F800R
-
Posts
39 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by F800R
-

MCAM 2023 Config Issues - overwritten by the default
F800R replied to F800R's topic in Industrial Forum
thanks, I did this and it seems to be stable for the last few days. -
I'm getting the same error message. I looked thru the Solids Manager and could not find a solid with an error. Is there a way to locate the offending solid to correct it?
-
MCAM 2023 Config Issues - overwritten by the default
F800R replied to F800R's topic in Industrial Forum
I have deleted all the config files before, but not the entire folder. What is the reasoning behind deleting the entire folder? -
I am running MCAM 2023 with all patches installed on WIN 10 Version 10.0.19045 Build 19045. For some reason my CONFIG file keep getting over written with the default version. It seems to happen randomly or at least I don't see the trigger. I have tried to overwrite it with a saved back-up CONFIG copy but, no luck. I have to "re-build" my CONFIG every time this happens. This has happened 8-10 times in the last few weeks and it is a PITA. I reached out to our local MCAM rep and no luck. I searched the forums and found a few posts, but none have provided a resolution. I hope someone on here has some suggestions.
-
Currently using MC2020 and trying to use Machining Cloud import. Currently I am unable to import tooling created in Machining Cloud into MC2020. I have created multiple jobs and none appeared in the import utility in Mastercam. Anyone have any tips?
-
Perfect, thank you.
-
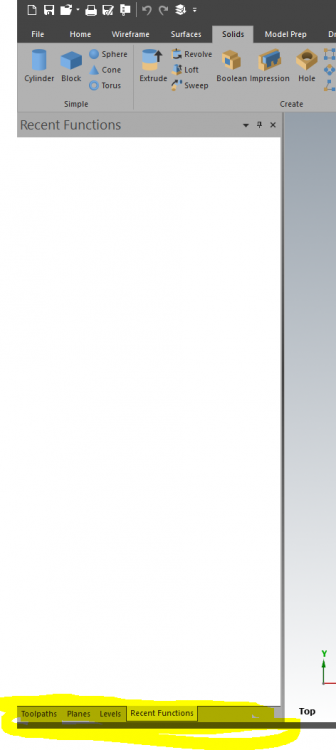
MCX 2020: Today I lost my Operation Manager - lost solids tab. I deleted my config file hoping a fresh one would bring it back, but it did not. I do some design on MCX for fixtures and no Solids manager makes it tough to edit existing features. Anyone have an idea on how to get it back or another way to get to the solids manager?
-
thanks everyone for the input, I got it worked out. Not exactly like i wanted to, but the results are the same and I needed to get on to the next hot project.
-
Off Track: Hey Mike, hope all is well. Let me know your plans and we can try to meet up when you are in town. On Track: I re-ran the macro and I'm receiving a PS1143 BPRNT/DPRNT STATEMENT FORMAT ERROR Description in the book: "The format used in the BPRINT statement or DPRINT statement is in error" Not much help. DPRNT output file is: PROG: 7781 DATE: 20160128 TIME: 160936 V100 .00000 V101 1.00000 V101 2.00000 Fails at the looping section. Any ideas are welcome.
-
It alarms out on the DPRNT line within the loop segment. I can get it to read the line, but no good data is output.
-
I hope someone can help on this. I'm trying to write a DPRNT routine with DO/WHILE or GOTO loops. I'm trying get the output statement to auto increment. I want output to look like this: PROG: 7781 DATE: 20160128 TIME: 160936 V100 .00000 V101 1.00000 V102 2.00000 V103 .00000 V104 .00000 V105 1.00000 V106 2.00000 V107 .00000 So I'm attempting to us a GOTO loop ( I had a DO/WHILE in the original, but thought it might be causing the failure so I switched to a loop). I would like to output the description V101,V102,V103.... using a variable. I can do it with the individual statements under the ( # TEST TEMP) section, but can't crack this nut. I also change the description variable to #143 thinking the same # being called 2x, but sadly no. Any thoughts? #141=#4(DATA TRANSFER START #) #142=#5(DATA TRANSFER END #) #143=#141 POPEN (CAPTURE PROGRAM INFO) DPRNT[**PROG:**#4115[80]] (CAPTURE DATE & TIME) DPRNT[**DATE:**#3011[80]] DPRNT[**TIME:**#3012[60]] ( # TEST TEMP) DPRNT[**V100**#100[45]] DPRNT[**V101**#101[45]] DPRNT[**V101**#102[45]] N10( LOOP START) (CHECK LOOP COUNT-COMPLETE) IF[#141GT#142]GOTO99 DPRNT[**V#143**#141[45]] #141=#141+1(+1 TO COUNTER) #143=#141 (CHECK LOOP COUNT-COMPLETE) IF[#141LT#142]GOTO10 N99 PCLOS
-
I did a search have come up blank both here and the Lenovo forums. I had my laptop from work swapped out for a new Lenovo Helix Thinkpad. My problem is the USB ports. When the screen ( PC ) is connected to the keyboard the USB ports do not recognize the MC HASP ( no power/no light ), but when I disconnect the screen ( PC ) from the keyboard the HASP is good to go. Does anyone else have this PC? any suggestions? Any way to bump up the power thru the device manager? http://shop.lenovo.com/us/en/tablets/thinkpad/thinkpad-helix/ Thanks for any help?
-
@ Chris, I would love to see the class material you have. I can hook you up with an Yousendit account if the ftp is not available. Yea, it was pretty cool to meet you this week. I will definitely be in touch. @ Will, I will call you early this week. @ Jay, If you are willing to share your class outline I would be grateful and anything I have would be available to you too. @ Scott, Unfortunately I only have about 2 months. We have a Haas VF1 w/vTR160v( full 5), VF2 w/ 2 indexing tables bolted together ( positional 5) and a Okuma VMC w/ Nikken 4th/5th recently consigned by Okuma ( full 5). Pretty luck to have lot of equipment to work with. We do not have any real good work holding. Did Rapture donate or did you have to purchase it? @ Trevor, Thanks for the recommendation. The MC default files was on the list to review for class material. Any recommendations are welcome. I would love to see you projects. I can hook you up with an Yousendit account to if you want? @ Racingdave, very cool. I got to meet a few students at CPCC last time I was there, I llok forward to meeting you. I appreciate everyone response. I will send eveyone a PM with my email so we can communicate in more detail. Thanks, Kyle
-
Jay, it is 5 hours, one night a week, for 16 weeks. Kyle
-
I have been asked to teach a 5-axis/Advance Mfg class at a local community college. To say the least I'm very excited to be able to pass on knowledge, given to me by great mentors and self determination . However,I have a very limited time frame to create a curriculum and I wanted to know if any teachers/instructors here have a outline they are willing to share . We will need to cover 4th, 3+2 and full five in a 16 week class. I have a good idea how I want to approach it ,but the local CC have never taught this class. So any info you all are willing to share would be appreciated. Of course I would be wiling to share the final outline to help others. Thanks in advanced. KK
-
I set up alt+Q for my WCS manager and alt+W for my tool manager too. Not ideal but the best I can do.
-
Yea, It would be nice if tool manager & WCS manager could be left open. Thanks for the reply.
-
For those of you that have seen X6 can you leave the WCS Manager open while working? It is a complete PITA to have to keep opening and closing it. Sorry if this was discussed before. I didn't see it when I searched. Kyle
-
CK, What machine did you get? Was the 5th an add-on or factory? If an add-on what brand? I'm looking at adding one to one of our Mitsubishi horizontals. Just looking to see what you did on yours. Kyle
-
I got it. I had selected a material libarary. I thought that even if you select a material libary you could still overide the feed & rpm. Hmmmmmm...geuss not
-
Hope someone has seen this. I'm currently on a multi-surface part in MX4 MU2. Someone else started it and created tools. When I try to enter feed, plunge and rpm it does not feed thru to the tool page. The only thing that will effect the tool page are the % of material factor on the parameter page of the tool definition. I tried creating new tools in the the same file, same result. When I created a new file and tested it the feed & speed works as normal. Anyone seen this? Something I.m missing? K
-
John, Thanks, found the "ref point" tab was toggled on. Screen looks good and NC code looks good. Thanks.
-
If you mean "rapid depth", yes. If you change it higher it will go from world zero to the "rapid depth" to the swept then back to world zero.
-
I'm having a problem with using swept in X3 MU1. I'm programming a part on a 4th axis indexer. Every time I use a 2D swept above the world origin (WCS set either at world origin or above)the toolpath wants to start and end at world origin zero. I have been editing the NC code, but it is getting to be a pain . I have used swept for years just not on an indexer. I switched to flowline on a few parts to correct this, but I still like good old swept. Has anyone else seen this? Any suggestions? KK
-
Calling all Haas guru's....We have a Haas VF3 with a full 4th and a indexer 5th. Machine config, we have a HRT210 in-line with the X axis (index only, run by the Haas box) and a 5C bolted to the face of the HTR210 (full rotary, A axis). Haas has the ability to integrate a indexer as a auxiliary axis and can be called in the NC code as a "C" axis. This takes the need to make sure the operator need to make sure the box program is in the right spot. I integrated the HRT210 as the Auxiliary "C" axis and find that the indexer will make full 360 moves as it moves to position. This is a bad thing due to the cables and air line attached to the 5C rotary. Basically it gator rolls and wraps cables and that equals damaged indexers. Trust me we have learned the hard way. So my question is there a setting to set "shortest distance"? Also the axis limits (box parameter 13 & 14) do stop the indexer from moving past the limit just alarms out after it moves past the setting. Is there a special trick to setting these to make them work? Sorry, I know this is not a MC topic but thought there might be some folks that might be able to help. KK