





lowcountrycamo
-
Posts
247 -
Joined
-
Last visited
-
Days Won
2
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by lowcountrycamo
-
-
On aluminum I zigzag but not hard metals.
-
 1
1
-
-
Here is a vid at 1000sfm dry. Material here is 17-4 at 44rc. 13-8 is a little tougher but hardest is equal to my material.. this tool could have busted after just one part. https://youtu.be/BsBDnO9yMaQ
-
13-8 PH 42-48RC. I program at an aerospace shop and we have many older poorly programed parts I am modernizing. I have been roughing with 1/2 to 3/4 solid 5,7,9 flute at 300sfm 5% radial and .0016 for 1/2 and .0024 for 3/4, which give about 50-60 IPM. I am asking because I have seen some examples of SFM from 400 to 600. The IMCO book which is the brand we use says 440. Niagara show more and cutting dry. Has anyone had any luck cutting dry? What is your go to numbers?
Much appreciated
Steve Austin
-
I am about to test several solid and insert Feed Mills for roughing 3D pockets in TI 6AL-4V and 13-8 PH Stainless 42-48RC. Any suggestion for toolpaths? These are running on 3x and 4x Okuma osp200 and osp300. I have thru coolant. I have never programed for a Feed Mill.
Much appreciated as always,
Steve Austin
-
20 hours ago, huskermcdoogle said:
Under further review, look for this in the post and change it from a zero to a one and your problem should be solved without needing a workaround. However if you ever want to force this behavior to work it was, you know how to work with it if you need to.
frc_cinit : 0
FYI, I just tested this.
That works great, Thanks Husker!
I took the 5x post class with Colin but is has been a couple years now and forgot about that switch.
-
During the day I discovered the plane trick with C0. A5. and that worked I will try the others now. Thanks, steve
-
This is after a tool change. 1st tool cuts at A30. C10.
Next tool cuts at A0. C10. In this case the spindle is square with the table but it looks crazy.
Thanks for responding,
Steve
-
Using the generic 5x post AC head head I cannot get c to zero after it has rotated. If is is cutting at A90 C5. When the next toolpath should be A0 C0 only A goes to zero. It is unnerving if you are not used to it. Is there a switch for this? Thanks,
Steve
-
So I figured it out. I had my limits set in the machine def but not in the post. I had forgot that this post does not look at machine def for most settings.
Thanks for looking.
Steve Austin
-
1
-
-
I created a post from the Generic and thought I had it correct. When posting individual tool paths the numbers are right but when posting together (null tool change) the numbers are not correct. This is an AC SNK horizontal
For example by itself I get
C180. A-4.921when null I get
C-89.135 A5008.907Has anyone seen this?
my parameters are:
#Primary axis angle description (in machine base terms) #With nutating (mtype 3-5) the nutating axis must be the XY plane rotaxis1$ = vecy #Zero rotdir1$ = -vecx #Direction #Secondary axis angle description (in machine base terms) #With nutating (mtype 3-5) the nutating axis and this plane normal #are aligned to calculate the secondary angle rotaxis2$ = vecz #Zero rotdir2$ = vecx #Directionthanks
Steve Austin
-
We have a Mits AXD 2.0" that I use when I can but on this part the pockets are too small. So I will go for the more traditional milling on this one. I will try a ZIG ZAG path to get up to speed on as much as possible.
Thanks,
Steve
-
I have been programming for an aerospace job shop for several years. Up until now I have only work on small to medium sized 3, 4, and 5x mills. On these I mostly rough with dynamic paths. I am now working on a panel that will run on a large SNK HEAD/HEAD horizontal profiler with travels of 48" x 120" cat 50 20,000rpm Fanuc 31i. So my question is: considering the size and acceleration of a large machine, what type of roughing should I be focused on: modern dynamic roughing or old style roughing .5D axial and .5D radial step over? On the smaller machines the dynamic is generally faster and more reliable. I am not sure if this is true for larger machines. Do any of you have experience with larger profilers like this? Do you have any other advice that would be helpful here?
Thanks,
Steve Austin
-
I program for Okuma's 3x, 4x, and 5x. I am running Supernurbs with default E.00039 D.00039 tolerance. I don't know if the app guys set this up. They are alike in every machine. The same numbers are set for High Quality, Standard, and High speed. My 1st question: will the same tolerance in these settings, give the same effect of motion. Or will they still run differently? I opened the machining tolerance in several machines to J2. E.003 D.0015. My roughing EM started breaking and chipping in Dynamic pockets with the following params.
Material 6al-4v ti running at 1/2EM 7flt 450sfm 105ipm .025"ae 1.0"ap. This problem stopped going back to J2.0 E.00039 D.00039.
I am going to try the Al machines tomorrow. Another question: will more code g01 be better for high speed J2. or less code g03/g02? Will code amount effect J1.0 or J0.?
Thank you for your help,
Steve Austin
-
I have found naming or renaming a plane I must immediately click said plane or the name will attach to next plane I select. I think this is a bug new to 2020
-
I have noticed that with 5 axis trunnion the spindle does not crash now when rotating 180 degrees. This caused me to never use it before but now I am. I love it.!
-
I had already tried Gap settings and Depth Limits. Both had no effect.
-
Very nice. Thank you for taking the time!
-
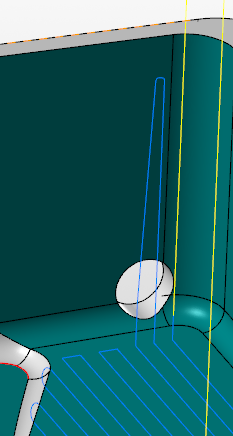
I just did a similar but different part with no side hole. I still rises but not so much. And it rises differently on the other side. I also attached a sample part if you want to look. I am leaving 0. on floor. .01" on walls. Checking silhouette boundary only changes where it rises. This is a 6al-4v part so I have a low feed plunge rate. I use many of these raster ops so it will increase run time one a high production part where I am looking for every advantage.
Thanks.
-
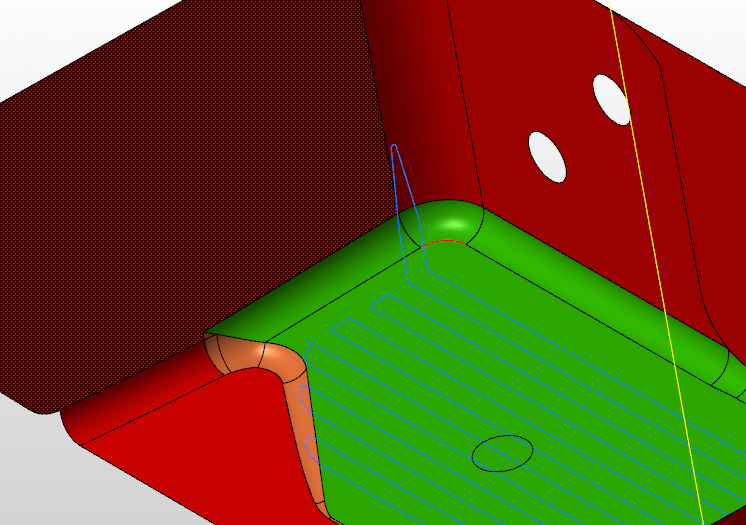
I don't think so because is I change the step over by 5% the rise and fall happens at another place against the wall. I am using a containment boundary.
-
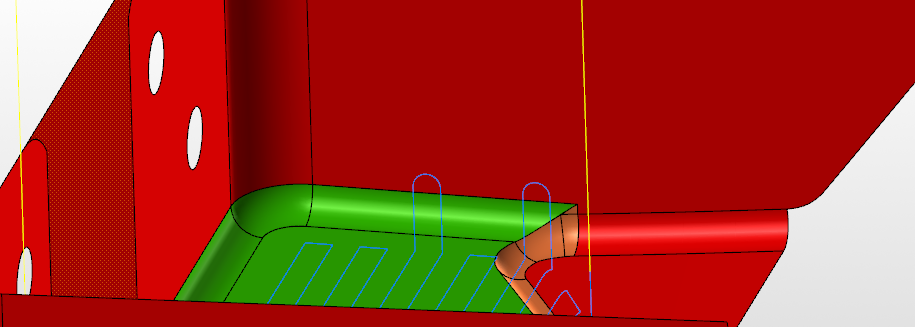
I use raster a lot. Love it. However, often when next to a wall the path will rise and fall randomly. And it will change by altering step over. This is annoying, as there seems to be no reason for it. Any ideas why this happens.
Thanks,
Steve A
-
On 7/22/2019 at 8:33 AM, JoshC said:
Are you file sharing your documents folder? I have seen file shared document folders cause this problem since mastercam stores the user data folder in the computes defaults documents location. Something as simple as losing connection to the file share could potentially cause a reset of the user data folder if mastercam cant locate the file share directory where the users data folder resides.
So we are on a redirect server like most others I guess. Our Desktop and Documents are the only folders redirecting I believe. Could that be causing this problem? Could I save these files in another area? Or, is there anything else I can do? Please!
-
I have several custom hotkeys I have to reset constantly. My default keys seem to always work. This has been happening at least since 2018. I am on 2020 now. Any one seen this?
Thanks,
steve a
-
I love the new drill combined with 5x. Saves me time selecting line instead of making planes.
-
I have seen this on several Fanuc controls when the code is posting g02 g03 with large radius. This path has always been solid if the part fit.
HOW TO USE CALL OO88?
in Industrial Forum
Posted
I want to use CALL OO88 on a MU 4000 and MU 6300 okuma. Do you post out CALL OO88 with every rotation move? Or just at the start of the program and the control keeps up with the zero from there on. Also, do I need to cancel?
Thanks,
Steve Austin