





Gary
-
Posts
567 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Gary
-
-
I need to get a book or online training to get more up to speed with our haas trunnion. I have been doing a decent job with 3+2 but need
some crash coarse full 5axis stuff. I have had some help from reseller in the past but I get pulled away so much I need something I can referance back to. Is the books from this site the best or go with an eaprentice course like the one Jay has on there.
opinions wanted.
-
I iwish if I forgot to uncheck multi passes it would give me the warning without completely blowing away the toolpath and having to make all my changes to the op all over again.
-
 1
1
-
-
Unistall and reinstall software after trying fifo buffer and different cable. I don't know if it was the reinstall or the restart but it made it through the run. I will check last two options individually next round but I was running out of time on this one. thanks again
-
cimco to dnc
38400 baud
about 10' cable
window xp comp
Its wireless but I even tried saving the program local with same result.
I am gonna go switch a cable now
-
I have one mill here that "sometimes" (alot to today) will just run out of code on a dnc drip. Has anyone had this? I am not sure if the machine is forgetting to ask for more code or computer is failing to send. We have three machines all with the same dnc settings, and this is only problem child. any thoughts/
thanks,
Gary
-
God I need to take the time and do that. Nice.
You really need to look into making an operations library for these kind of things. I have all ream, tap, c'bore, pocket, contour, contour-ramp, etc operations saved for each different tool. Taps/reams are saved for the standard depths...just selected geo then drag geometry from op to op. Pockets/contours all have the appropriate step down, step over, lead in/out, etc. Each operation has it's comments already set, only requiring minor editing.
I've even gone in to settings that I don't normally use and put some good values that I would use *if* I decided to enable it. For example, in my contour-ramp op, If I'm already using this op for a 3/8 end mill, then I need a plain old contour op with the same end mill, I'll copy the op and change the contour type to 2D and enable depth cuts. My depth cut value is already there for me. It's a huge time saver!
Yeah, you can setup some of this in the defaults file, but you have WAY more control using an ops library.
Thad
-
FAST RESPONSE
"Looks like a regression.
Logged as defect D-8886"
-
I will send it to them, I can just create an offset line do a trim on each end and done. Not alot of extra geo. drawing.
And yeah I new I was cutting the bevel off.

-
The step over isn't what its set at either.
-
Can someone take a look at this and tell me if I'm missing something here. I am getting no retract between the blend mill and the circle mill on this.
thanks
File attached.
-
quit wasting your time.. format the computer, install Win7 and save yourself some grief.
You can do it now or you can do it after pulling your hair out for 6 months, but you will do it eventually.
This is what I'm thinking, just being to lazy to have to re install solidworks and everything else. I keep telling myself everything is going this way towards 8 and just hang in there. This last one has been a real arse kicker though.
-
They got back with me, I had to unistall the CodeMeter and it fixed it. Loving this windows 8.

-
tried both, same result
-
We uninstalled and re-installed (or tried) x7 but it halts part way through and says can't be completed and to try again later. This is on windows 8, our reseller was in and didn't have any luck and sent the log file to mastercam. I had programmed quite a few jobs before the uninstall so its kinda kicking my arse not having it. I have deleted everything x7 related including the reg. but
no luck. Has anyone seen this, or got any ideas?
thanks
Gary
-
Use contour ect? scallop makes for big code. Easy/fast to program makes for larger files almost always.
-
1
-
-
Does anyone know of a software that you can push a complex solid into a block or feature for use in a nest ect. I am
running solidworks and mastercam and can do mold style ops such as indent, cavity ect. but, is there a way to push an item into a block
past the center line and leave an impression that doesn't leave all the undercuts. Say like you ran a car into some wax then backed up.
This would save tons of time in part nesting operations. Any thoughts on this would be greatly appreciated.
-
No kidding, jumping the gun alittle there. I'll get with them thanks.
-
I have a new puter, and am running the most current x7 maintance. I put x6 off my disk on there as well but how where can i go to download the latest release of x6? The mastercam sight only has x7 from what
I see.
thanks
-
Where is the download link on youtube? Not a big user of it and am sure I'm just over looking it. Model looks sweet, hopefully I have something to convert it.
thanks again.
-
Does anyone have one of these to share by chance? It would be greatly appreciated. Does this machine setup come in mastercam already? I am not sure where to look. Or can I get a hold of AXSYS SOLUTIONS (our reseller) and they might provide this? New to the trunnion as you can tell, and am only currently looking to do positioning on it.
thanks
Gary
-
What speeds and feeds does the machine have? We cut this material also for check fixtures. highspeed area clearance with 70% stepover .3 step down and 300-400ipm works good on our haas. If you select min vertical retract with "output feed moves" checked it does a good job of not jumping all over the part and having lots of retracts.
-
surface finish blend?
-
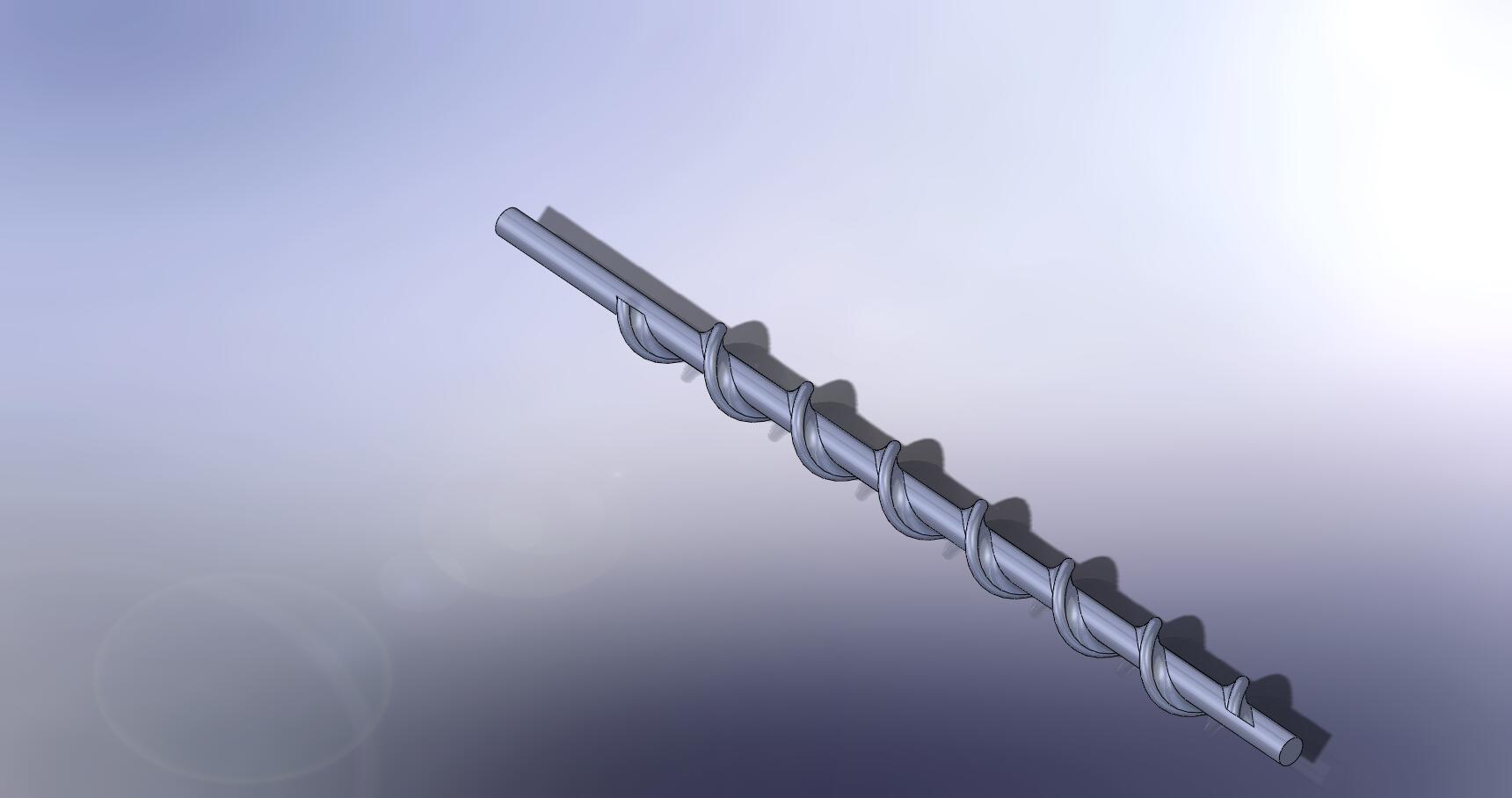
There is a pitch callout as well as the radius at top and bottom of flute. Print calls for .3745 +.0000-.0005. I am hoping that is just for the ends where maybe a bearing goes, I am waiting to here back. Just trying to get a pre planning done. Tbe radius on top is also required to be +-.005
-
Just looking for how you guys would tackle this part. I have axis to a 4ax haas. Part is about 14long and shaft diameter is .374 lobe diameter is .860. Material is s7 heat treated to 60rc when done. Just looks like a chattering pain to me.
Any ideas would be appreciated.
Gary
http://www.emastercam.com/board/uploads/monthly_01_2011/post-735-0-97816000-1294236014_thumb.jpg

5axis training
in Industrial Forum
Posted
No, but I've priced it in the past. I'm about 2.5hrs north for them and I now own the shop so I get constant interruptions so it never really works that well. I know I'm paying them for there time but to have to keep getting up and leaving for 5-min is a waste of there time.