JAMMAN
-
Posts
1,331 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by JAMMAN
-
Looking for a serious 3/4" insert mill
JAMMAN replied to JAMMAN's topic in Machining, Tools, Cutting & Probing
That's heavy duty, noticed no flush... think they are blowing air through hole in the the middle? Or do real men not use flush? Sometimes on the vids I see sub notes that the lack of flood was for the show, do you flood yours? -
Looking for a serious 3/4" insert mill
JAMMAN replied to JAMMAN's topic in Machining, Tools, Cutting & Probing
OK I'll try a blizzard next time I do aluminum. We have a Sandvik parting tool that is awesome. -
We do small parts and most of the metal removal is done with a 3/4 2 fl. insert mill. I have one that uses APXT 1035PDSR inserts but there has to be a better setup. Has anyone actually used a cutter with those inserts and compared it to anything? Perhaps insert grade recommendations also, we either do aluminum or CRS most of the time. Thanks-
-
YES! Finally toasted it, was viewing a tool I had created and kablam, windows shut it down.
-
As it turns out I was in control defs but was clicking on "tool" on the left, actually needed to click on operation defaults, scroll to the top and expand properties... tool settings is in there just like in the op manager. Todd is a good guy I do appreciate all the help I am getting from the members here, I have about a year of catching up to do in a few weeks so I'm grateful for all the input.
-
OK I'll call but I really really are not a phone guy, and when I post here people only answer when they have time, I feel like less of an inconvenience. Because of the "company" e-mail filter I never know if something is going to get through or not, I've been using personal e-mails to get files and posts. Thank you-
-
Hi again, just looking for shortcuts now. I open up 6. I go to machine type and select the fadal. I delete group 1 in the OP manager I go to properties/tool settings in the ops manager. I check "assign tool numbers sequentially" Is there any way to set a default machine? Lets say for mill right now I'm playing with the fadal but eventually more programs will be going on the HAAS than the Fadal. So I would like it to open up with HAAS set as the default machine, and tool numbers sequentially already selected. I did do a search for the sequential tool numbers and every post was "In the ops manager click on tool.........". There has to be a way to make it default I figure.
-
I'm 4X slower on the one I have, if we get a couple more maybe we can go under! Ahhh unemployment...... Anyhow I walked away for almost a half hour, came back and pressed enter and the darn thing popped back up. So I closed it. Thanks for the links, I'll add to the pile of reports on it at MC headquarters.
-
Well I have an error message, funny thing is I was in the definitions manager and it just disappeared. Now it won't let me close. Before I press the power button, has anyone seen this? The definitions manager IS NOT running or at least no visible window is present. X6MU1.

-
About 50 in/minute. Too much for 88HS? I hope not, I worked at a place called Toolco in Michigan that had a floor full of Fadals, I saw them doing carbon trodes at a rate I think was faster than that, all smooth motion, multi surface. Kinda miss that place.
-
And so I will also, thank you for the tip.
-
Thank you, I might be unclear on what a fixed cycle is. I don't see G9 in the code so it must be a controller default?
-
Me again, our Fadal seems to be stopping at all endpoints, even in arcs. Infinite look ahead is on in mastercam, but I remember from the "crusader M" days you could use Aux 1000 to smooth the transition. Is there a setting in the Fadal that makes it not stop at the endpoints? Seems like it should be a default.
-
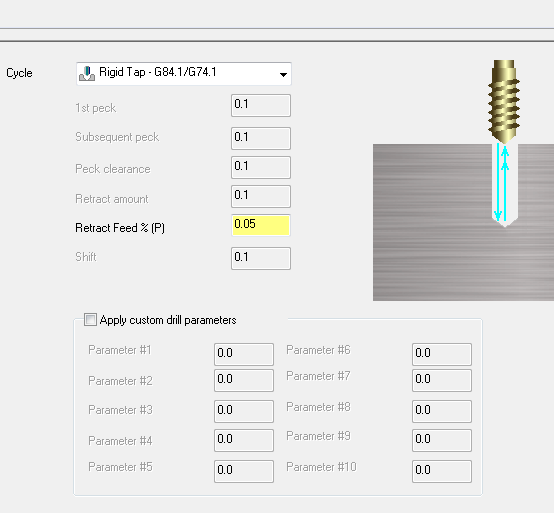
This is the portion of the overall program I just ran. Even using a rigid tap holder it made good threads though there was a pause before the tap reversed like some of you speculated. N520 ( 1/4-20 TAPRH TOOL - 3 DIA. OFF. - 3 LEN. - 3 DIA - 0.25 ) N530 T3 M6 N540 G0 G90 S250 M3 E1 X-2.5 Y1.031 N550 H3 Z.1 M8 N560 G84 G99 X-2.5 Y1.031 Z-.65 R0.1 F250. Q.05 P50 N570 X0. N580 X2.5 N590 Y-1.031 N600 X0. N610 X-2.5 N620 G80 N630 M5 M9 N640 G90 H0 Z0. N650 M1
-
Yes I saw that, cool trick but I'm using the lancnc-fad from calmotion knowing eventually I will have to drip large programs from it. Runs off a 2G SD card. Imagine seeing that 15 years ago, we would have thought the aliens had invaded and abducted our machines.
-
Hmmm mine doesn't look like that, using the generic Fadal format 1 post that came with MCX6

-
Cool Jay thanks. Heres how it looked out of mine: N100 O0099 ( RTAP ) N110 ( CREATED ON 05-16-12 AT 8:52 AM ) N120 ( MCX FILE - \\FILESERVER\MCX\STOCK\TOOLPATHS\210828_MTPTESTB.MCX-6 ) N130 ( NC FILE - \\FILESERVER\NC\RTAP.NC ) N140 ( MATERIAL - ) N150 G20 N160 G0 G17 G40 G49 G80 G90 H0 E0 Z0 N170 ( 1/4-20 TAPRH TOOL - 3 DIA. OFF. - 3 LEN. - 3 DIA - 0.25 ) N180 T3 M6 N190 A-0. N200 G0 G90 S250.2 M5 M90 E1 X-2.5 Y1.031 N210 G84.2 N220 H3 Z.1 M8 N230 G84.1 G99 Z-.65 R0.1 F250. Q.05 P100 N240 X0. N250 X2.5 N260 Y-1.031 N270 X0. N280 X-2.5 N290 G80 N300 M5 M9 N310 G90 H0 Z0. N320 E0 X0 Y0 N330 M2 I have determined that this Fadal does not have rigid tapping. Good thing I don't have to tap with it a lot Since you seem to be Fadal savvy, I see you can use DF, DT, DTT, DV BUT is there anywhere you can see the difference between the cold start position and what you have entered for SETX, SETY, SETZ? Just curiosity at this point, on our HAAS the part position ends up being G54 which you can see.
-
Thank you, yes format 1. The problem with SETP is it only displays what it is set at not what it is supposed to be. I'll play with the 84.1 again today in several situations to see what it does. This is not the end
-
It's an 88HS control... I think. When we bought it the seller said it had a 10,000 rpm spindle and rigid tapping also. This thing is strange, the spindle was going about 3 times the RPM it thought it was and by the time I got through adjusting parameters so taps were not boring holes I ended up at the 7500RPM settings. Funny the settings I ended up at were nothing like the sheet inside the controller. The machine working parts (ball screws, linear bearings, tool turret, spindle) appear to have NO WEAR whatsoever. There is a white Fadal tag on the motor saying it is a 15HP which would point at 10,000 rpm. The actual Baldor tag on the motor says it is a 10 HP which would be the 7500 RPM. The vector drive for the motor has a similar paper tag from Fadal saying it has rigid tapping. The actual drive numbers return a 7500 rpm drive and says nothing about rigid tapping BUT being closed loop it should be able to do the math if the controller knows how to divide. Out of the box at 300RPM the spindle was actually doing 900, proved this with a digital tach. It was overshooting the tool change orientation detent by so much a tool change was impossible. The parameters are no where close to what the factory setup sheet says after I adjusted it but it makes parts and taps holes now just not with G84.1. The machines setup when I got it was probably the reason it never got used, how could anyone make a part on it with one tool and the spindle outrunning itself by 3X?
-
So if 84.1 is the call for rigid tapping and the machine supports rigid tapping then it should understand 84.1. Guess I should get a floating holder till I can solve the mystery. Thanks dude
-
I'm baaaaakkkkkkk A little confused between "tapping" and "rigid tapping". I used tapping accidentally on the fadal and it tapped holes. I select rigid tapping and it just sets there on top of the part not spinning. Only difference I see is a G84 VS G84.1, but MR. Controller looks like it doesn't understand the 84.1. No biggie because that isn't the machines duty in the end, but if someone has a clue on 84 VS 84.1 and would care to drop a few lines I would be grateful. Thanks-
-
I avoid that by never using comp in the controller. I will defend that method till the end, people have tried to explain it to me why I should use comp in the controller, wasted a lot of breath. The less math the controller has to do the better off I am, let mastercam do the math and post it at par. I made that decision after making a mickey mouse ear pattern in what was supposed to be a rectangular pocket, I changed cutters and the cutter was like .002 bigger than the radius drawn. That was over 20 years ago and I have not trusted a controller to do math on comp since.
-
Wouldn't G17/18/19 normally determine what plane the R lies in?
-
All the same, but depends on the controller if it will understand it or not. I haven't seen anything but I/J/K in the last 15 years.
-
Yep it was a big deal when the 486 came out because it had a built in math coprocessor. The first computer I built for Mastercam use was a 486/133. I bought a $100 video card, with 1M of onboard memory, expandable to 4. Was top of the line at the time because it was PCI instead of ISA or VLB. I paid the big bucks and got the 1.3G hard drive, the manufacturer recommended partitioning it in several chunks because of it's large size.