z.0857
( ROUGH OUTER FACE )
N310 G00 X17.97
N320 Z-.848
N330 G01 X13.73
N340 X13.8714 Z-.7773
N350 G00 X17.97
N360 Z-.998
N370 G01 X13.73
N380 X13.8714 Z-.9273
N390 G00 X17.97
N400 Z-1.148
N410 G01 X13.73
N420 X13.8714 Z-1.0773
N430 G00 X17.97
N440 Z-1.298
N450 G01 X13.73
N460 X13.8714 Z-1.2273
( ROUGH TURN 12.499" DIA )
N470 G00 Z.2408
N480 X13.128
N490 G01 Z-.805
N500 X13.2694 Z-.7343
N510 G00 Z.2408
N520 X12.828
N530 G01 Z-.805
N540 X12.9694 Z-.7343
N550 G00 Z.2408
N560 X12.528
N570 G01 Z-.805
N580 X12.6694 Z-.7343
N590 G00 Z2.
N600 T0300
N610 G28 U0. W0.
N620 M09
/N630 M05
/N640 M27 (OPEN DOOR)
N650 M01
( ROUGH CHAMFER )
N660 M26 (CLOSE DOOR)
N670 G28 U0. W0.
N680 G00 T0606
N690 G50 S1200
N700 G96 S800 M03
N710 G00 X12.1734 Z2.
N720 M08
N730 Z.2161
N740 G01 X11.4363 Z-.1525 F.01
N750 X11.2949 Z-.0818
N760 G00 Z.163
N770 X12.2795
N780 G01 X11.5424 Z-.2055
N790 X11.401 Z-.1348
N800 G00 Z2.
N810 M05
N820 M09
N830 M27 (OPEN DOOR)
N840 M20 (LOW CHUCK PRESSURE ON-145 PSI)
N850 M00
N860 M03 M09
( FINISH CHAMFER )
N870 G96 S850 M03
N880 X12.3235
N890 Z.163
N900 G01 X11.5864 Z-.2055
N910 G00 Z2.
N920 T0600
N930 G28 U0. W0.
N940 M09
/N950 M05
/N960 M27 (OPEN DOOR)
N970 M01
( FINISH 12.499" DIAMETER )
N980 M26 (CLOSE DOOR)
N990 G28 U0. W0.
N1000 G00 T0404
N1010 G50 S1200
N1020 G96 S850 M03
N1030 G00 X12.2638 Z2.
N1040 M08
N1050 Z.0747
N1060 G01 X12.4705 Z-.0287 F.008
N1070 G99 G03 X12.498 Z-.0619 R.0468
N1080 G01 Z-.805
N1090 X12.6394 Z-.7343
( FINISH STEP )
N1100 G00 X13.2386
N1110 Z-1.0255
N1120 G01 X12.855 Z-.8337
N1130 G02 X12.7888 Z-.82 R.0468
N1140 G01 X12.498
N1150 X12.6394 Z-.7493
( FINISH INNER FACE )
N1160 G00 X12.968
N1170 Z0.
N1180 G01 X11.4425
N1190 X11.5839 Z.0707
( FINISH OUTER FACE )
N1200 G00 X17.47
N1210 Z-1.313
N1220 G01 X13.73
N1230 X13.8714 Z-1.2423
( FINISH OD CHAMFER )
N1240 G00 X16.787
N1250 Z-1.2277
N1260 G01 X17.0645 Z-1.3665
N1270 G00 Z-1.2383
N1280 X16.7658
N1290 G01 X17.0433 Z-1.3771
N1300 G00 Z2.
N1310 T0400
N1320 G28 U0. W0.
N1330 M09
/N1340 M05
/N1350 M27 (OPEN DOOR)
N1360 M01
N1370 M21 (HI CHUCK PRESSURE ON-290 PSI)
( 37/64" DRILL )
N1380 M26 (CLOSE DOOR)
N1390 G28 U0. W0.
N1400 G00 T1100
N1410 G00 T1111
N1420 G97
N1430 M64 (C AXIS POSITIONING ON)
N1440 G28 H0
N1450 G97 S440 M13
N1460 G00 X15.5 Z1.
N1470 C0.
N1480 M08
N1490 G98 (IPM MODE)
N1500 G83 Z-2.753 R.5 F2.
N1510 C90.
N1520 C180.
N1530 C270.
N1540 G80
N1550 T1100
N1560 G28 U0. W0. H0.
N1570 M09
/N1580 M05
/N1590 M27 (OPEN DOOR)
N1600 M01
( 5/8-18 TAP )
N1610 M26 (CLOSE DOOR)
N1620 G28 U0. W0.
N1630 G00 T0100
N1640 G00 T0101
N1650 G28 H0
N1660 G97 S36 M13
N1670 G00 X15.5 Z1.
N1680 C0.
N1690 G84 Z-2.463 R.5 F2.
N1700 C90.
N1710 C180.
N1720 C270.
N1730 G80
N1740 M05
N1750 M09
N1760 M65 (C AXIS POSITIONING OFF)
N1770 T0100
N1780 G28 W0.
N1790 G28 U0.
N1800 T0300
N1810 M19
N1820 M27 (OPEN DOOR)
N1830 M21
N1840 M30
%
-
Hey Folks
I did a program for our Okuma VTL with C axis drilling. I did all my turning ops and them I programmed the three 5/8-11 holes, 120 degrees apart.
They ran it last night and said the tap crashed into the part. I compared my program to an older one and the only difference is that the older one had G98 in both the drilling op and the tapping op. With mine, the G98 was only in the drilling op. My question is, does G98 stay model or does it need to be called out in every "mill" op.
Thanks
Joey
-
Gcode
I agree. it is a nice feature. I have mine setup like yours. very convenient.
Joey

Vector length in Curve 5 axis path question
in Industrial Forum
Posted
Thanks Millman
I will give it a try. Haven't used this toolpath before. Love it when I can learn something new.
Have to see if there are any YouTube videos to help me walk through it.
Joey