





lowcountrycamo
-
Posts
247 -
Joined
-
Last visited
-
Days Won
2
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by lowcountrycamo
-
-
Gcode,
I love this! I have tried to make Parallel work but could never get the tool to stay true to the wall. Many thanks for the help.
-
 1
1
-
-
Gentlemen, much better! Thanks for the advice.
-
2
-
-
I would love to get your feedback. If this does not come through, I could try another way. Thanks
-
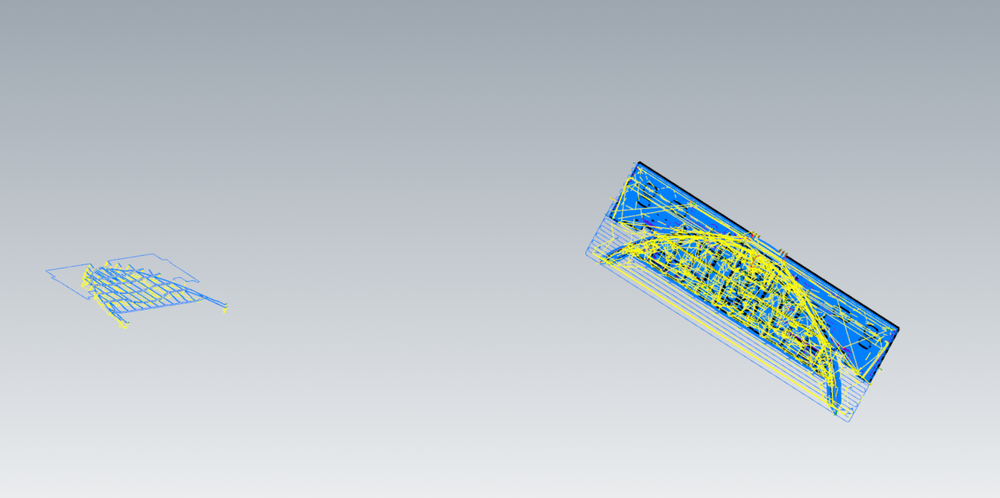
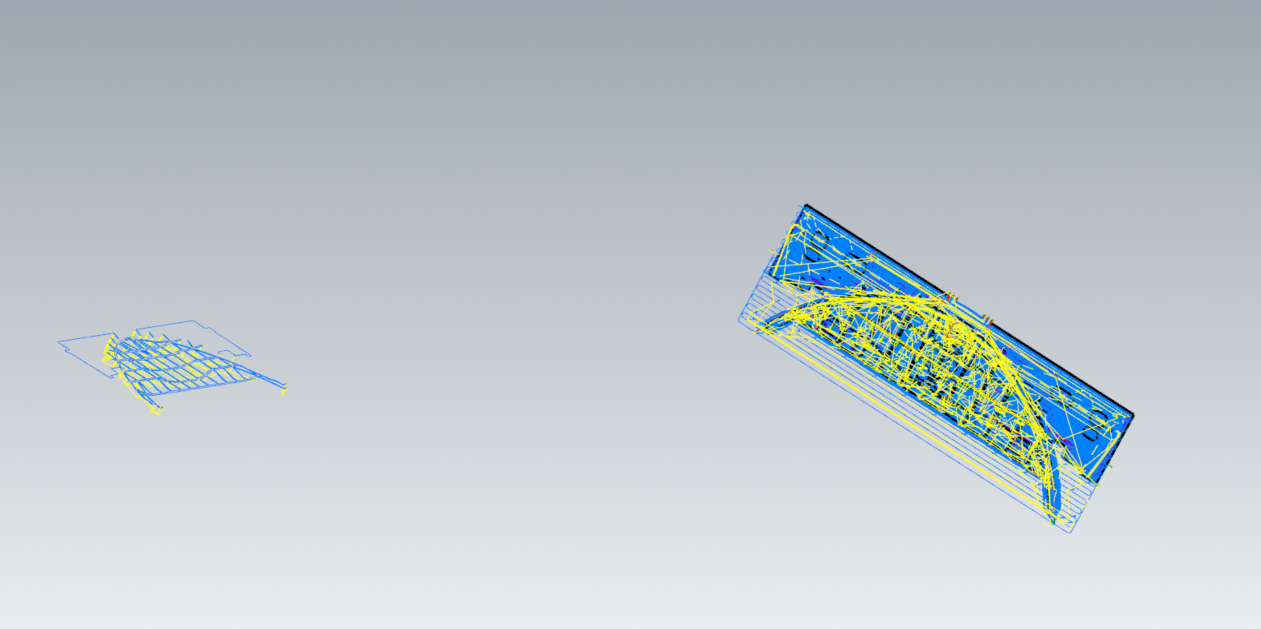
Hi Guys,
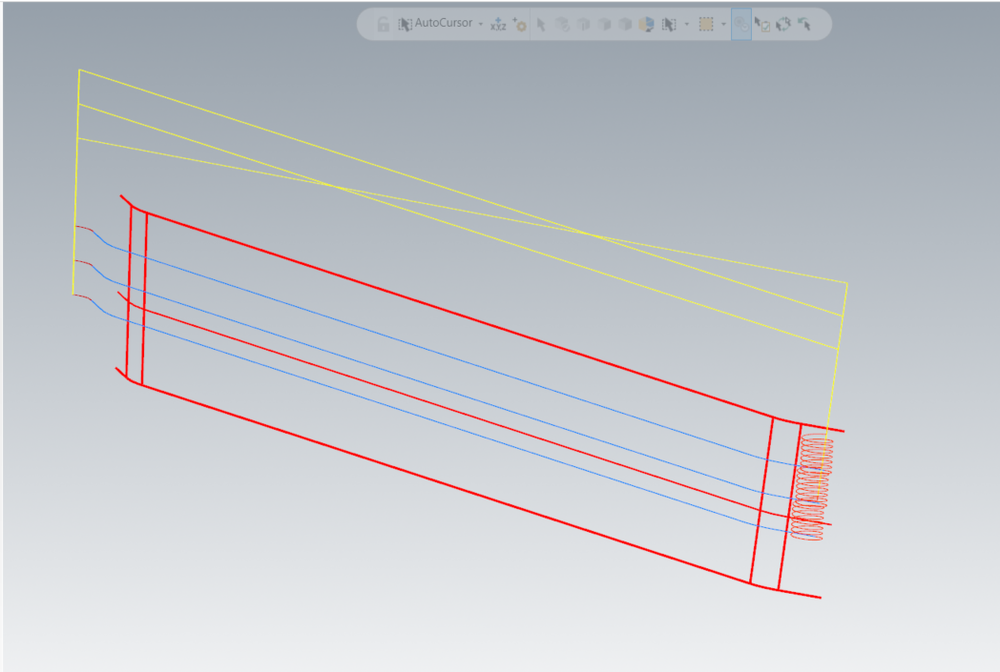
We build mostly aerostructure and I use mostly swarf to finish part walls. I am always fighting the tool vector. It will change for different z passes and offset passes. On this part I am using sync with upper and lower chains. I have a floor but no wall surfaces. But depending on the part I often use normal to guide and sometimes tilt line. Does anyone know why this is happening? See pic
-
- Popular Post
- Popular Post
We build a bulkhead for a business Jet. It's flat on one side with pockets on the other. In the past, we have scraped many out of TOL. from warpage. Recently, I re-programmed this part with success and little distortion. Constellium, our material supplier was impressed with the part and asked to purchase one of these to take to the show. Of course, we requested permission from the OEM. They did grant permission as well as instructions to modify the part and rivet a name plate. This was displayed in there area of the Paris Air Show 2023. I am proud of this work.
Thanks for reading,
Steve Austin

-
 1
1
-
20
-
I get gouges and sometimes the cutter will just take out a wall. I do see this in verify and fix by breaking up edges in separate paths.
-
The problem appears to be Vericut according to Makino apps guys, who are 1st class in my opinion.
Thanks for all the help!
steve austin
-
-
Thank you for that. I tried inserting a x0. In a dozen lines and running that to no help. Then I realized with G42.4 the coordinates rotate with B. Therefore X should start at 0. And climb to X12., right? Although your code does not show that so I am confused, I thank.
-
T7 M06 M236 M238 M251 M11 G54 G90 A0. B90. X0. Y24. S1528 M03 G43.4 H7 X0. Y24. Z14.005 Z6.105 G94 G01 Z6.005 F27.81 <--- tool rotating around this point but should rotate around B axis center line. B89.048 F265.35 B88.0958 B87.1433 cutting B-88.0976 B-89.0503 B-90.
-
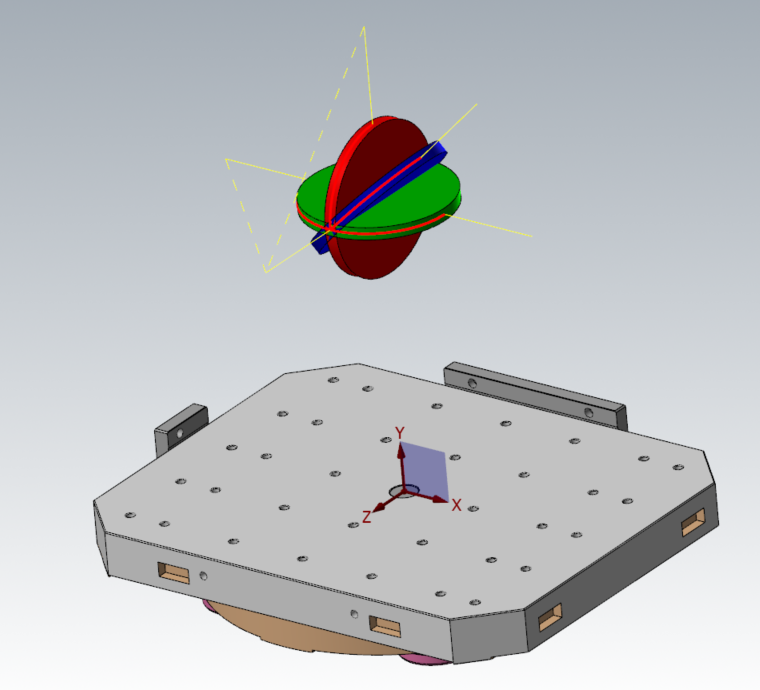
I have a postiblilty post for our new mag1 makino. They have been very responsive. I cannot get good code. This is a Fanuc Head / Table mill. I have been going back and forth with my Reseller. I am curious if I am programming this correctly. In one of Collins classes, he said the easiest way to prove a post is to create simple arc. So, I did that. When running a 5x curve around the green disk (B axis only) G43.4 does not work as the tool is rotating about the entry point, not around the disk. If I run around the red disk G43.4 does work as that is the A axis (Head) only. I am testing this code on a Vericut sim. I have programmed for head/head G43.4 and table/table G43, and have never had problems like this. Has anyone had any experience with this?
-
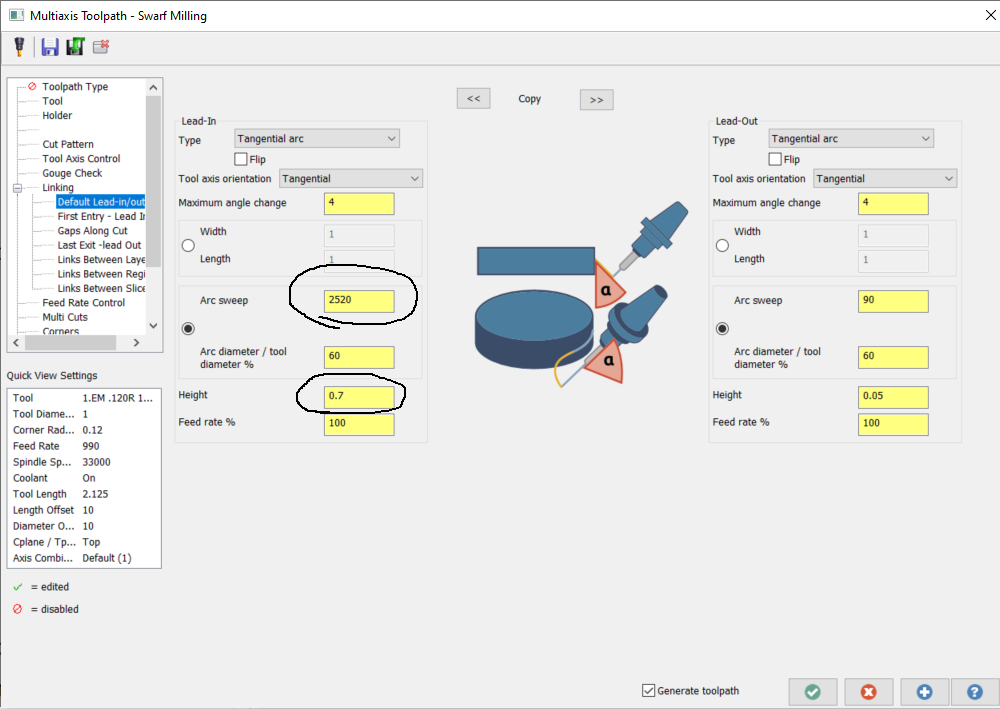
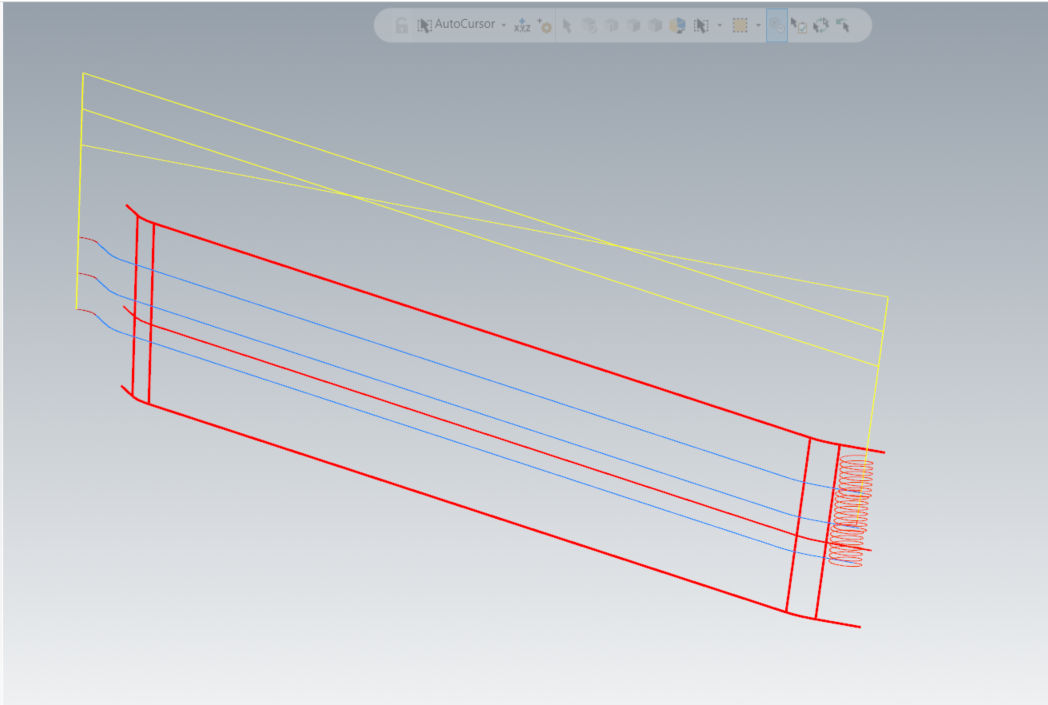
I have wished for a helix into contour often and I just tried it using swarf. I guess this would work with any of the module works paths. I set helix angle to 360 x 7=2520 and height to .7"
-
4
-
3
-
-
I have noticed on all 10 2.0" AXD we have is that they measure 1.990 - 1.992. I have asked out Mits rep to find out why and he came back with shrugged shoulders, "maybe to compensate for runout?" I finished walls with these occasionally, so I started modeling them to that size.
-
2
-
-
In the past I have drill corners on deep pockets but have gotten away from that. Not sure why.
does anyone here practice that? I have also heard of plunging corners as well.
thanks,steve austin
-
So when the machine arrives, we'll takes some test cuts showing traditional vs dyn in 7050. I have always understood dynamic as a more reliable path. However, in some instances I have noticed a tremendous about of time slippage due to accel/decell on larger slower machines. Having long thought about the most efficient patterns for roughing and finishing these large parts, I have searched out but found very little examples. I very much appreciate your insight and experience.
steve austin
-
Are you guys using Dynamic and opti- rough paths for large aluminum parts? I generally use them on ti and steel.
-
1 hour ago, JParis said:
I look at that motion and in my opinion, WAY too slow
You mean federate or motion pattern?
-
So I always thought optirough carried much wasted motion with a lot of accl/decell slippage. For those not familiar this machine is 120kw/160 hp 33,000rpm with tap testing. We are cutting wing ribs, logerons, a frames. Mostly thin walls and floors .05-.150”with pockets 1 -2” deep. I understand this is vague. Thanks
For reference this is the type of parts we are running
-
I am programming a stack of parts for our new Makino mag1. All are 7050 Al aero structure. I have been thinking about most efficient path for roughing and finishing pockets and floors. On the slower machines I use mostly zig zag as there is more straight moves and I like the pattern appearance for finishing.
I was also considering ways to limit wall finish passes to 1 for walls.
any comments or opinions?thanks
steve austin
-
50 minutes ago, JoshC said:
i replicated the plane changing to top issue after a customer reported it to me and submitted Ticket #56003 on this and am waiting for cnc software to respond, If anyone from cnc software wants to see a video of this happening Ticket #56003 has it shown.
To get through this part I broke position 1 and 2 into different files and moved everything to the Top plane. This thead has helped me immensely just to know I am not going crazy.
Thanks guys.
-
1
-
-
3 minutes ago, gcode said:
Check the Rules setting in the Planes manager
See the 2 green arrows icon in the Planes Manager
I am referring to the tplane and cplane in the toolpath switching from my custom plane to TOP. When this happens, I can see the toolpath in a different location.
-
I am working on a large aero bulkhead and have had a heluvatime getting through this part. Several times a day chains will disappear from the chaining window and when this happens other chains are duplicated in the chaining window. My reseller did not believe me until I sent him a zip. The reply from Mastercam is to re select.
Another problem I have had is that the tplane and cplane are switching to Top. Just checking if others have had this issue. I think it has something to do with the large file.
thanks
steve austin
-
okay... where please? thanks
-
thanks for the suggestions. Stock is mostly rectangular al plate 7 series. I would guess the average would be 1.5 x 24 x 42.

SWARF TOOL VECTOR DIFFERENT FOR EACH PASS
in Industrial Forum
Posted
Part came out beautiful. This Mag1 is a really nice machine. And the apps guys are the best I have worked with. The day we purchased this machine I was given a 200-page pdf outlining what they have found has worked and what has not. Vibrations analysis, RAH model numbers, RobbJack cutter catalogue for high HP/RPM mills, efficient toolpath use of accell/decell, etc. We purchased and I learned the Cut Pro software (tap test). We are having much success, and the owner is happy. Thanks again for the advice.