





Kalibre
-
Posts
54 -
Joined
-
Last visited
-
Days Won
1
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Kalibre
-
-
1 minute ago, geirsj said:
Hope it will be available some day, for now it seems that the NCI ref guide for 2020 says it is not available.
G
The amount of things available to the set-up sheets that can't be read by the post is maddening sometimes.
-
Was adding a little logic to an MPLFAN post and ran into a bit of silliness. Basically, I just wanted to set a variable based off of the value of plane$. Should be easy enough, it can only be 1 of four values and you can grab it from pretty much anywhere in a mill post. So off I went:
if plane$ = zero, my_var = one if plane$ = one, my_var = three etcno matter what I did, it always spat out one. So, I just set my_var = plane$ and yup, big ol zero. Moved it all over the post to see if it would change the outcome and pulled my hair out realizing every nci line that it outputs plane$ for mill, it sure doesn't for lathe.
I ended up tracing where the post digs out sg17-sg19 and was able to set my_var there, but seems like a bassackwards way of getting to it. Anyone know where/if plane$ is actually output anywhere during lathe toolpath processing and I missed it? Or does it actually not get treated the same as in a mill toolpath?
-
Even for 2020, the description and manufacturers name boxes are listed as N/A for posting.
-
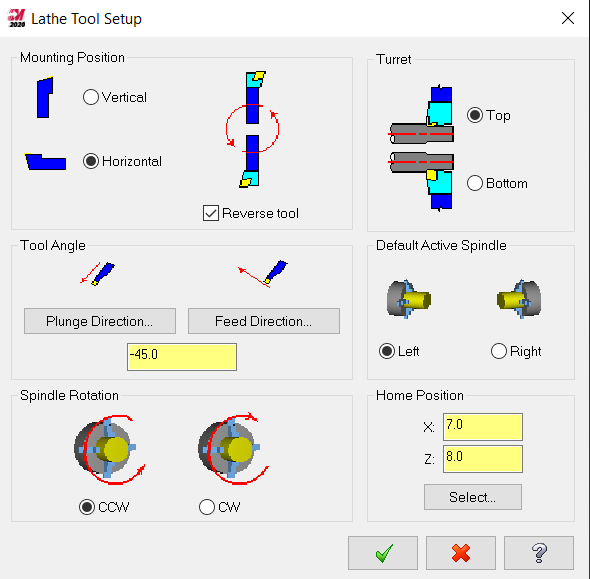
You can orient however you want on the tool set-up page. There's neutral OD holders in the standard tool library, change the insert to a VNMG if required and change the tool angle. Check the Define Tool parameters tab to make sure the compensation and tool clearances don't do anything funky (mostly on grooving tools).
-
 1
1
-
-
Hard to even guess without knowing more.
Can you attach a Zip2go?
-
55 minutes ago, So not a Guru said:
I sent you a PM
Received and replied. Outstanding.
-
On 2/3/2020 at 12:07 PM, nickbe10 said:
Have you tried the Mastercam website. If you have active maintenance you should be able to download from there?
It's worth getting the latest edition.
Don't forget resellers make some of there income from selling posts so they may be reluctant to get it for you, this happens in the US too.
I am unaware of anybody who has been unsuccessful if they stamped their feet and whined enough, a quick e-mail to CNC in Connecticut requesting a copy because you can't get it thru your reseller has also gotten results.
All I could find on documentation on the MC site was NCI parameters from X3-X6, maybe I'm looking in the wrong area?
Sent off an email anyway and until a hopefully positive response, I shall continue writing garbage code until it works by sheer will alone.
-
That other line would have been coming from your tool comment. Happy to see you got it working.
-
On 1/29/2020 at 2:14 PM, nickbe10 said:
If you want to learn about posts I would suggest the following:
Get hold of the MP documentation from your reseller, this may or may not be difficult...you might have to insist.
Take one of Colin Gilchrist's (you will see him here often) courses on Post Processer editing. They are not regular but check emastercam website to see if there is an upcoming course.
The amount of help you get in the PP forum is usually directly proportional to how people perceive your willingness to make an effort to help yourself.
Not sure about the US, but up here they haven't distributed the MP documentation in quite some time.
-
2 hours ago, danm said:
Kalibre, I finally had a little time to try this and I am not sure where to add this text. Do i put it in with the ptlchg$ ? And if this works can I put the letters in with the tool number on the parameters page?
run the debugger and watch where the post outputs the tc lines, put it in there. you won't be able to put the letters in the tool path parameters page. In the example, your post would pull it from the "Tool name" in the "Define tool" section.
-
Post it using the de-bugger and see where it's processing the output. Probably line 1498 in the lathe part and 1560 for the milling tools.
-
Did you just add the "M6", or the entire line below what was there? Just adding the "M6" had it posting the way you wanted, not sure why the whole line would go missing...
-
plinout #Output to NC of linear movement - feed if cc_pos$ <> prv_cc_pos$ & cc_pos$ <> zero, [pccdia, e$ pcan1, pbld, sgfeed, sgplane, "G0", sgabsinc, pwcs, pxout, pyout, pzout, pcout, strcantext, pscool, e$] else,[ pcan1, pbld, sgfeed, sgplane, *sgcode, sgabsinc, pwcs, pccdia, pxout, pyout, pzout, pcout, feed, strcantext, pscool, e$]This got it outputting mostly what you want, changing the `sgcode to *sgcode forces it to output G1/G0 every line tho, without changing it, bad things happened.
-
if home_type = m_one, pbld, n$, *sgcode, *toolno, e$ #line 1490 of your post if home_type = m_one, pbld, n$, *sgcode, *toolno, "M6", e$ #add the "M6"Will only be helpful if you always need an M6.
-
15 hours ago, Zaffin said:
That logic isn't the best (I'm aware it came from a generic); In Mastercam 2019 and beyond toolismetric will never be true. Beside that, using the tap_pitch$ variable will half the amount of code in that postblock.
OP, have you contacted your reseller? If you need this in a hurry I think that would be your best bet.
I pulled the section from the 2018 fanuc generic, do the newer ones no longer force IPM tap output?
And usually, you have to pay for the post. But, you can still sell it pretty easily on the time saving of not having to edit posted code anymore.
-
I borked mine a bit and then saw you wanted both formats in the same program.
pbld, n$, *sg28ref, "U0.", [if y_axis_mch, "V0."], "W0.", e$ toolno = t$ if home_type = m_one, pbld, [ if strlen(strtool$) < 1, n$, *sgcode, "T=", no_spc$, *toolno, e$ #because you may want to just post the tool number if there is no tool name else, n$, *sgcode, "T=", no_spc$, 34, no_spc, *strtool$, no_spc$, *toolno, no_spc$, 34, e$ #forgot the $ ] else, pbld, n$, *sg50, pfxout, pfyout, pfzout, e$ -
ptap$ #Canned Tap Cycle pdrlcommonb result = newfs(17, feed) # this reformat statement could be messing it up if met_tool$, [ if toolismetric, pitch = n_tap_thds$ else, pitch = (1/n_tap_thds$) * 25.4 ] else, [ if toolismetric, pitch = n_tap_thds$ * (1/25.4) else, pitch = 1/n_tap_thds$ ] pitch = pitch * speed # this section is def forcing ipm, comment this line out pbld, n$, sg94, e$ # since you don't use G94/95, comment this line out pcan1, pbld, n$, *sgdrlref, *sgdrill, pxout, pyout, pfzout, pcout, prdrlout, *pitch, !feed, strcantext, e$ pcom_moveaIf your ptap$ section looks like this, try making the commented modifications and run it again. I'm guessing all the post warnings you got were from the global calculation running with a null spindle speed. The !feed can probably go tho.
-
What does the actual code end up looking like? Is there still a G1 in the call-up, then a new line with just G0 on it?
-
Looks suspiciously siemens.
Are the two different formats for the same machine? That's probably going to determine how you go about it and how much logic would be required.
If the tool call is always in the string call format T="ABCD1234"
you can change your toolno fmt line to be an empty string "" instead of "T", then your tool change line would look like:
pbld, n$, *sg28ref, "U0.", [if y_axis_mch, "V0."], "W0.", e$ toolno = t$ * 100 + zero if home_type = m_one, pbld, n$, *sgcode, "T=", no_spc$, 34, no_spc, *strtool, no_spc$, *toolno, no_spc$, 34, e$ else, pbld, n$, *sg50, pfxout, pfyout, pfzout, e$you're strtool would have to be the ABCD and set by your tool description, or make a new string variable and pull the info from somewhere else.
-
Is your ptoolcomment section missing? The pstrtool function just makes the comment uppercase.
ptoolcomment #Comment for tool tnote = t$, toffnote = tloffno$, tlngnote = tlngno$ if tool_info = 1 | tool_info = 3, [ pstrtool #Convert strtool$ to uppercase if string is not empty scomm_fx_arg = strtool$ + sdelimiter + drs_str(2, tnote) + sdelimiter + drs_str(2, toffnote) + sdelimiter + drs_str(2, tlngnote) + sdelimiter + drs_str(2, tldia$) pcomment_out #Check comment length and output to NC file ] -
CALL OCHK M5 M9 G0 X20. Z20. T020202 Y0 IF [VDIN [24]EQ 1]NLOAD M84 G0 X1.75 Z2. G0 Z.015 M93 M83 M00 (***CHEK FOR PART TO PART STOP***) G0 Z2. G0 X20 Z20 M01 GOTO NPART NLOAD M77 M84 M93 M76 G4 F8. G0 X1.75 Z2 G0 Z.05 M93 M83 G0 Z2 G0 X20 Z20 M01 GOTO NPART NPART G00 X20 Z20 G50 S1500 CALL OCHKI've been too lazy to clean this up because it works and was before my time. The M93 is the push signal, so it's probably going to be different on your control. The vdin[24] is for ejecting the stub/bar changes.
-
 1
1
-
-
Do you mean at a tool change, in the tool table, or both? An example of what you want it to look at would help.
-
Thank you Colin, that's an amazing amount of help!
-
1
-
-
2020, but the post itself was one of the generics from 2018.
Selecting the Post Processor
in Post Processor Development Forum
Posted
Seems like a pretty low bar.